См
0,5 1,0 f.5 l,ff 1.5
СП
MM puf.1
Изобретение относится к измерению, сил резания и может быть использовано на металлорежущих станках при обработке металлов электропроводным инструментом.
Известен способ измерения силы, согласно которому измеряемую силу прикладывают к пакету электропроводных пластин и, по изменению проводимости определяют силу 1,
Недостаток указанного способа низкая точность.
Наиболее близким по технической сущности к предлагаемому является способ измерения силы резания, включающий измерение в процессе резания скорости резания, оборотной rioдачи инструмента и определение силы резания по произведению их стеПенных функций Г2.
К недостаткам известного способа относятся низкие надежность и быстродействие.
Цель изобретения - првыаиение быстродействия и надежности.
Поставленная цель достигается тем, что согласно способу, включающему измерение в процессе резания скорости резания, оборотной подачи инструмента и определение силы резания по произведению их степенных функций в процессе резания пропускают через контактную пару инструмент - деталь электрический ток, измеряют электрическую проводи.юсть контактной пары, а при определении си.лы резания в произведение вклаочают степенную функцию измеренной проводимости.
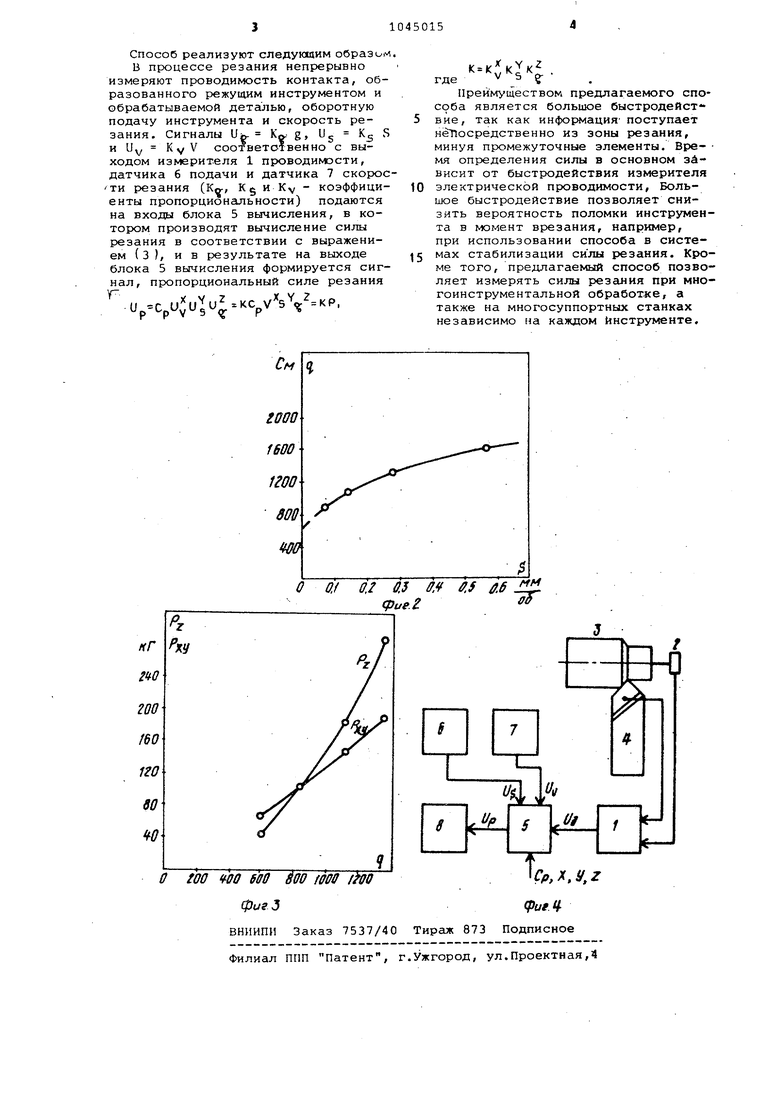
На фиг. 1 приведена характерная зависимость провсдимости (g) контактной пары от глубины резания (t) при П9СТОЯННЫХ значениях подаи (S) и скорости резания (V); на фиг. 2 - характерная зависимость g f S) при t Cons t и V Con s t; на фиг. 3 - характерная зависимость тангенциальной и горизонтальной сос тавляющих сил резания Р, и f(g), полученная изменением глубины резания при S corisi и V con3ii на фиг. 4 - блок-схема устройства, реализующего предлагаемый способ.
Сущность способа заключается в следующем.
Известно, что сила резания является функцией режимов резания, т.е. глубины резания (t), оборотной подачи инструмента (S) и скорости резания (V), и может быть описана степенной функцией , 2
I - If
Р с V
(1)
Ср - коэффициент, учитывающий
обрабатывающий и инструментальный материалы, геометрию инструмента, смазы:вающе-охлаждающую жидкость.
Использование выражения (1 ) для определения силы резания, особенно при черновой обработке неэффективно, так как величина глубины резания (t в отличие от скорюсти резания V) и подачи (S) может значительно отличаться от расчетной . Измерение же глубины резания непосредственно в процессе обработки известными методами во многих случаях не представляется возможным.
В то же время исследования проводимости g контакта инструмент обрабатываемая деталь показали, что ее величина является также 5 функцией режимов резания: V, S, t и может быть представлена степенной функцией 2 J oL 7г rs
g t (2)
Ч
где Crt- - коэффициент, зависящий от
геометрии инструмента, удельных эле1бтрических проводимостей обрабатываемой детали и инструмента.
25 Исключив параметр глубины резания t из .выражений (1) и (2), получим Выражение, связывающее силу резания Р с проводимостьюg контакта инструмент - обрабатываемая де30 тальV V 7
РгС„У 5 , (3) Р
v.-.f г -г г- У-х Zt
Ср-СрС .
Значения постоянных Ср, X, У, Z для . результирующей силы резания, а также для любой ее составляющей могут быть определены в результате силовых испытаний. Например, для Горизонтальной составляющей силы резания Р при точении жаропрочного сплава ЭИ698ВД инструментом из твердого сплава ВКбМ были получены следующие значения постоянных: Ср 2,37-10 2, X -0,102; -У 0,311; Z 1,364.
Устройство, реализующее предлаraeivttiifl способ (фиг. 4) , содержит измеритель 1 электрической проводимости, первый вход которого через токосъемник 2 соединен с обрабатываемой деталью 3-, второй вход с резцом 4, изолированным от массы станка, а выход - с блоком 5 вычисления, на другие входы которого введены сигналы с датчика 6 подачи, датчика 7 скорости реза«ия, а также постоянная Ср и показатели степеней X, У, Z. Выход блока 5 вычисления соединен с регистрирующим прибором 8.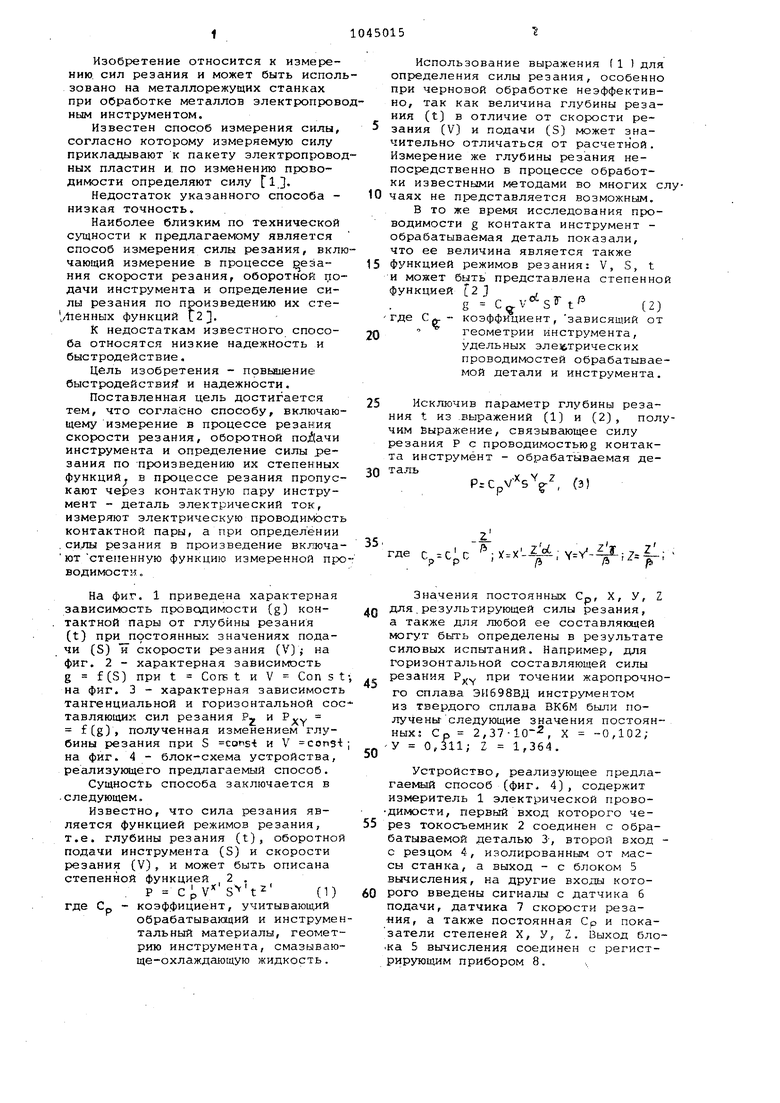
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1991 |
|
RU2025254C1 |
| Способ измерения тангенциальной составляющей силы резания при многоразовом точении | 1982 |
|
SU1143514A1 |
| Способ управления обработкой детали резанием | 1990 |
|
SU1811986A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 1994 |
|
RU2063307C1 |
| Способ резания с нагревом материала срезаемого слоя | 1990 |
|
SU1743701A1 |
| Способ управления обработкой материалов резанием | 1990 |
|
SU1757849A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОСТАВЛЯЮЩИХ СИЛЫ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ С ЧПУ | 1997 |
|
RU2120354C1 |
| Способ определения оптимальных режимов резания для станков с ЧПУ | 2021 |
|
RU2807258C1 |
| Способ определения оптимальной скорости резания твердосплавным инструментом | 1984 |
|
SU1234050A1 |
СПОСОБ ИЗМЕРЕНИЯ СИЛЫ РЕЗАНИЯ, включающий измерение в процессе резания скорости резания, оборотной подачи инструмента и определение силы резания по произведению их степенных функций, о т л и- чающийся тем, что, с целью повышения быстродействия и нгщежности, в процессе резания пропускают через контактную пару инструментдеталь электрический ток, измеряют электрическую проводимость контактной пары, а при определении силы резания в произведение включают степенную функцию измеренной проводимости .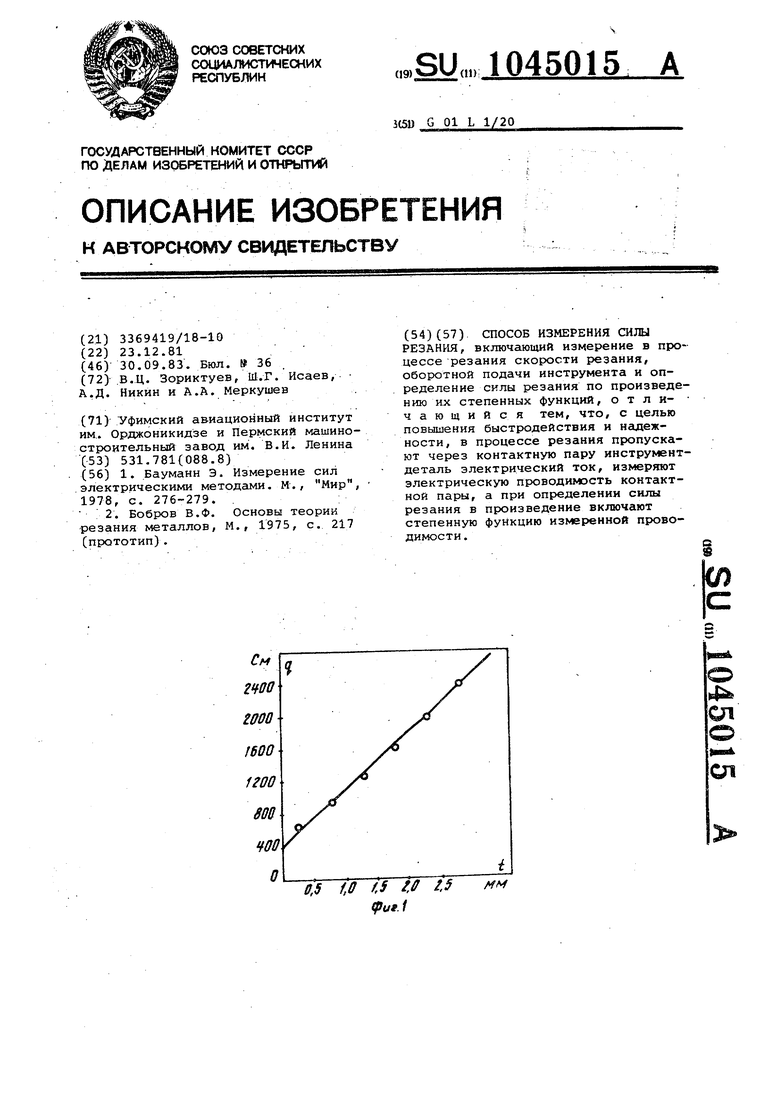
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бауманн Э | |||
| Измерение сил электрическими методами | |||
| М., Мир, 1978, с | |||
| СПОСОБ СОСТАВЛЕНИЯ ЗВУКОВОЙ ЗАПИСИ | 1921 |
|
SU276A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бобров В.Ф | |||
| Основы теории резания металлов, М., 1975, с | |||
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
