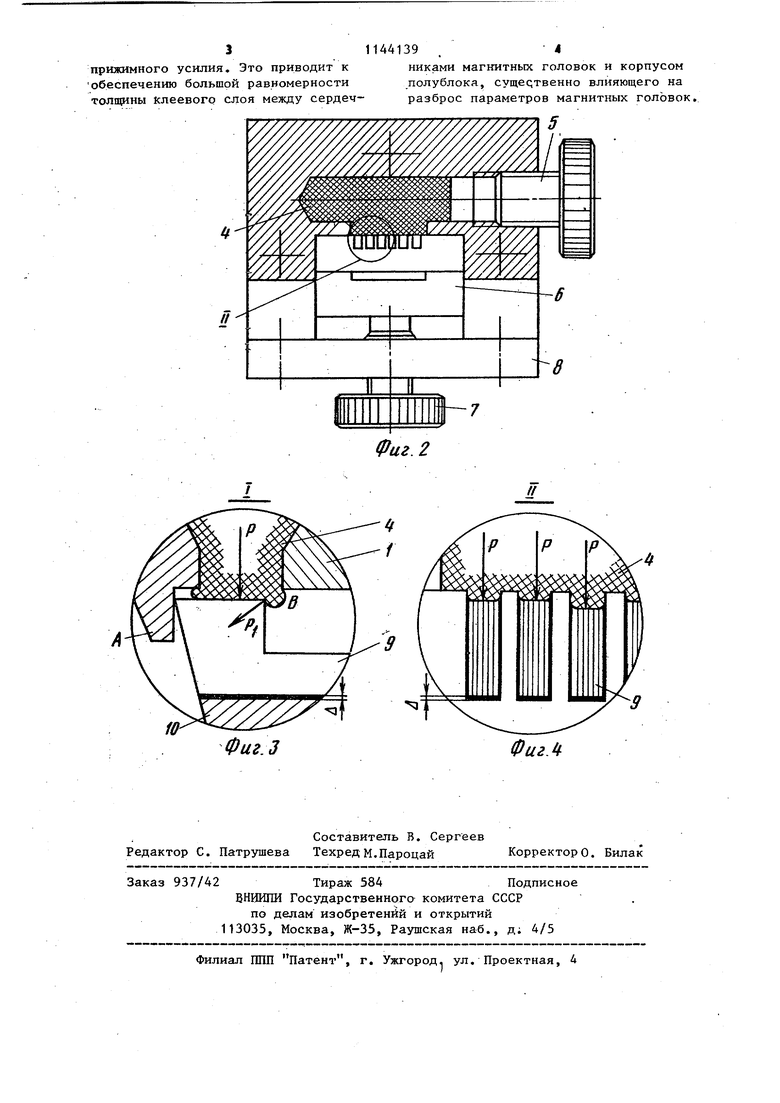
Изобретение относится к магнитно записи, а именно к сборке магнитных головок. Известно устрсйство для обработку полублоков магнитных головок, содержащее корпус, выполненный с гнездом, расположенным со стороны, противоположной его установочной плоскости, прижимной элемент в виде ползуна и фиксирующий элемент lj . Недостатком устройства является невозможность обеспечения прижима сердечников к основной поверхности для получения одинаковой толпщны клеевого слоя. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для сборки полублоков магнитных головок, содержащее основание, под- вижный упор, прижимной элемент из упругого материала 2 Недостаток устройства - одинаковые усилия прижима из-за их разброса в размерах - в пределах допус ков на обработку, что приводит к получению различных толщин клеевого слоя и соответственно увеличивает разбррс свойств магнитных голо вок собираемого блока, Цель изобретения - повышение точности сборки полублоков магнитных головок путем создания равномер «ого прижимного усилия. Поставленная цель достигается тем, что в устройстве для сборки полублок.ов магнитных головок, содер жащем основание, подвижный упор, приз)симной элемент из упругого материала, в основании выполнены две по лости, связанные между собой через сквозной кйнал, причем подвижный упор расположен в одной из полостей для размещения полублоков, а в другой - упругий материал прижимрого элемента, установленный с возможностью вьщавливания в первую полость через сквозной канал. На фиг, 1 изображено устройство вид сбоку; на фиг. 2 - то же, вид спереди; на фиг, 3 - узел I на фиг. 1; на фиг. 4 - узел II на фиг. Устройство (фиг. 1 и 2) состоит из основания 1, включающего в себя накладку с выступом 2, прикрепленную к основанию 1 винтами 3, между которыми в полости установлен упругий материал 4 прижимного элемента 92 соприкасающийся с подвижным плунжером 5. В полости для размещения полублоков магнитных головок расположен подвижный упор 6, перемещаемый относительно основания винтом 7, резьбовая часть которого находится в пластине 8, жестко соединенной с основанием 1. Устройство работает следующим образЬм. Смазанные клеем сердечники 9 вставляются в предварительно смазанные клеем пазы полублока 10 (фиг.1, 3). Собранный полублок устанавливается в полость устройства до упора в выступ А накладки 2 и поджимается винтом 7 через подвижный упор 6 (фиг. 2, 3). При сжатии плунжером 5 упругого материала 4 последний через сквозной канал передает давление непосредственно на выступы сердечников 9 (фиг. 2, 3). Так как давление, передаваемое упругим материалом (гидропластом) в любом направлении одинаково, то на.все одновременно вклеиваемые сердечники независимо от разброса их размеров по высоте будет действовать одинаковое усилие прижима Р в виде упругого язычка, Услие Р1, создаваемое упругим материалом (гидропластом) за счет проникновения его в сквозной канал Bj обеспечивает более плотное прижатие каждого сердечника к выступу Л накладки 2 - дополнительно 4я ксируют его положение. После вклеивания сердечников готовый полублок вынимается из приспособления и поверхность, на которую действовало усилие Р, шлифуется. Выбор площади давящей поверхности плунжера 5 больше площади сквозного канала позволяет при небольших перемещениях плунжера 5 создать значительное давление на упругий материал 4 прижимного элемента и, соответственно значительные усилия прижима сердечников к корпусу полублоков за счет упругого язычка, площадь поперечного сечения которого равна площади сквозного канала и меньше площади давящей поверхности плунжера 5.. Устройство позволяет обеспечить точность сборки полублоков магнитных головок путем создания равномерного 3 прижимного усилия. Это приводит к обеспечению большой равномерности толщины клеевого слоя между сердеч1144139 . 4 никами магнитных головок и корпусом полублока, существенно влияющего на разброс параметров магнитных головок,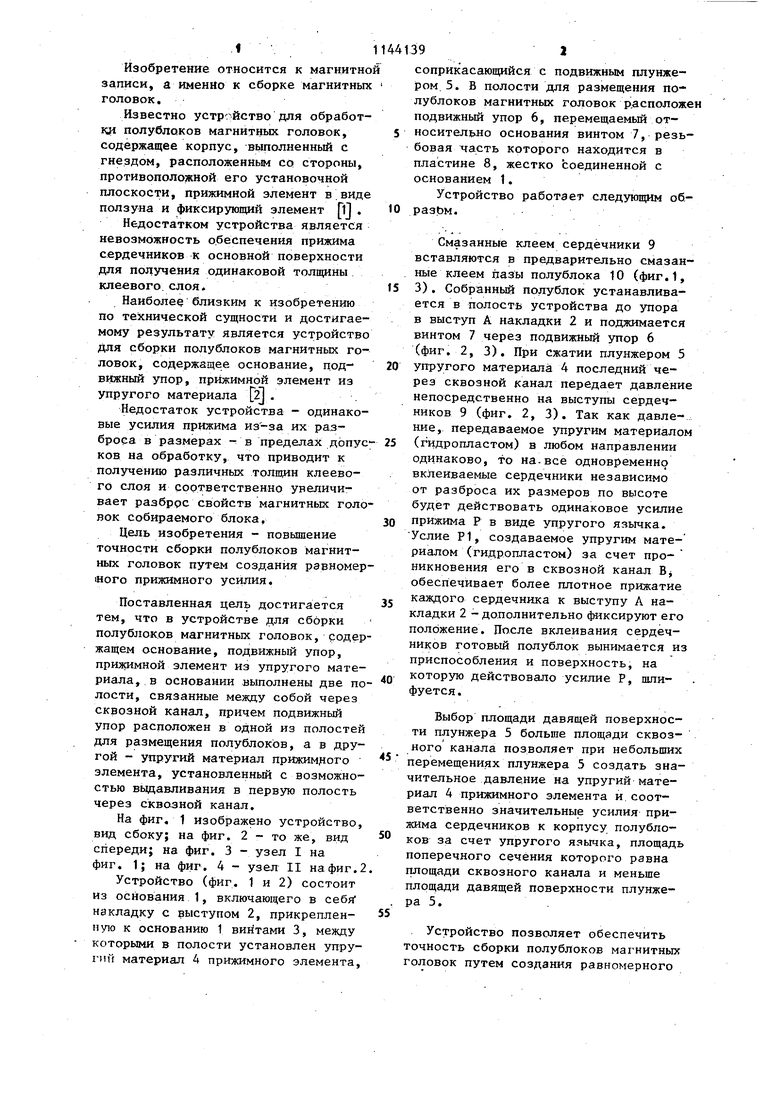
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки блоков магнитных головок | 1976 |
|
SU578654A1 |
| Устройство для сборки полублока магнитных головок | 1988 |
|
SU1583973A1 |
| Устройство для изготовления блока магнитных головок | 1984 |
|
SU1157570A1 |
| Приспособление для группового фрезерования головок болтов | 1980 |
|
SU931360A1 |
| Способ изготовления блока магнитных головок | 1988 |
|
SU1561095A1 |
| Устройство для изготовления однодорожечного модуля блока магнитных головок | 1980 |
|
SU1026159A1 |
| ТИРИСТОР | 2014 |
|
RU2591744C2 |
| Устройство для автоматической сборки катушки с сердечниками | 1985 |
|
SU1255356A1 |
| Устройство для закрепления бланка на развертывающем барабане факсимильного аппарата | 1980 |
|
SU932647A1 |
| Устройство для упрочнения деталей | 1985 |
|
SU1303619A1 |
УСТРОЙСТВО ДЛЯ СВОРКИ паЛУБЛОКОВ МАГНИТНЫХ ГОЛОВОК, содержащее основание, подвижный упор, прижимной элемент из упругого материала, отличающееся тем, что, с целью повьшения точности сборки полублоков магнитных головок путем создания равномерного прижимного усилия, в основании выполнены две полости, / связанные между соб.ой через сквозной канал, причем подвижный упОр г расположен в одной из полостей для размещения полублоков, а в другой упругий материал прижимного элемента, установленный с возможностью выдавливания в первую полость через -сквозной канал. - Л ел 4; 4 со с;о Фиг. 1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки полублоков магнитных головок | 1977 |
|
SU631980A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| v | |||
