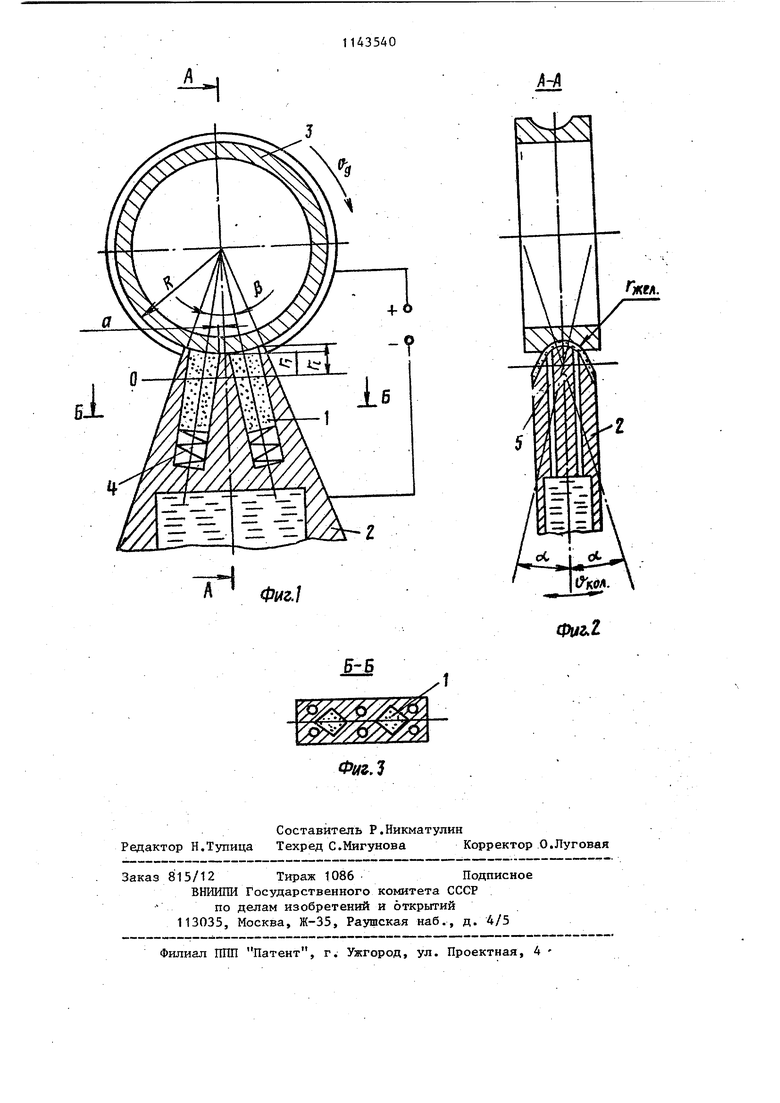
fi 00 01 4 Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касает ся устройства для электрохимического суперфиниширования тороидальных поверхностей. Известно устройство для электрополирования и суперфиниширования тороидальных поверхностей, посредством которого доводка осуществляется осциллирующим электронейтральным абразивным бруском и диаметрально расположенным электродом-инструментом l . Однако известное устройство не обеспечивает оптимальных условий доводки по точности профиля из-за того, что радиус качания в централь ном сечении инструмента г., и радиус по его периферии г разные, в резул тате чего происходит осыпание абразивного материала по краям брус ка, а при использовании токопроводя щих абразивных брусков вследствие этого явления возникают короткие замыкания, что приводит к снижению качества обработки и браку изделия. Цель изобретения - повышение производительности и-точности обработки Поставленная цель достигается тем, что вустройстве для электрохимического суперфиниширования тороидальных поверхностей, состоящем из электрода-инструмента и абразивного бруска, рабочая поверхность корпуса электрода инструг-шнта образована двумя тороидальными поверхностями, продольные плоскости которых относительно вертикальной оси расположены под углом of, а абразивные бруски . имеют ромбовидную форму и размещены в теле электрода-инструмента таким образом, что диагонали их больших осей лежат на продольной его оси, причем расстояние Q между брусками определяется по формуле а (0,05-0,1)11, где Д - радиус тороидальной поверх.ности на продольной оси то.ра; , 0 5-15°-угол наклона тороидальных поверхностей относительно осевой плоскости желоба. На фиг.1 схематически изображено устройство для электрохимического суперфиниширования тороидальных поверхностей; на фиг,2 - разрез А-А на фиг,1; на фиг.З - разрез Б-Б на фиг,1. Устройство состоит из ромбовидных брусков-1, установленных под углом ft один к другому в гнездах электродаинструмента 2 и поджимаемых к обрабатываемой детали 3 пружинами 4, В корпусе электрода-инструмента выполнены каналы 5 для подачи электролита в зону обработки. Устройство работает следующ11м образом. Электрод-инструмент 2 с абразивными брусками 1 подводится к тороидальной поверхности желоба кольца шариковых подшипников на величину межэлектродного промежутка. Абразивные бруски 1 прижимаются к поверхности желоба пружинами 4. Через каналы 5 в корпусе электродаинструмента электролит подается в рабочую зону. Детали 3 придается вращательное движение со скоростью V. ,включается технологический ток и электроду-инструменту 2 сообщается осциллирующее движение V, относительКолно оси .0-0, проходящей через центр радиуса желоба « -цел- течение 5-10 с обработка ведется с наложением тока, а затем в течение 15-20 с - без технологического тока (стадия доводки). В результате предлагаемого расположения абразивных брусков в электроде-инструменте обеспечивается возможность сообщать осциллируюп1ее движение, что дает возможность интенсифицировать процесс и повысить точность обработки.
-Ч
Фиг.1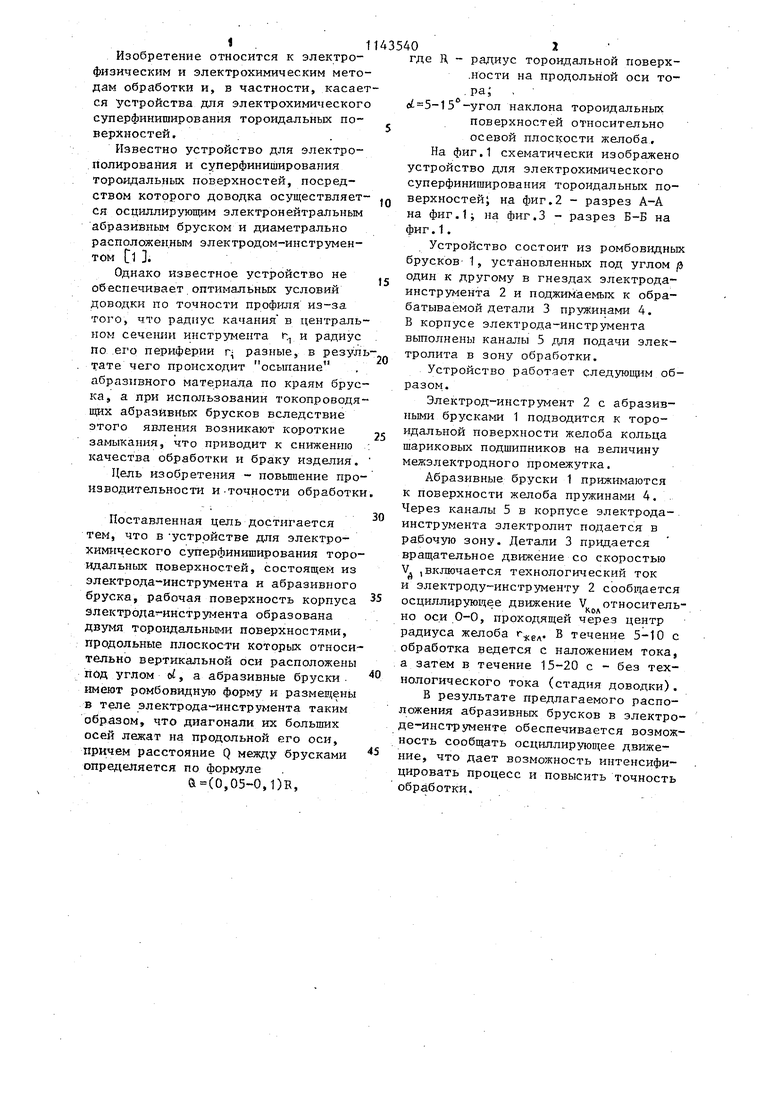
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| Способ абразивно-электрохимического суперфиниширования и устройство для его осуществления | 2017 |
|
RU2674356C2 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351455C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ | 1994 |
|
RU2069141C1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2078677C1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО СУПЕРФИНИШИРОВАНИЯ ТОРШДАЛЬНЫХ ПОВЕРХНОСТЕЙ, состоящее из электрода-инструмента и абразивного бруска, отличающееся тем, что с целью повьшения производительности и точности обработки, рабочая поверхность корпуса электрода-инструмента образована двумя тороидальными поверхностями, продольные плоскости которых относительно вертикальной оси расположены под углом 0, а абразивные бруски имеют ромбовидную форму и размещены в теле электрода-инструмента таким образом, что диагонали их больших осей лежат на продольной его оси, причем расстояние Q между брусками определяется по формуле. a
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сборник | |||
| Электрофизические и электрохимические методы обработки | |||
| М., НИИмаш, 1969, вьт | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
