1
Изобретение относится к способам изготовления оптических деталей с криволинейными поверхностями, включая асферические, и может быть использовано на заводах оптического стекла.
Известен способ изготовления оптических деталей с криволинейными поверхностями, состоящий в том, что плоскую заготовку стекла в виде диска помеш,ают в разогретую до определенной температуры форму на воздушную подушку. Последняя образуется путем пропускания сжатого воздуха через отверстия в чаше формы. Заготовка стекла центрируется и разогревается, после чего подача сжатого воздуха прекраш,ается и в чаше формы создается вакуум, под действием которого происходит моллирование заготовки. Заготовка стекла изгибается и принимает конфигурацию, соответствующую внутренней поверхности формы. По окончании моллирования изготовленную деталь извлекают из формы 1.
Педостаток такого способа состоит в невозможности получения деталей с сопряженными криволинейными поверхностями в связи с тем, что к сопрягаемым поверхностям предъявляются жесткие требования по их геометрии.
Наиболее близким к изобретению техническим решением является способ изготозления оптической детали с криволинейными поверхностями, например гнутого автомобильного стекла, моллирования стеклянных заготовок и их соединения 2J.
Однако при данном способе оптическая деталь имеет низкое качество, обусловленное неточностью сопряжения заготовок.
Цель изобретения - повышение качества оптической детали с криволинейными поверхностями.
Достигается это тем, что при известном способе изготовления оптических деталей перед моллированием стеклянные заготовки спекают.
Для спекания берут плоские стеклянные диски из стекол с разными оптическими характеристиками (показатель преломления, дисперсия), но с близкими значениями коэффициента термического расширения. В результате спекания получают сложную плоскую заготовку с двумя сопряженными плоскими поверхностями. Полученную заготовку помещают в предварительно нагретую форму моллирования заданного профиля, нагревают до температуры пластичной деформации стекла и подвергают моллированию. В процессе вакуумного моллирования происходит изгибание заготовки стекла, при этом плоские сопряженные поверхности видоизменяются в криволиней- ные сопряженные поверхности. По окончании моллирования изготовленнзю деталь извлекают из формы, подвергают отжигу и механической обработке внешних поверхностей на плоскость или сферу.
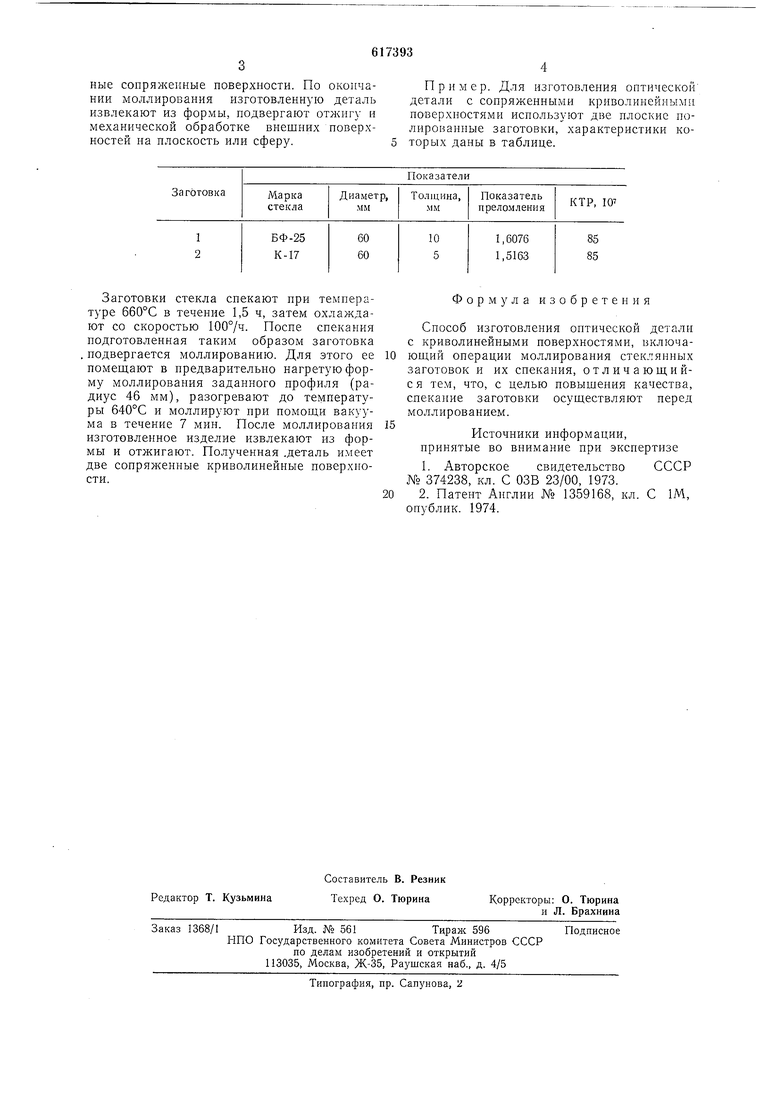
Пример. Для изготовления оптической детали с сопряженными криволинейными поверхностями используют две плоские полированные заготовки, характеристики которых даны в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моллирования стекла | 1981 |
|
SU958344A2 |
| Способ изготовления оптических деталей из термопластичных материалов | 1973 |
|
SU444736A1 |
| Способ термопластичного формования оптических деталей и устройство для его осуществления | 1985 |
|
SU1291560A1 |
| Способ изготовления оптических асферических деталей | 1983 |
|
SU1144982A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1973 |
|
SU374238A1 |
| Способ изготовления оптических деталей | 1985 |
|
SU1306914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ СО СФЕРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2039017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2245852C1 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1087476A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСФЕРИЧЕСКИХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1992 |
|
RU2039018C1 |
Заготовки стекла спекают при температуре 660°С в течение 1,5 ч, затем охлаждают со скоростью 100°/ч. Поспе спекания подготовленная таким образом заготовка . подвергается моллированию. Для этого ее помещают в предварительно нагретую форму моллирования заданного профиля (радиус 46 мм), разогревают до температуры 640°С и моллируют при помощи вакуума Б течение 7 мин. После моллирования изготовленное изделие извлекают из формы и отжигают. Полученная .деталь имеет две сопряженные криволинейные поверхности.
Формула изобретения
Способ изготовления онтической детали с криволинейными поверхностями, включающий операции моллировання стеклянных заготовок и их спекания, отличающийся тем, что, с целью повышения качества, спекание заготовки осуществляют перед моллированием.
Источники информации, принятые во внимание при экспертизе
