Изобретение относится к способам цзгстовления оптических деталей с криволинейной поверхностью и может быть использовано на заводах оптического стекла.
Известны способы изготовления детален с криволинейной поверхностью технического назначения нутем механической обработки fl,.
Недостатки известных способов получения асферических криволинейных поверхностей путем механической обработки .заключаются в сложности и высокой стоимости оборудования, мно1остадийности механической обработки,fs малой производительности оборудования, обуславливающей высокую стоимость оптической детали, . Наиболее близким к предлагаемому является способ изготовления оптических асферических деталей из полирован 1ых сферических заготовок путем нагрева и пластической деформации. По этому способу Полированную сфери ческую заготовку стекла помещают в:форму на воздушную подушку. Послед няя образуется путем пропускания сжа того воздуха через отверстие в чаше формы . Заготовка центрируется и разогревается, после чего подача вжатого воздуха прекращается ив .. чаше создается вакуум, под действием которого происходит пластичес кая деформация заготовки. Заготовка стекла изгибается и принимает конфигурацию, соответствующую внутренней поверхности.формы. По окончании Моллирования заготовку вынимают из формы 2. Недостатки данного способа заключаются в низком качестве криволинейной поверхности детали из-за контакта с формой, плохой воспроизв димости геометрии детали из-за разгара формы и в трудоемкости изготов ления форм. Цель изобретения - повьшение качества и воспроизводимости формы детали, и снижение трудоемкости процесса. Поставленная цель достигается те что согласно способу изготовления оптических асферических деталей из полированных сферических заготовок вкл50чающему нагрев и пластическую деформацию, нагрев ведут до нижней температуры отжига и после выдержки осуществляют пластическую деформаци
путем многократного нагрева до верхней температуры отжига и охлаждения до нижней температуры отжига с выдержками на границах цикла, при этом скорость нагрева и охлаждения составляет 0,1-10 град/с, а разница их в пределах цикла - в 10-100 раз.
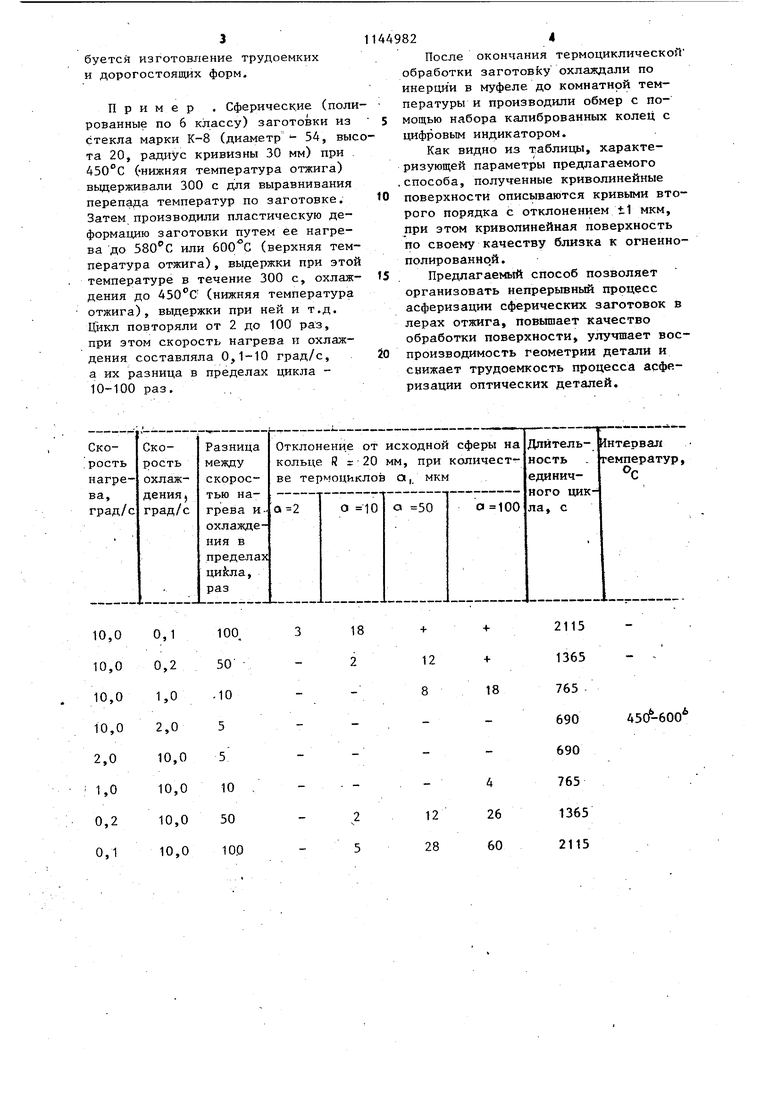
Принципиальное отличие предлагаемого способа от известных заключается в том, что изменение первоначальной формы является результатом накопления пластических деформаций, обусловленных релаксацией термических напряжений, возникающих в процессе термоциклической обработки заготовки.. При различии скоростей нагрева и охлалодения менее чем в 10 раз отклонение (в пределах погрешности измерения), от первоначальной формы (даже в случае нескольких сотен 7ДИКЛОВ термической обработки) не обнаружено. При различии скоростей нагрева и охлаждения более чем в 100 раз, процесс асферизации затягивается во времени и .приводит к геометрии поверхности, которая не описывается кривыми второго порядка. I Отклонение от первоначальной формы будет тем больше, чем больше проведено термоциклов, чем сильнее различаются скорости нагрева и охлаждения, чем шире выбран интервал температур в цикле. В качестве нижней границы термического цикла выбирают температуру, при которой скорость релаксации термических напряжений пренебрежимо мала из-за высокой вяз.кости стекла. Верхняя температура цикла не должна превышать температуру. При которой заметной становится деформация заготовки под деиствием собственного веса. в процессе термоциклической обработки происходит залечивание микродефектов механически обработанной поверхности заготовки и ho качеству обработки криволинейная поверхность . готовой детали приближается к огненно-полированной. В отличие от про- . тоТйпа, криволинейная поверхность готовой не имеет местных . дефектов, обусловленных контактом с формой. Трудоемкость процесса асферизации по предлагаемому способу (по сравнению с известными) значительно снижается, так как не тре-. буетсй изготовление трудоемких и дорогостоящих форм. Пример . Сферические (поли рованные по 6 классу) заготовки из стекла марки К-8 (диаметр - 54, выс та 20, радиус кривизны 30 мм) при . 450С (НИЖНЯЯ температура отжига) вьщерживали 300 с для выравнивания перепада температур по заготовке. Затем производили пластическую деформацию заготовки путем ее нагрева до или 600 С (верхняя температура отжига), выдержки при этой температуре в течение 300 с, охлаждения до (нижняя температура отжига), выдержки при ней и т.д. Цикл повторяли от 2 до 100 раз, при этом скорость нагрева и охлаждения составляла 0,1-10 град/с, а их разница в пределах цикла 10-100 раз. 824 После окончания термоциклической обработки 3aroTOBky охлаждали по инерции в муфеле до комнатной температуры и производили обмер с помощью набора калиброванных колец с цифровьм индикатором. Как видно из таблицы, характеризующей параметры предлагаемого способа, полученные криволинейные поверхности описываются кривыми второго порядка с отклонением t1 мкм, при этом криволинейная поверхность по своему качеству близка к огненнополированной. Предлагаемый способ позволяет организовать непрерывный процесс асферизации сферических заготовок в лерах отжига, повышает качество обработки поверхности, улучшает воспроизводимость геометрии детали и снижает трудоемкость процесса асферизации оптических деталей.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2245852C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С ПЛАВНЫМ ИЗМЕНЕНИЕМ ОПТИЧЕСКИХ ХАРАКТЕРИСТИК ПО АПЕРТУРЕ | 1992 |
|
RU2037851C1 |
| Способ изготовления оптической детали | 1976 |
|
SU617393A1 |
| Способ асферизации детали | 1989 |
|
SU1694489A1 |
| Способ изготовления оптических деталей | 1985 |
|
SU1306914A1 |
| Способ изготовления изделий из жапропрочных никелевых сплавов | 1969 |
|
SU1765248A1 |
| Устройство для асферизации оптических деталей | 1982 |
|
SU1104191A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1989 |
|
SU1628377A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| Способ изготовления изделий из жаропрочных никелевых сплавов | 1969 |
|
SU1765246A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ АСФЕРИЧЕСКИХ ДЕТАЛЕЙ из полированных сферических заготовок путем нагрева и пластической деформации, отличающийся тем, что, с целью повышения качества и воспроизводимости формы детали, а также снижения трудоемкости процесса, нагрев ведут до нижней температуры отжига и после вьщержки осуществляют пластическую деформацию путем многократного нагрева до.верхней температуры отжига и охлаждения до нижней температуры отжига с выдержками на границах цикла, при этом скорость нагрева и охлаждения составляет 0,1-10 град/с, а разница их в пределах цикла - в 10-100 раз.
2115
8 2
+
1365
12
+ 18
765
8
690
690
765
4
1365
26
12 28
2115
60
10,0 -0,1 100 , 0,1 10,0 100 + Примечание -
тически не достигнута),
Продолжение таблицы
4501913
1 23
580 1913 -полученные поверхности не описываются кривыми второго порядка, -отклонение от исходной сферы лежит в пределах погрешности измерения (асферизация прак
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Заказнов Н.П., Горелик В.В | |||
| Изготовление асферической оптики, М., Машиностроение, 1978 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 0 |
|
SU374238A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
