Изобретение относится к области правки (подготовки) режущих дисковых инструментов, например для подготовки круглой дереворежущей пилы методом вальцевания.
Известен станок для вальцевания круглых пил, который состоит из станины с размещенными на ней механизмом прижима роликов и подвижной по рейке осью с опорным фланцем для установки пилы.
Как недостаток следует отметить, что контроль напряженного состояния пилы в станке не предусмотрен. В настоящее время контроль проводится до и после вальцевания на специальных измерительных установках по прогибу пилы или по частотам их собственных колебаний. Такой контроль связан с многократным переносом пилы с вальцовочного станка на измерительную установку, что значительно удлиняет время выполнения операции по вальцеванию пил.
Целью изобретения является контроль напряженного состояния пилы в процессе вальцевания.
Поставленная цель достигается с помощью частотомера, частотного реле, отключающего механизм прижима роликов и последовательно включенных датчика колебаний, фильтра низких частот, усилителя и вибратора, причем вибратор, питаемый от усилителя в противофазе с сигналом датчика колебаний, расположен с роликами и датчиком колебаний на одной окружности, центр которой находится на подвижной оси, кроме того вибратор и датчик колебаний находятся на консольных направляющих, соединенных с опорным фланцем и составляющей с рейкой соответственно углы
α =  и
и
β = -  ±
±  , где λ - число узловых диаметров в форме колебаний пилы;
, где λ - число узловых диаметров в форме колебаний пилы;
n - целое число.
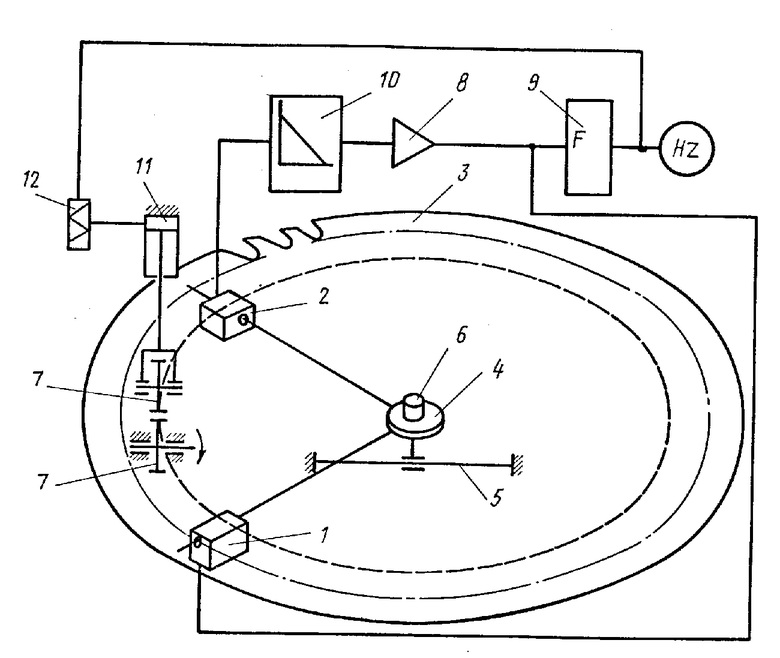
Сущность изобретения поясняется схемой механизма вальцевания и приспособления для контроля напряженного состояния круглых пил в процессе их вальцевания.
Вибратор 1 и датчик колебаний 2 расположены на консольных направляющих, один конец которых соединен с опорным для пилы 3 фланцем 4, находящимся на подвижной по рейке 5 оси 6. Вибратор 1 и датчик колебаний 2 могут перемещаться вдоль своих направляющих. Вибратор 1, датчик колебаний 2 и ролики 7 независимо от диаметра пилы 3 устанавливаются на окружности вальцевания (пунктир), имеющей центр на оси 6. Перемещение по направляющим вибратора 1 и датчика колебаний 2, а также перемещение по рейке 5 оси 6 с опорным фланцем 4 осуществляется, например, от руки или с помощью винтовых передач, привод которых обеспечивается одной рукояткой через зубчатые конические шестерни, при этом все три элемента (вибратор 1, датчик колебаний 2 и ось 6) получают одновременно равные перемещения.
Известно, что для контроля напряженного состояния пилы до и после вальцевания необходимо знать частоту собственных колебаний пилы по второй или третьей веерной форме колебаний. (Вторая веерная форма колебаний круглой пилы характеризуется двумя узловыми диаметрами, расположенными под углом 90о друг к другу, третья - тремя, под углом 60о).
Для контроля напряженного состояния пилы в процессе вальцевания достаточно измерять частоту ее собственных колебаний по одной выбранной форме колебаний.
Форма колебаний в предлагаемом изобретении задается взаимным расположением вибратора 1, датчика колебаний 2 и роликов 7, а также соответствующим выбором фаз сигналов вибратора 1 и датчика колебаний 2. Одна узловая линия (узловой диаметр) в форме колебаний задается роликами 7 и осью 6. Направляющая вибратора 1 расположена к рейке 5 под углом
α =  , где λ - число узловых диаметров в выбранной форме колебаний
, где λ - число узловых диаметров в выбранной форме колебаний
(λ = 2 или λ = 3), а направляющая датчика колебаний 2 - под углом
β = -  ±
±  , где n - число целое, причем вибратор 1 и датчик колебаний 2 подключены к усилителю 8 так, что фазы их сигналов противоположны.
, где n - число целое, причем вибратор 1 и датчик колебаний 2 подключены к усилителю 8 так, что фазы их сигналов противоположны.
Такое расположение и питание вибратора 1 и датчика колебаний 2 обеспечивает положительную обратную связь между ними (через пилу 3) только для колебаний по заданной форме или по форме с числом узловых диаметров в k раз больше, частоты которых также соответственно больше, при этом частота колебаний пилы замеряется частотомером 9 непосредственно в процессе вальцевания пилы.
Фильтр низких частот 10 позволяет отстроиться от верхних частот частного спектра пилы и получить колебания по заданной форме.
Перед вальцеванием пилу устанавливают на опорном фланце 4 подвижной оси 6. Перемещением оси 6 по рейке 5 задается радиус окружности вальцевания. Вибратор 1 и датчик колебаний 2 перемещают по своим направляющим так, чтобы они находились на выбранной окружности вальцевания.
Затем включают механизм прижима 11 роликов 7 к пиле 3, задающей силу прижима роликов к пиле, а также включают питание усилителя 8. Механизм прижима 11 позволяет регулировать силу прижима в процессе вальцевания.
При вальцевании под давлением роликов 7 пила 3 поворачивается вокруг оси 6.
Механические колебания пилы 3 воспринимаются датчиком колебаний 2. Электрический сигнал от датчика 2 через фильтр низких частот 10 поступает на вход усилителя 8, выход которого подсоединен к вибратору 1, причем фазы сигналов вибратора и датчика противоположны. Колебания выбранной формы становятся незатухающими. По частотомеру 9 замеряется частота колебаний.
Вальцевание согласно имеющимся режимам повышает частоты собственных колебаний пил по формам колебаний с числом узловых диаметров λ≥ 2. При достижении нормативной частоты собственных колебаний пилы срабатывает частотное реле 12, отключая механизм прижима 12 роликов 7 к пиле 3. Вальцевание прекращается. Использование данного изобретения позволяет, согласно экспериментальным данным, повысить производительность труда в 3 раза.
Кроме того, повышается точность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения устойчивости диска пилы | 1983 |
|
SU1180247A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОЧЕЙ ЧАСТОТЫ ВРАЩЕНИЯ КРУГЛОЙ ПИЛЫ | 1992 |
|
RU2095236C1 |
| Способ изготовления круглых пил | 1978 |
|
SU686834A1 |
| Способ вальцевания дисковых круглыхпил | 1979 |
|
SU848198A1 |
| Способ изготовления круглых пил | 1988 |
|
SU1634400A1 |
| Круглая дисковая пила | 1979 |
|
SU802020A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАСХОДА ТЕЧИ | 2000 |
|
RU2212640C2 |
| Срезающее устройство лесозаготовительной машины | 1987 |
|
SU1512525A1 |
| Способ определения форм колебаний вращающихся колес турбомашин | 2018 |
|
RU2673950C1 |
| Способ термической обработки дисковых пил | 1975 |
|
SU584046A1 |
СТАНОК ДЛЯ ВАЛЬЦЕВАНИЯ КРУГЛЫХ ПИЛ, состоящий из станины с размещенными на ней механизмом прижима роликов и подвижной по рейке осью с опорным фланцем для установки пилы, отличающийся тем, что, с целью повышения точности и производительности, станок снабжен частотомером, частотным реле, датчиком колебаний, фильтром низких частот, делителем и вибратором, причем выход датчика колебаний связан с управляющим входом вибратора через соединенные последовательно фильтр низких частот и усилитель, при этом выход последнего связан также через соединенные последовательно частотомер и частотные реле с управляющим входом механизма прижима, кроме того вибратор и датчик колебаний установлены на консольных направляющих на той же окружности, что и ролики, при этом центр окружности расположен на упомянутой оси, а направляющие соединены с опорным фланцем и составляют с рейкой соответственно углы
где a - число узловых диаметров в форме колебаний пилы;
n - целое число.
| Стахиев Ю.М | |||
| и др | |||
| Оборудование для вальцевания дереворежущих пил | |||
| ВНИПИЭИлеспром, М., 1970, с.5-13. |
