1
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении при получении деталей с близкорасположенными отверстия-5 ми малого диаметра.
Известен многопуансонный штамп, имегаций нижнюю плиту, верхнюю подвижную плиту, держатель пуансонов, съемник и матрицу, пуансоны большего и 0 меньшего диаметра.
Недостатком данного штампа является невысокая производительность из-за частой поломки пуансонов меньшего 5 диаметра, так как их длина превьашает десять диаметров пуансона, а пуансоны большего диаметра только изнашиваютд (их длина не превышает пяти диаметров пуансона), и больших затрат вре- 20 мени на замену пуансонов. Для замены пуансонов необходимо снять штамп с пресса, снять со штампа верхнюю плиту, отвернуть крепежные элементы, соединяющие держатель пуансонов с 25 верхней плитой, выпрессовать сломав(аийся пуансон и заменить новым.
Известен многопуансонный штамп, имекиций неподвижную плиту, подвижную плиту с бойком, связанную с держате- ЗО
лем пуансонов тягами, установленными в отверстиях держателя пуансонов, съемник с матрицей, соединенные между собой и с неподвижной плитой крепежными деталями, установленными в отверстиях матрицы и съёмника.
Такая конструкция штампа позволяет применять пуансоны укороченной длины, что сокращает количество поломок малого диаметра пуансонов, а это способствует повышению производительности штампа на 60-70%.
Однако, описанная конструкция имеет недостаток, заключающийся в затратах значительного времени на переналадку штампа и в большой трудоемкости изготовления его частей.
В описываемом штампе для сокращения времени на переналадку штампа и снижения трудоемкости изготовления он снабжен матрицедержателем, размещенным матрицей и неподвижной плитой и имекящм отверстия под крепежные детали, и направляющими колонками, а в держателе пуансонов, матрицедержателе,- матрице и съемнике выполнены отверстия, в которых размещены направляющие колонки.
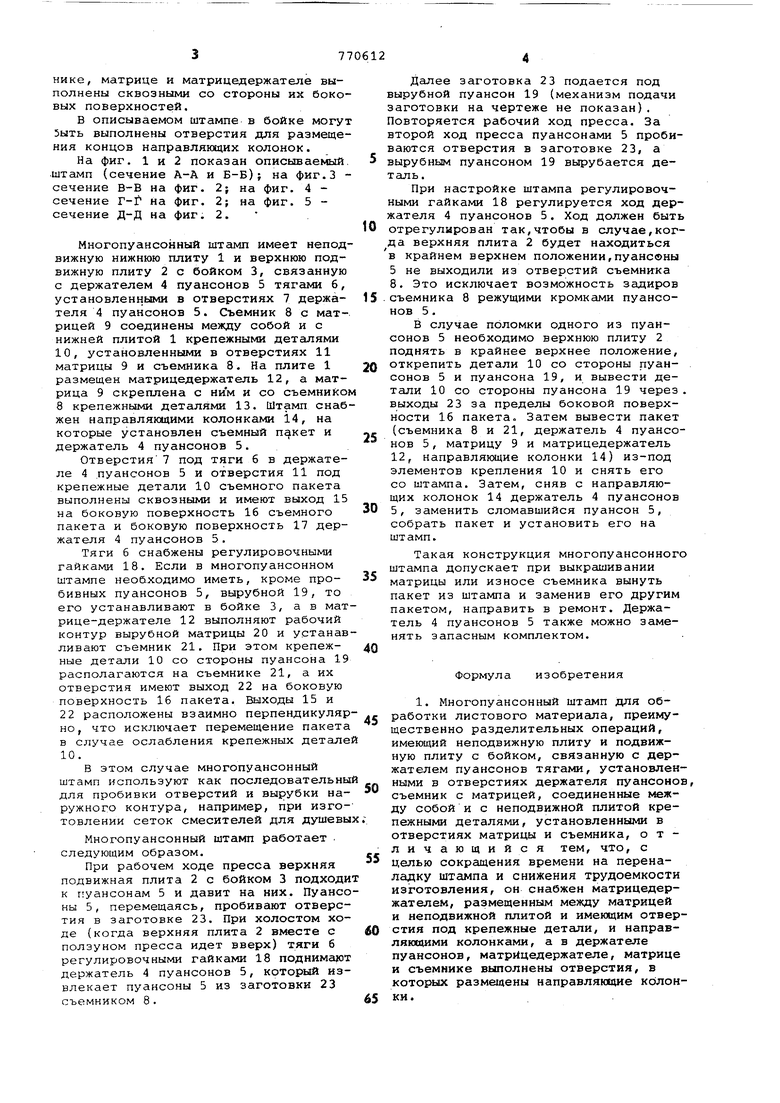
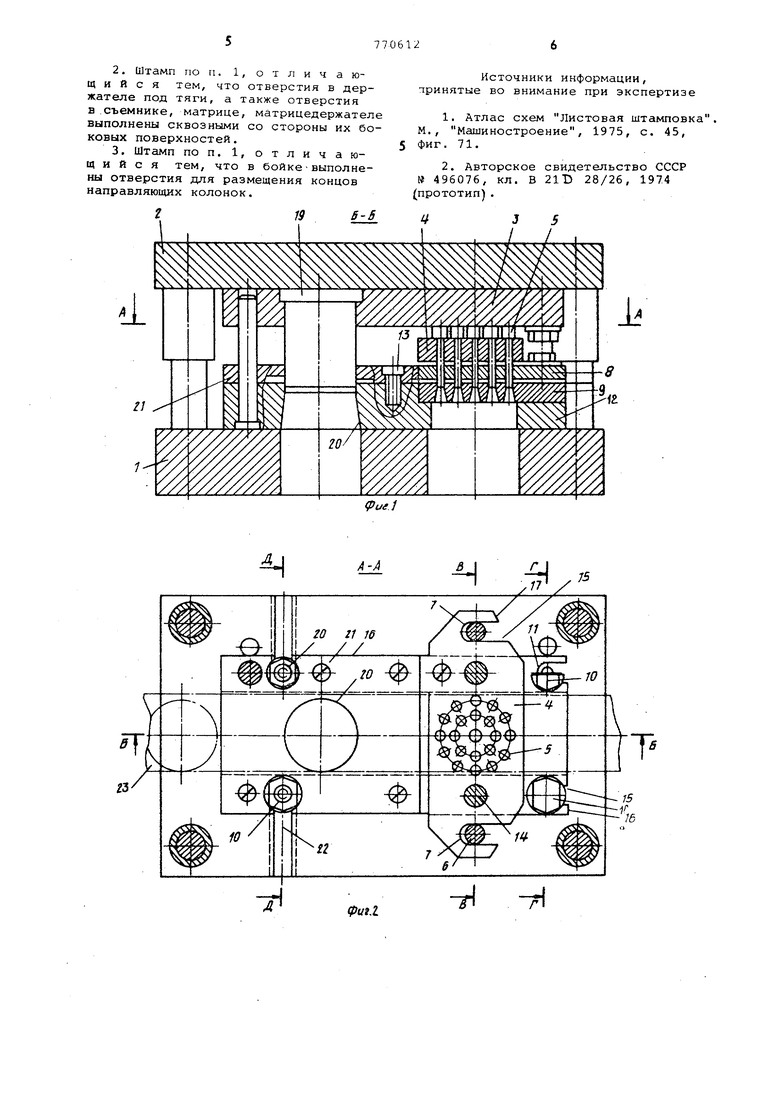
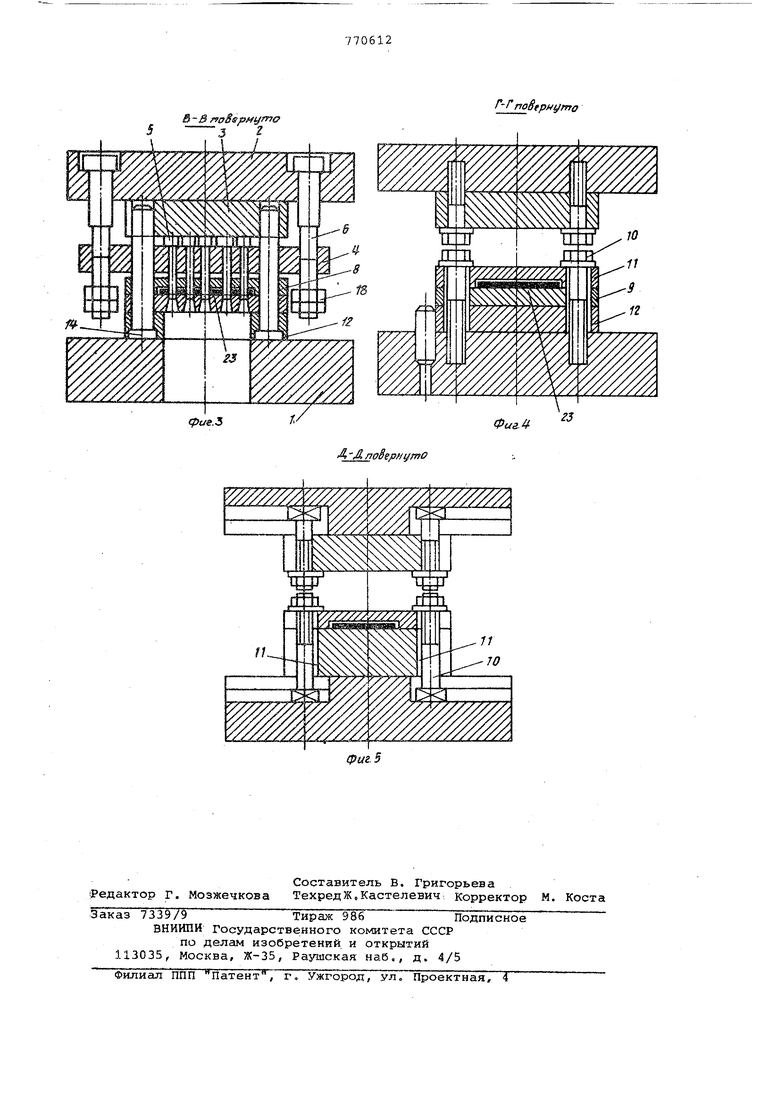
В описываемом штампе в держателе под тяги, а также отверстия в съемнике, матрице и матрицедержателе выполнены сквозными со стороны их боковых поверхностей. В описываемом штампе в бойке могут 5ыть выполнены отверстия для размещения концов направляющих колонок. На фиг. 1 и 2 показан описываемый штамп (сечение А-А и Б-В); на фиг.З сечение В-В на фиг. 2; на фиг. 4 сечение r-t на фиг. 2; на фиг. 5 сечение Д-Д на фиг. 2. Многопуансонный штамп имеет непод вижную нижнюю плиту 1 и верхнюю подвижную плиту 2 с бойком 3, связанную с держателем 4 пуансонов 5 тягами б, установленными в отверстиях 7 держателя 4 пуансонов 5. Съемник 8 с матрицей 9 соединены между собой и с нижней плитой 1 крепежными деталями 10, установленными в отверстиях 11 матрицы 9 и съемника 8. На плите 1 размещен матрицедержатель 12, а матрица 9 скреплена с ним и со съемнико 8 крепежными деталями 13. Штамп снаб жен направляющими колонками 14, на которые установлен съемный и держатель 4 пуансонов 5. Отверстия7 под тяги 6 в держателе 4 пуансонов 5 и отверстия 11 под крепежные детали 10 съемного пакета выполнены сквозными и имеют выход 15 на боковую поверхность 16 съемного пакета и боковую поверхность 17 держателя 4 пуансонов 5. Тяги 6 снабжены регулировочными гайками 18. Если в многопуансонном штампе необходимо иметь, кроме пробивных пуансонов 5, вырубной 19, то его устанавливают в бойке 3, а в мат рице-держателе 12 выполняют рабочий контур вырубной матрицы 20 и устанав ливают съемник 21. При этом крепежные детали 10 со стороны пуансона 19 располагаются на съемнике 21, а их отверстия имеют выход 22 на боковую поверхность 16 пакета. Выходы 15 и 22 расположены взаимно перпендикуляр но, что исключает перемещение пакета в случае ослабления крепежных детале 10. В этом случае многопуансонный штамп используют как последовательны для пробивки отверстий и вырубки наружного контура, например, при изготовлении сеток смесителей для душевы Многопуансонный штамп работает . следующим образом. При рабочем ходе пресса верхняя подвижная плита 2 с бойком 3 подходи к пуансонам 5 и давит на них. Пуансо ны 5, перемещаясь, пробивеиот отверстия в заготовке 23. При холостом ходе (когда верхняя плита 2 вместе с ползуном пресса идет вверх) тяги б регулировочными гайками 18 поднимают держатель 4 пуансонов 5, который извлекает пуансоны 5 из заготовки 23 съемником 8. Далее заготовка 23 подается под вырубной пуансон 19 (механизм подачи заготовки на чертеже не показан). Повторяется рабочий ход пресса. За второй ход пресса пуансонами 5 пробиваются отверстия в заготовке 23, а вырубным пуансоном 19 вырубается деталь . При настройке штампа регулировочными гайками 18 регулируется ход держателя 4 пуансонов 5. Ход должен быть отрегулирован так,чтобы в случае,когда верхняя плита 2 будет находиться в крайнем верхнем положении,пуансоны 5 не выходили из отверстий съемнкка 8. Это исключает возможность задиров съемника 8 режущими кромками пуансонов 5. В случае поломки одного из пуансонов 5 необходимо верхнюю плиту 2 поднять в крайнее верхнее положение, открепить детали 10 со стороны пуансонов 5 и пуансона 19, и вывести детали 10 со стороны пуансона 19 через . выходы 23 за пределы боковой поверхности 16 пакета. Затем вывести пакет (съемника 8 и 21, держатель 4 пуансонов 5, матрицу 9 и матрицедержатель 12, направлянвдие колонки 14) из-под элементов крепления 10 и снять его со штампа. Затем, сняв с направляющих колонок 14 держатель 4 пуансонов 5, заменить сломавшийся пуансон 5, собрать пакет и установить его на штамп. Такая конструкция многопуансонного штампа допускает при выкрашивании матрицы или износе съемника вынуть пакет из штампа и заменив его другим пакетом, направить в ремонт. Держатель 4 пуансонов 5 также можно заменять запасным комплектом. Формула изобретения 1. Многопуансонный штамп для обработки листового материала, преимущественно разделительных операций, имеющий неподвижную плиту и подвижную плиту с бойком, связанную с держателем пуансонов тягами, установленными в отверстиях держателя пуансонов, съемник с матрицей, соединенные между собой и с неподвижной плитой крепежными деталями, установленными в отверстиях матрицы и съемника, отличающийся тем, что, с целью сокращения времени на переналадку штампа и снижения трудоемкости изготовления, он снабжен матрицедержателем, размещенным между матрицей и неподвижной плитой и имеющим отверстия под крепежные детали, и направляющими колонками, а в держателе пуансонов, матрйцедержателе, матрице и съемнике выполнены отверстия, в которых размещены направляю1цие колонки.
2.Штамп по п. 1, о т л и ч а юЩ и и с я тем, что отверстия в держателе под тяги, а также отверстия
в .съемнике, матрице, матрицедержателе выполнены сквозными со стороны их боковых поверхностей.
3.Штамп по п. 1, отличающий с я тем, что в бойке-выполнены отверстия для размещения концов направляющих колонок,
Источники информации, принятые во внимание при экспертизе
1.Атлас схем Листовая штамповка М., Машиностроение, 1975, с. 45,
5 фиг. 71.
2.Авторское свидетельство СССР № 496076, кл. В 21Т 28/26, 1974
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Переналаживаемый многопуансонный штамп | 1987 |
|
SU1419786A2 |
| Гибочный штамп | 1983 |
|
SU1162524A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
;М/ « B-B aBepf yfno j г Г- г ло8грнуто
