i(
&0
Ут
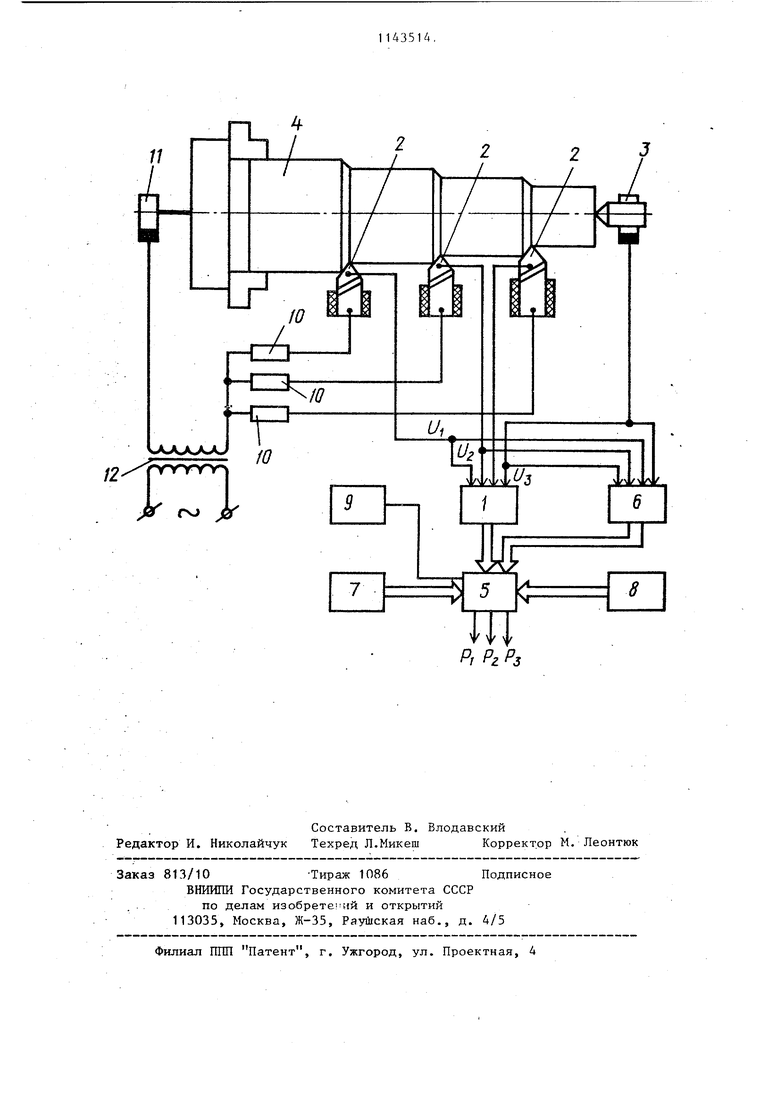
Изобретение относится к области измерения сил резания на металлорежущих станках и может быть испол зовано при многорезцовом точении электропроводным инструментом для измерения тангенциальных составляю щих сил резания дифференцированно на каждом резце. Известен способ измерения сил резания при двухрезцовом точении, включающий непосредственное измерение тангенциальной составляющей силы резания Pj,. на одном резце . а составляющую другого резца Р выход получают вычитанием величины ного сигнала датчика силы из величины сигнала, пропорционального пот1ребляемой мощности привода глав ного движения- t JНедостатком этого способа является необходимость встройки чувствительных элементов в суппортные узлы станка, что вызывает значител ные конструктивные трудности, снижает жесткость этих узлов, а следовательно, и технологические возможности станка. Известен способ измерения сил резания при многорезцовом точении по которому измеряют нагрузку на шпинделе станка, попеременно изменяют скорость подачи на каждом из резцов и путем сравнения приращения нагрузки на шпинделе судят о силе резания на отдельных резцах Недостатком известного способа является крайне низкое быстродейст вие, составляющее в лучшем случае несколько секунд, что при учете высокой динамичности процесса реза ния, приводит к очень низкой надежности и практически не позволяет использовать способ в системах авт ма,тического регулирования сил реза ния. Цель изобретения - повышение бы родействия измерения. Поставленная цель достигается тем, что при способе измерения тан генциальной составлякицей силы реза ния при многорезцовом точении, заключающемся в измерении нагрузки на шпинделе станка, радиусов обработки и подач на оборот, дополните но. измеряют электрические проводимости контактов резец - деталь и определяют тангенциальную составля хщую Р силы резания на отдельных резцах по выражению. Р . л л где W - мощность резания; радиус обработки i -го резцаJ подача на оборот i -го резца; электрическая проводимость 1 -го контакта резец - деталь , угловая скорость шпинделя;число одновременно работающих резцов. На чертеже показана блок-схема устройства, реализующего предложенный способ. Устройство содержит блок 1 усилителей переменного тока, входы которого соединены с резцами 2, электрически изолированными от массы станка, и через измерительный токосъемник 3 с обрабатываемой деталью 4, а выходы - с входом блока 5 вычисления. Параллельно входам блока 1 усилителей соединены входы блока 6 пороговых элементов. Другие входы блока 5 вычисления соединены с выходами блока 7 датчиков радиуса обработки, блока 8 датчиков подачи на оборот, а также с выходом датчика 9 крутящего момента (мощности резания). Резцы 2 через резисторы 10, а обрабатываемая деталь 4 через силовой токосъемник 11 соединены с вторичной обмоткой понижающего трансфор матора 12. Сущность способа заключается в следующем. Экспериментальными исследованиями установлено, что корреляционная связь между электрической проводимостью контакта резец - деталь и тангенциальной составляющей силы резания PJ. независимо от текущих значений глубины резания t и износа резца может быть представлена в виде выражения Р,-СО V -постоянный для данной пары материалов резца и детали коэффициент; -скорость резания.
3I
При многорезцовом точении суммарная нагрузка на шпинделе станка определяется выражением
.v
U
где М - крутящий момент на шпинделе.
Учитывая, что скорость резания 1 -го резца определяется выражением V; - WV после подстановки его в вы.ракение (2) получаем:
р.,;. (А
После подстановки выражения (4) в выражение (3) имеем
м .cpyi.:;5 ,(
Подставляя значение Ср„ , полученное из выражения (5), в выражение (4) получаем выражение для определения тангенциальной составляющей силы .резания на отдельных резцах
. (&)
Как видно из выражения (6), предлагаемый способ позволяет определять тангенциальную составляющую силы резания Р„ раздельно на каждом резце по значениям нагрузки на шпинделе станка, радиусов обработки, подач на оборот и электрических проводимостей контактов резец - деталь, при этом отпадает необходимость в периодическом изменении подачи на оборот резцов. Быстродействие повьпиается на порядка и ограничивается быстродействием датчиков радиусов обработки, подачи, измерителя электрической проводимости контакта резец - деталь, а также быстродействием вычислительного устройства, реализующего выражение (6) и составляет сотые доли секунды.
Высокое быстродействие предлагаемого способа позволяет повысить точность измерения при высоких частотах (свыше 0,1 Гц), колебаний сил резания за счет исключения сглаживания их амплитудных зггачений.
Значения показателей степени К . Ij и , входящих в выражение (6), для различных сочетаний материалов
435144
резца и детали изменяются в незначительных пределах, например, при обработке жаропрочных сплавов ЭИ69698ВЛ резпом из твердого сплава 5 ВК6М X - 0,038; IJ 0,337, Z 1,516, а при обработке стали ОХНЗЦбЛ резцом из твердого сплава
Т15К6 X - 0,023; U 0,391;
7 1,741.
0 Малые значения X характерны и
для других сочетаний материалов детали и резца и практически влиянием скорости резания на результаты измеренир можно пренебречь ( X 0) .
5 Способ осуществляется следующим образом,
В процессе резанная измеряют нагрузку на шпинделе станка (мощность резания и угловую скорость шпинделя,
0 крутящий момент), радиус обработки и подачу на оборот каждого из находящихся в работе резцов и электрическую проводимость контактов резецдеталь. По измеренным значениям ука5 .занньтх параметров в соответствии с выражением (1) производят расчет текущего значения тангенциальной составляющей силы резания Р,.,
Устройство работает следующим
п образом,
В процессе резания через контакты резец - деталь протекает переменный, одинаковый по величине во всех контактах электрический ток, замыкаясь по цепи резистор 10 резец 2 - деталь 4 - силовой токосъемник 11 - трансформатор 12, Одинаковые значения эт1гх токов достигаются равенством сопротивлений резисторов R , имеющих значение на 2 порядка , чем остальные сопротивления цепи вторичной обмотки трансформатора 12, в том числе и сопротивление контакта резец - де- таль. Ориентировочные значения
резисторов 1 Ом, а напряжение вторичной обмотки трансформатора 12 1В.
Падение напряжения на каждом контакте резец - деталь (U,,Ll2
0 вызванное протеканием электрического тока и обратно пропорциональное электрическим проводимостям этих контактов, снимается с резцов 2 вблизи режущей кромки, а с детали 4 5 через измерительный токосъемник 3, и Цодается на вход блока 1 усилителей переменного тока. Усиленное напряжение с выхода блока 1 усилителей подается на вход блока 5 вычисления, на другие входы которого подаются сигналы с выходов блока 7 .датчиков радиуса обработки, блоi ka 8 датчиков подачи на оборот и датчика 9 крутящего момента. JU блоке 5 вычисления в соответствии с выражёниёп o.. Л . чГгГеЬ. производится вычисление тангенциаль ной составляющей силы резания .раздельно для каждого инструмента. В случае прекращения реаания одним или двумя резцами и разрыва контакта резец - деталь этих, резцов напряжение, снимаемое с этих резцов становится равньы напряжению на вых де трансформатора 12, что примерно на 2 порядка выше напряжения на кон такте резец - деталь при наличии процесса резания. Яри порогов устройство 6 отключает соответствующий канал из процесса вычислени в блоке 5 вычисления. Предлагаемый способ измерения сипы резания при многорезцовом точении по сравнению с известньоч имеет гораздо более высокое быстро 4 6 действие (примерно на 2- порядка), что позволяет использовать его в системах автоматического управления (САУ) силовыми параметрами процесса резания при обработке заготовок с резкими колебаниями припуска как по длине, так и по периметру заготовки. Применение САУ силовыми параметрами на токарных станках при черновой обработке деталей из литья, поковок, а также со сложньм профилем увеличивает производительность станков на 20-60%, повьлпает надежность оборудования и создает условия для комплексной автоматизации процесса обработки резания. Годовой экономический эффект при применении САУ процессом резания составляет в зависимости от стоимости станка от 2000 до 10000 руб. на один станок. Кроме того, предлагаемый способ не требует периодического изменения оборотной подачи инструмента поочередно на каждом резце, что не снижает производительности (исходя из технологических соображений и прочности резца, изменение подачи возможно только в сторону уменьшения) и позволяет использовать способ при многорезцовом точении с одним суппортом, когда поочередное изменение подачи резцов невозможно. /2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения силы резания | 1981 |
|
SU1045015A1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕМПЕРАТУРЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ | 2006 |
|
RU2311265C1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Способ измерения температурных и силовых параметров в процессе резания при точении | 2022 |
|
RU2796970C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
СПОСОБ ИЗМЕРЕНИЯ ТАНГЕНЦИАЛЬНОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ РЕЗАНИЯ ПРИ МНОГОРЕЗЦОВОМ ТОЧЕНИИ, заключающийся в измерении нагрузки на шпинделе станка, радиусов обработки и подач на оборот, отличающ и и с я тем, что, с целью повышения быстродействия, дополнительно измеряют электрические проводи- мости контактов резец - деталь и определяют тангенциальную составляющую „ силы резания на отдельных резцах по выражению .. , г .JiiK.U Р 4,-Гб1ч и где -мощность резания; Q -угловая скорость шпинделя; )5i - соответственно текущий радиус обработки и подама на оборот -го резца; Q; -электрическая проводимость i -го контакта резец - деталь; п -число одновременно работающих резцов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Подураев В.Н | |||
| Автоматическ регулируемые и комбинированные процессы резания | |||
| М., Машиностроение, 1977, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ измерения сил резания при двухрезцовом точении | 1976 |
|
SU618200A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
