4i
СО
vj tc ел Изобретение относится к производ ству строительных материалов, в частности строительных плит из из мельченной древесины и минеральных вяжущих. , Известен способ изготовления негорючих плит, включающий смешивание предварительно просушенного волокна с водным раствором хлористого магния, одновременной добавкой окис магния, с последующим формированием брикета и прессованием плиты при температуре свьппе 100 С l . Недостатками этого способа являются большое количество расслоений при изготовлении плит повьш1енной плотности и нестабильность их физик механических свойств. Наиболее близким к изобретению является способ изготовления огнестойких строительных плит, включающий приготовление смеси из магнезиального вяжущего, древесного наполнителя и водного раствора, хлористог магния, прессование смеси при температуре 148±2с и давлении 3,04,5.МПа в течение 15-16 мин 21, Недостатком известных способов является трудность получения строительньк плит повышенной плотности со стабильными физико-механическими свойствами. При прессовании плит повьш1енной плотности (свыше 1050 кг /м) из измельченных древесных частиц и магнезиального вяжущего при высокотемпературных режимах наблюдается образование расслоений в пре суемых плитах после снятия давления Цель изобретения - повьш1ение качества плит путем предотвращения расслоения и обеспечения стабильнос ти свойств. Указанная цель достигается тем, что согласно способу изготовления огнестойких строительных плит, вклю чающему приготовление смеси из магнезиального вяжущего, древесного наполнителя и водного раствора хлористого магния, прессование смеси при температуре 148±2 С и давлении 3,0-4,5 МПа в течение 15-16 мин, прессование начинают в период начала схватывания вяжущего по следующе му режиму: при давлении 3,0-4,5 МПа выр.ержка 3-5 мин, сброс давления до О в течение 0,05-0,3 мин; подъем давления до 0,4-2,0 МПа, выдержка 3-8 мин; сбросдавления до 0,30,5 МПа, вьщержка 3-5 мин, сброс давления до О в течение 1-1,5 мин. Способ осуществляют следующим образом. Готовят смесь из магнезитового каустического порошка, древесной стружки и водного раствора хлористого магния, предварительно определив сроки схватывания магнезиального вяжущего, и формуют плиты путем прессования при температуре . Прессование начинают в период начала схватывания вяжущего и осуществляют по следукнцему режиму. Подъем давления до 3,0-4,5 мин и вьщержка. при этом давлении проходят в течение 3-5 мин, после чего давление сбрасывают до О за 0,050,3 мин, а затем поднимают до 0,42,0 МПа и выдерживают при этом давлении 3-8 мин, после этого давление. снижают до 0,3-0,5 МПа и выдерживают в течение 3-5 мин, затем плавно сбрасывают до О за 1-1,5 мин. Готовую плиту расформовывают. Пример. Древесную стружку фракции 10/1 влажностью 3-8% смешивают с порошком магнезитовым каустическим и водным раствором хлористого магния плотностью 1,2 г/см в соотношениях соответственно 100:80:70 Свес.ч.). Предварительно определяют сроки схватывания связующего (начало и конец схватывания). Из полученной смеси формуют брикеты и через 20, 40, 60, 120 мин, считая от начала смешивания до начала горячего прессования, прессуют из брикетов плиты при температуре 148±2°С, вьщерживая давление прессования по одному из далее описанных режимов. Режим 1 (известный) - подъем давления до 3,1 МПа, выдержка 15 мин, сброс давления. Режим 2 - подъем давления до 3,0 МПа, вьздержка 3 мин, сброс до О за 0,05 мин, подъем до 0,4 МПа на 8 мин, снижение до 0,3 МПа на 3 мин, плавный сброс до О в течение 1 мин. Режим 3 - подъем давления до 4,0 МПа на 4 мин, сброс до О за 0,1 мин, подъем до 1,5 МПа на 6 мин, снижение до 0,4 МПа на 4 мин, плавный сброс до О в течение 1 мин.
Режим 4 - подъем давления до 4,5 МПа на 5 мин, сброс до О за 0,3 мин, подъем до 2,0 МПа на 3 мин, снижение до 0,5 МПа на 5 мин, плавный сброс до О за 1,5 мин.
Плотность прессуемых плит 1150- 50 кг/м, толщина 12 мм.
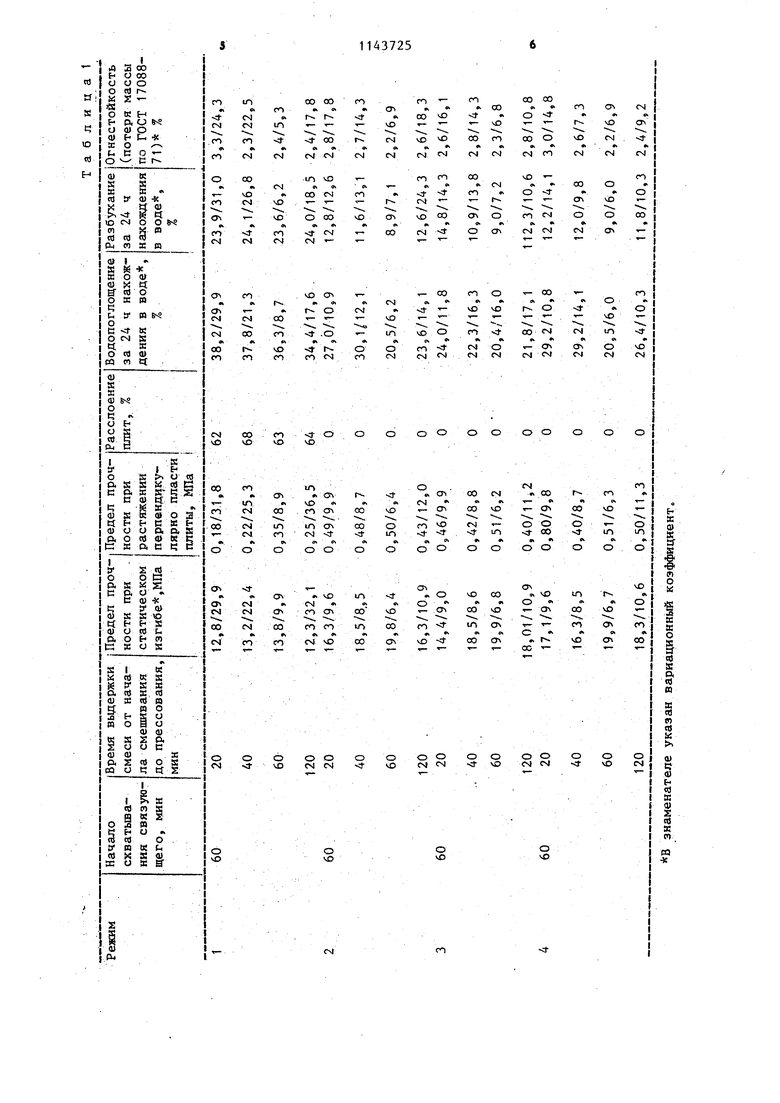
Из готовых плит выпиливают образцы для определения их физико-механических свойств, представленных в табл. 1.
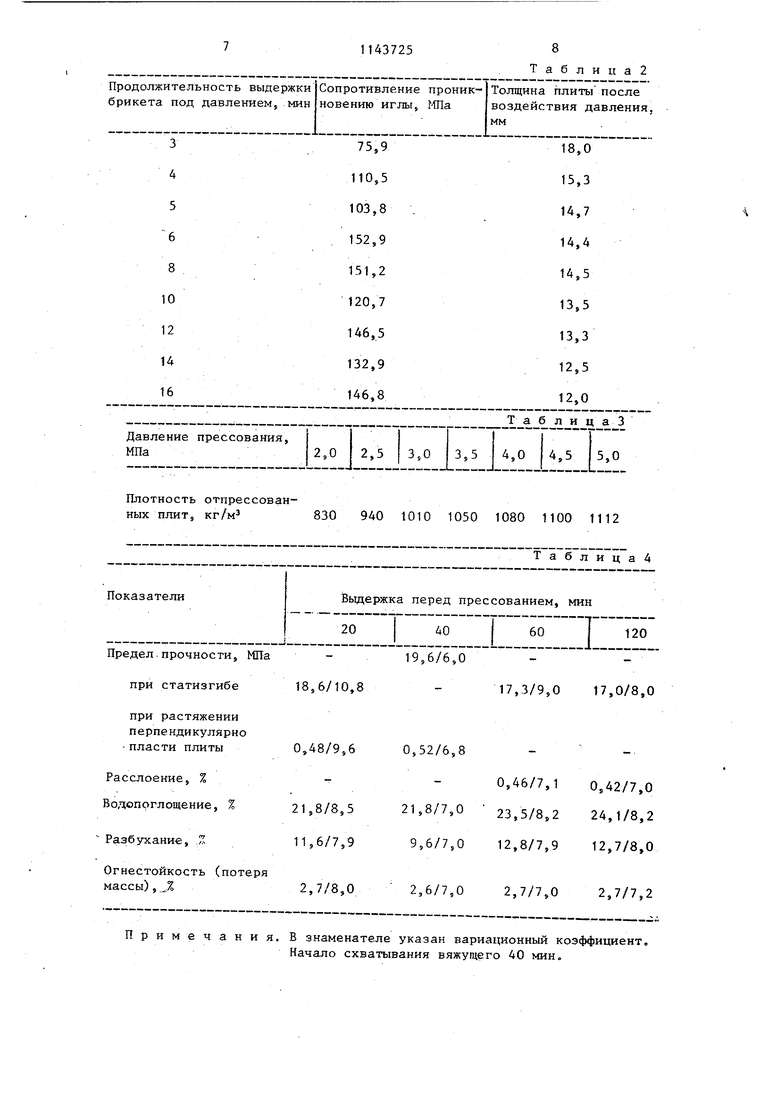
Для определения продолжительности первой ступени и общей продолжительности прессования был проведен эксперимент, который показал, что схватывание вяжущего при высокой температуре и пгд давлением в основном завершается через 6 мин после начала прессования. Поэтому продолжительность 1 ступени принята меньшей 6 мин, а именно от 3 до 5 ютн, когда схватывание вяжущего еще не завершилось. При этом сброс давления и выпуск парогазовой смеси происходит без нарушения структуры прессуемого брикета. Завершение схватывания вяжущего и дальнейший рост прочности
материала продолжается при давлении меньшему чем на 1-й ступени.
Общая продолжительное ть пре с сов а ния принята из условия сохранения заданной толщины прессуемой плиты после действия давления. На основании данных опыта, для ппит толщиной 12 мм она равна 15 мин (табл. 2). Величина давления прессования на 1 ступени определена из условия придания прессуемому брикету требуемой плотности (1050-50 кг/м) и на 3,0-4,5 МПа (табл. 3).
Время вьздержки перед прессованием равное началу схватывания вяжущего, обеспечивает наиболее стабильные показатели физико-механических свойств (табл. 4).
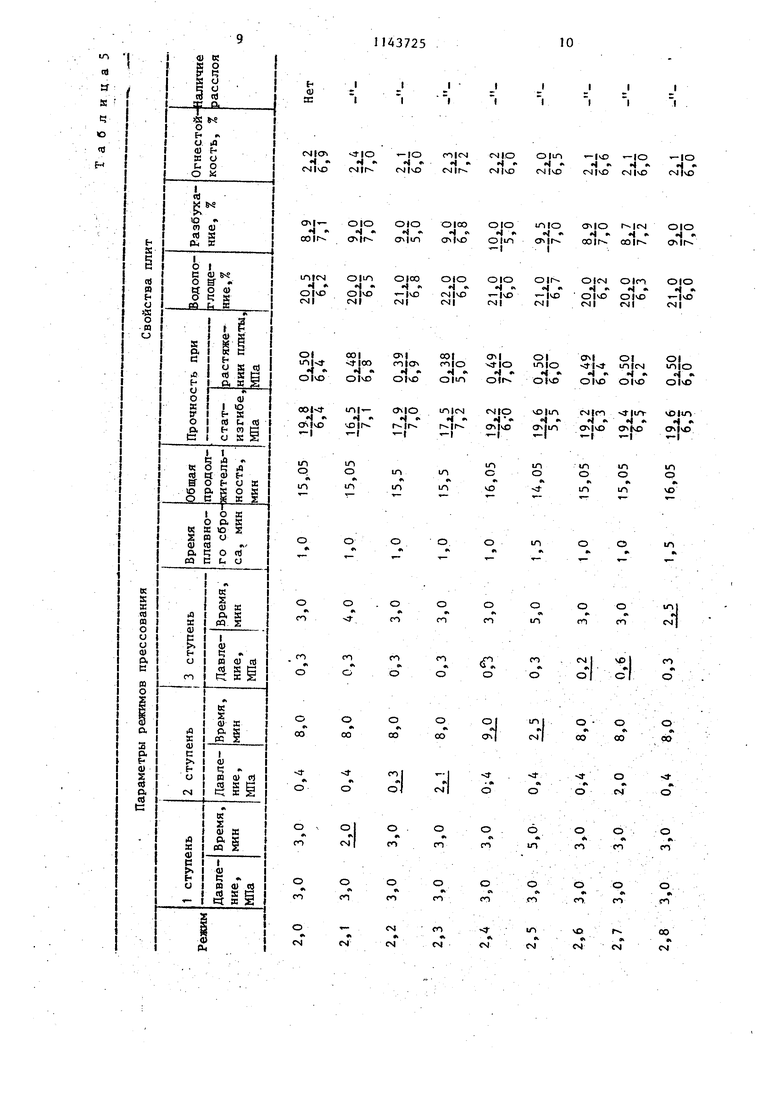
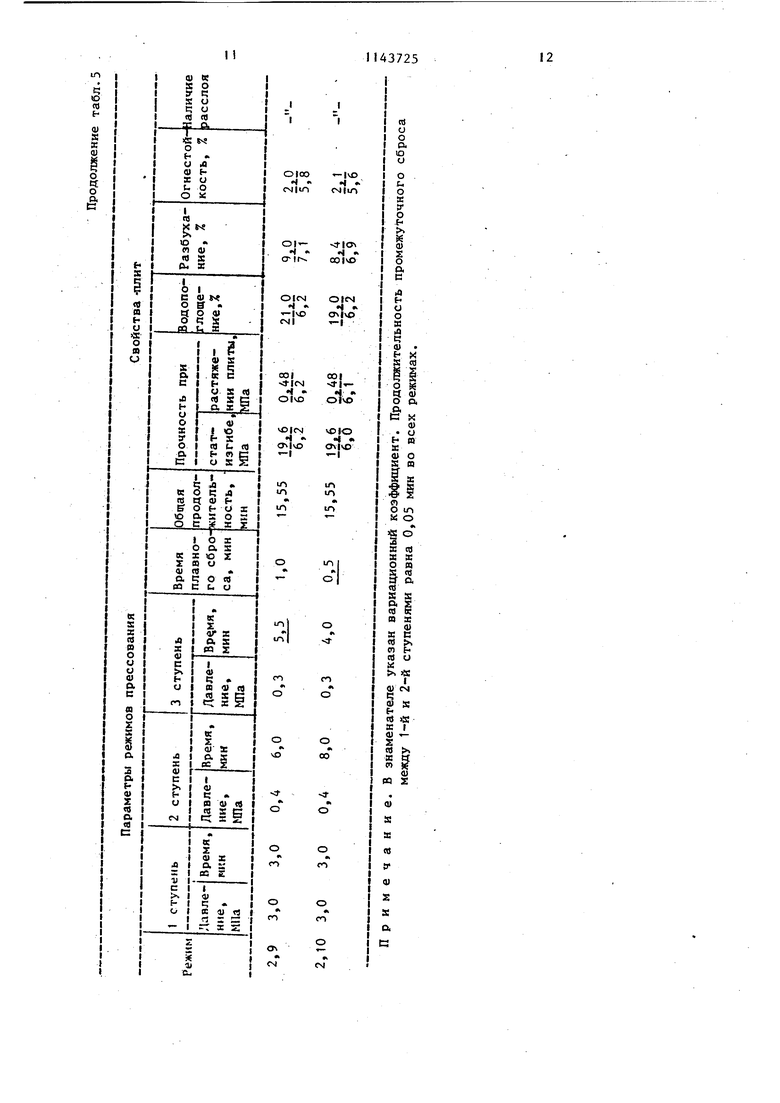
Ступенчатый рюжим прессования с промежуточньм сбросом давления до О обеспечивает предотвращение расслоения шют (табл. 5).
Предлагаемый ,cnpjt:o6 позволит иэготавливать огнестойкие магнеэиальаодревесшле плиты высокого качества со стабилькьми физико-механи {ескями свойствами.
Бsr
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО БЛОКА | 1999 |
|
RU2157797C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-МАГНЕЗИАЛЬНЫХ ПЛИТ | 1992 |
|
RU2030366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ОГНЕСТОЙКОГО МАТЕРИАЛА | 2012 |
|
RU2504529C1 |
| Пресс-масса для изготовления трудносгораемых биостойких строительных древесномагнезиальных плит | 1985 |
|
SU1306921A1 |
| ПОРИЗОВАННАЯ СТРОИТЕЛЬНАЯ СМЕСЬ | 2001 |
|
RU2177925C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛИТ УНИВЕРСАЛЬНОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2504527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ НА ГИПСО-МАГНЕЗИАЛЬНОМ ВЯЖУЩЕМ | 2008 |
|
RU2376260C2 |
| Способ изготовления слоистого плиточного материала | 1990 |
|
SU1774922A3 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ МАГНЕЗИАЛЬНОГО ВЯЖУЩЕГО | 1993 |
|
RU2089523C1 |
| Способ получения фосфатного пресс-материала | 1986 |
|
SU1357390A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКИХ СТРОИТЕЛЬНЫХ ППИТ, включающий приготовление смеси из .магнезиального вяжущего, древесного наполнителя и водного раствора хлористого магния, прессование ее при температуре 148±2 С, давлении 3,0-4,5 МПа в течение 15-16 мин, отличающийся тем, что, с целью повыпения качества плит путем предотвращения расслоения и обеспечения стабиль ности свойств, прессование начинают в период начала схватывания вяжущего по следующему при давлении 3,0-4,5 МПа вьщержка 3-5 мин, сброс давления до О в течение 0,05-0,3 мин подъем давления до 0,4-2,0 МПа, выдержка 3-8 мин; сброс давления до 0,3-0,5 МПа,вьщержка 3-5 мин, сброс давления до О в течение 11,5 мин. (Л
« I
1
m ce
.
01
- S Плотность отпрессованных плит, кг/мз 830 940 tOlO Показатели
Предел.прочности, МПа
при статизгибе 18,6/10,8
при растяжении перпендикулярно пласти плиты 0,48/9,6
Расслоение, %-г
одопрглощение, % 21,8/8,5
Разбухание, ;-11,6/7,9
Огнестойкость (потеря
массы),.,,%2,7/8,0 Примечания.
Таблица2 Вьщержка перед
19,6/6,0
17,3/9,0 17,0/8,0
0,46/7,1 0,42/7,0 23,5/8,2 24,1/8,2 12,8/7,9 12,7/8,0
2,6/7,0 2,7/7,0 2,7/7,2 В знаменателе указан вариационный коэффициент Начало схватывания вяжущего 40 мин. 1050 1080 1100 1112 Таблица4 прессованием, мин
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ подбора сортов малины для выращивания в условиях Республики Коми | 2015 |
|
RU2620012C1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 3245867, кл | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
