В электрических кбвочных машинах обрабатываемый кусок металла удерживается тисками таким образом, что один конец куска металла упирается в наковальню. После нагрева металла электрическим током он и наковальня сближаются, отчего металл осаживается и образует головку. Известно, что если металл может скользить внутри тисков, то осаживаемая головка мржет иметь большие размеры, чем если бы предмет был зажат в губках до отказа. Кроме ,того, известно, что форма гоЛ1)вки может быть изменена путем изменения расстояния между губками тисков % рабочей поверхностью наковальни вовремя осаживания.
В электрических ковочных машинах, служащих для выполнения указанных работ и снабженных наковальней, приспособлениями для удержания обрабатываемой заготовки в притык к накрвал.не, приспособлениями для подачи электрического тока к металлу и приспособле, ниём для сближения заготовки с наковальней, предлагается иаковаль 1Ю выполнить поворотной вокруг горизонтальной ее оси, расположенной в супорте, устанавливаемом на вертикальном штыре
(602-603).;
ПОД необходимым углом, соответствующим углу осадки заготовки. С целью охлаждения наковальни предлагается выполнить ее полой с трубками циркулирующей в одном направлении охлаждающей жидкости.
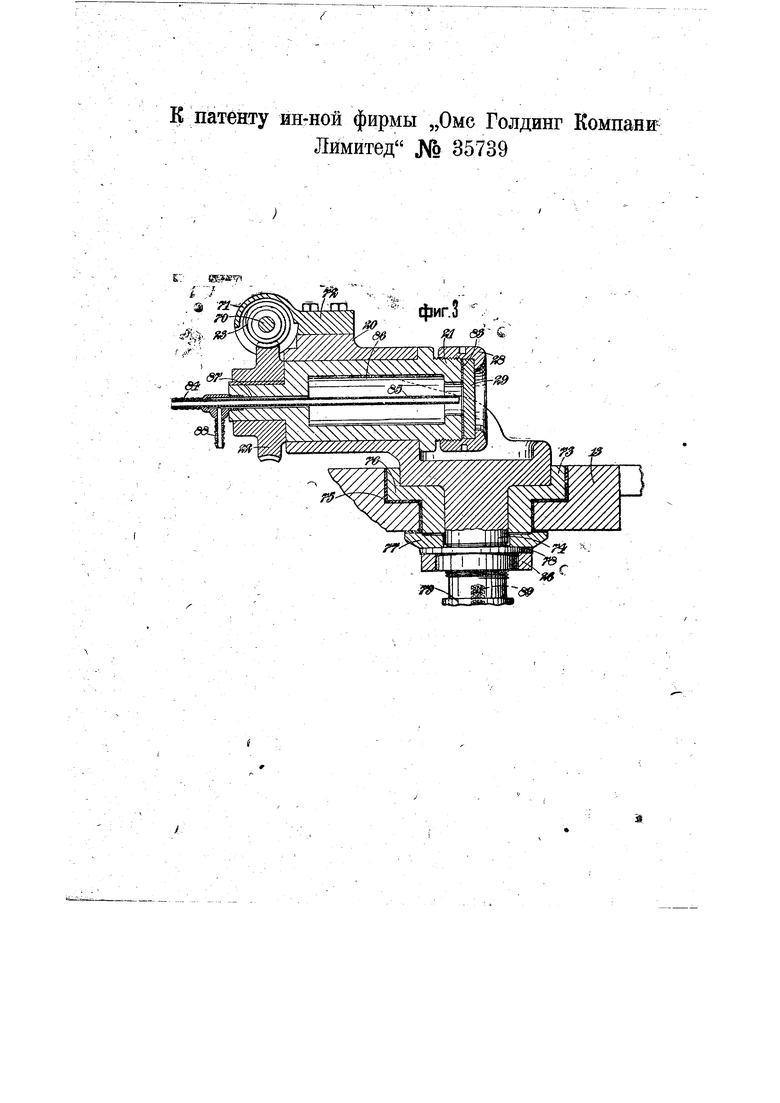
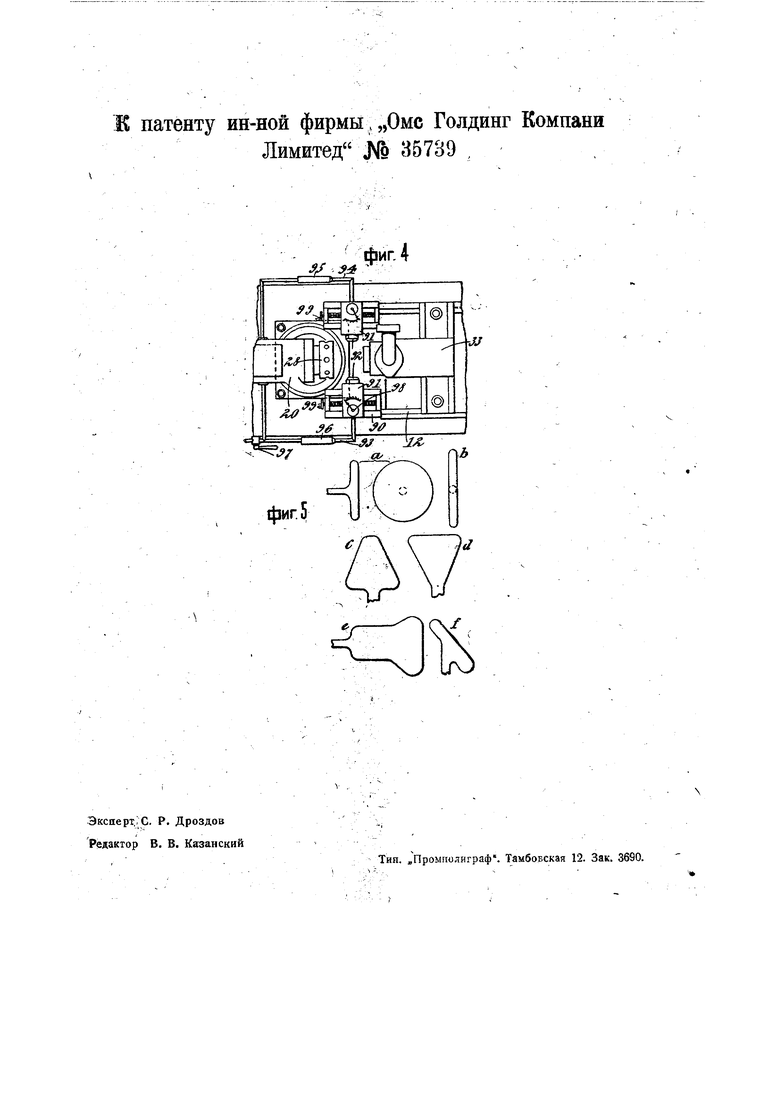
На чертеже фиг. Л изображает вид предлагаемой машины спереди; фиг. 2- вид ее в плане; фиг. в увеличенном масштабе наковальни в осевом разрезе; фиг. 4-вид в плане части видоизмененной машины; фиг. 5-различные формы осаженных геловок.
Предлагаемая машина имеет станину 11 ,(фиг. 1 и 2) с направ.аяющими параллелями 12, идущими вдоль ее верхней поверхнос1;и, на которых неподвижно устанавливакэтся салазки наковальни 13 и с возможностью перемещение -салазки тисков 14, направляющие тиски 15 и гидравлический цилиндр 16, снабженный тараном.
Рабочая часть наковальни 29 монтирована на полом поворотном супорте 20 пальца 21 (фиг. 3), на переднем конце которого имеется резьба для зажимного кольца 28. Последнее снабжено внутренним фланцем, заходящим на рабочую часть 29 так, что при затягивании кольца
эта )рабочая часть плотно прижимается к пальцу 21. Между задней стороной ра бочей части и супортом помещается уплотнительнЙе кольцо 83, образующее непроницаемое для жидкости соединение. Задний полого пальца снабжен соединительной частью для гибкого шланга, служащего для подачи охлаждающей жидкости, каковая подводится по трубам 84, 85 непосредственн о к задней поверхности рабочей части наковальни 29. Охлаи дающая жидкость возвращается через камеру 86 в пальце 21 и кольцевое, пространство 87 вокруг трубки 86 в выпускную трубу 88, отходящую в боковом направлении от впускной трубы 84. Таким образом, весь корпус полого пальца 21 подвергается охлаждению, и охлаждающая жидкость подводится и отводится через одно и то же отверстие в конце полого пальца. Соединительные части ,84 и 88 для гибких шлангов для системы циркуляции охлаждающей жидкости помещены возможно дальше от излучающей тепло наковальни.
За супортом 20 сидит на пальце червячное колесо 22- сцепляющееся с червяком 23 на шпинделе 70. Чераяк 23 защищен щитом 71, а шпиндель поддерживается в под1иипниках, расположенн х по обе стороны от червяка (на чертеже не указанных). Как щит 71, так и подшипники шпинделя 70 составляют одно целое с десущей червяк консолью 72, приболченной к верхней стороне суппорта 20, На шпинделе 70 насажен маховичок 24, поворотом которогоповорачивается в супорте палец 21, а с ним и наковальня 29. Таким образом, рабочую часть наковальни можно поворачивать в ее плоскости.
Супорт поддерживается в подшипнике 73 и несёт вертикальный штырь 74, ось которого приходится на одной линии с передней поверхностью наковальни -29. Благодаря этому повораЕчивание супОрта 20 в подшипнике 73 вокруг оси штыря 74 заставит рабочую часть наковальни 29 поворачиваться под различными углами к осевой линии Ь1а1иины, на которой монтирован этот аппарат, но Положение центра рабочей части в пространстве при этом не изменится. Подшипник 73 поддерживается в ралазках 13 наковальни, но изолирован от
него прокладками из1 листового изоляционного материала 75. Как видно из фиг. 3, подшипник 73 сделан ступенчатым, образуя две соединенные центр льт ным (фланцем 76 части, диаметр которых сильно разнится. Фланец 76 покоится на соответствующей плоской части изоляции 75- 11од салазками 13 штырь 74 охвачёншайбой 77, прижатой к стержню навинченной на наго гайкой 78. Гайка 78 управляется ручкой 26 (фиг. 1, 2).
При подтягивании гайки 78 фланец 76 плотно прижимается к лежащему под ним изоляционному .41атериалу, прижимая его к салазкам 13, причем шайба 77 дает добавочное зажимание на нижней стороне салазок. Это позволяет закреплять супорт 2U с наковальней 29 под любым углом к направлению подачи осаждаемого изделия.
Штырь 74 супорта 2Э электрически соединен с зажимом трансформатора через прикреплённый болтом 89 к нижнему концу стержня зажилной блок 79. Электрический ток подводится таким образом ккрабочей части наковальни 29 через супорт и полый палец 21, находящийся а тесном электрическом, контакте с супортом 20, Причем как супорт 20, так и палец 21 выполнены из хорошо проводящего металла, например, из пушечной бронзы.
Супорт тисков 14 перемещается по направляющим 12 винтом 17, ввинченным в гайку червячного колеса 18, сцепленного с червяком на оси ручного маховичка 19.
Тиски состоят из нижней неподвижной губки 30 и под;вижной верхней губки 31, закрепленной на сгержнг, выхоящем из гидравлического цилиндра 33. Возвратная пружина 34 обычно . оттягиает верхнюю губку 31 кверху.Вода под давлением подается в цииндр 33 по трубке 35Г имеющей двуходовой вентиль 36, управляемый ручой 37. Благодаря такому устройству ода под давлением подается в цниндр 33 из питательной трубы 38, или же цилиндр может быть соединен через двухходовой вентиль с выпускной рубкой ЗЭ...
Гидравлический цилиндр 16 перемеается по найравляющим 12 винтом 46 маховичком 47, аналогично перемещекию супорта тисков 14, при помоши маховичка 19. Цилиндр 16 имеет таран 48, упирающийся в ползун 49, могущий пе рёмещаться по направляющим 12. К ползуну прикреплен тарйн 50, который должен упираться в один, конец обрабатываемого куска металла, зажатого в губках 30, 31, другой конец которр.го упирается в рабочую поверхность вакх вальни 29. -Ползун снабжен боковыми стержнями 51, при1 репленными к какатам 52, 1 роходяй1им по шкивам 53 и имеющим у других концов прикрепленный к ним противовес 54. Противовес 54 служит не только для оттягивания тарана 50 назад, когда цилиндр включается, но и для уничтожения слабины
между ручным мзховичком 47 и ;цилиндром 16.
На верхней ч;асти цилиндра 16 находится втулка 55, снабженная винтовой нарезкой для винта 56, свободно проходящего сквозь ползун 49 и оканчивающегося рукояткой 57. Для закрепления винта 56 в любом положении служит зажимная ручка 58, которую можно завинтить в упор плоской вырубки в винте 56. Ручка 57 ограничивает перемещение лолзуна 49 вперед и Tapaj 48 можно поэтому отрегулировать на опре .деленное перемещение вперед.
Вода под давлением подается в ци. линдр 16 через питательную трубку 59, имеющую телескопическую часть 60, оканчивающуюся двухходовым вентилем 61, управляемым ручкой 62 и получающим гидравлическое давление через трубку 38. Для выпуска отработавщей воды предусмотрена Еыпускная трубка 63.
Между супортом тисков 14 и /тараном 50 расположены направл яющие тиски 15, управляемые вручную. Они состоят из пары губок 64, 65, перемещаемых горизонтально посредством винта 66 и рычага 67.
Направляющие тиски кожно - сиять с мащины, если обрабатываются короткие куски металла; при обработке длинных кусков они захватывают предмет близко от тарана 50 и обеспечивают
центральное положение заготовки по отнощению к тарану.
Тиски и наковальня изготовляются из бронзы или другого металла хорощей электропроволимости; то же самое.отно-
сится и к супорту накс1вальни. Юбе эти части со д;иняются со вторичной обмоткой трансформатора (не показанной на чертеже). Т1)ансформатор лучще всего, установить йнизу мащины. Для включения трансформатора служит рубильник, связанный передаточным рычагом с рукояткой 45 (фиг. 1);
Работа мащины происходит следующим образом. Заготовка зажимается губками 30, 31 и, -если нужно, то еще и добавочными губками 64, 65 между тараном 50 и наковальней 29. Для того, чтобы таран вощел в соприкосновение с куском металла, цилиндр 16 надо маховичком 47 отрегулировать по направляющим. Супорт тисков 14 устанавливается на таком расстоянии от рабочей поверхности наковальни 29, чтобы можно было поместить головку,-которая получится после осаживания. После этого рукояткой 45 включают ток, а рукояткой 62 дают давление в цилиндр. Как только металл нагреется достаточно сильно, таран 50 проталкивает металл сквозь губки тисков и осаживает головку между наковальней и тисками.
Вращением рабочей поверхности наксвальни 29 вокруг вертикалы ой оси устанавливают ее под необходимым углом к линии перемещения обрабатываемого металла. Для закрепления наковальни в любом положении служит болт 26. Такое устройство позволяет осаживать головки под углом к телу предмета, или же несимметричны . Кроме того, наковальня может вращаться в своей же плоскости посредством рукоятки 24 во время осаживания или после него; благодаря этому можно получить различные крученые формы предметов. Рабочая поверхность наковальни может быть снабжена выемками, необходимыми для придания головке нужной формы.
На фиг. 5-с изображает плоскую форму головки, ,какая получается, если губки 30, 31 перемеш.аются к наковальне при осаживании.
Если тиски находятся на больщем расстоянии от наковальни, чем показано на чертеже, и тиски перемещаются к наковальне с определенной ско,ростью, T-O головка получается более щирокая в той части, которая прилегает к губкам, чем в той, которая упирается в наковальню.
/Шлрвка принимает форму с (фиг. 5).
ЕСЛИ с другой стороны тиски быстро отходят от наковальни того, как металл получит первоначальный обжим$ с одновременным уменьшением скорости, то головка по чучает форму, указанную буквой d. Форма, изображенная буквой е, получается тогда, когда тиски сначала стоят несколько времени близко от накобальни,а потом равномерно удаляются; Ф(4|рма / может быть получена, если наковальнк) повернуть под некЬторым углом к направлению подучи обрабатываемого металла.
На фиг. 4 показана измененная конструкция машины, которая имеет тиски 33, аналогичные тискам 33 по фиг. 1, и тело наковальни 20, снабженное головкой 28, соответствуюшей тем же частям на фиг. 1. С каждой стороны направляющих 12 имеются д6пол1 ительные направляющие 90, на которых расположены супорты 91 для боковых обжимающих органов,92, работающих от гидравлических цилиндров, расположенных в самих супортах 91 и получающих жидкость под давлением по трубкам 93,. 94 через телескопические соединения 95, 96. Подача жидкости регулируется клапаном 97. Между цилиндрами и питательными трубками 93, 94 установлены дроссельные клапаны 98 для сацостоятельной регулировки щлы бокового обжима таранами 92. Тараны эти могут быть снабжены рабочими поверхностями нужной формы, с выем{сами, выпуклые или вогнутые, т. е. могут выполнять роль матрицы.
Су порты 91 могут перемещаться вдоль направляющих 90 посредством виитов 99. Таким образом, в любое время обраба тываемый металл может подвергнуться боковому обжиму с одной Д1ли с обеих сторон и получить нужную форму. Одна из полученных таким образом форм показана на фиг. 5 под литерой Ь; она получе| а обжимом полученной головки с обоих боков до получения плоской формы.
Такие головки, как у болтов сушками, можно отковывать в одну операцию из. куска металла, имеющего ширину стержня болта.
Предмет патента.
1.Электрическая ковочная машина, снабженная наковальней, приспособлением для подл;ержки обрабатываемой заготовки и приспособлением для сближения обрабатываемой заготовки и наковальни, отличающаяся тем, что наковальня 29 выполнена поворотной вокруг горизонтальной оси и расположена в супорте 20, который, в целях осаживания штампуемых заготовок под любым углом, снабжен штырем 74 с нарезкой и гайкой 78, при помощи которых супорт закрепляется в салазках 13 под необходимым для штампования углом.
2.Форма выполнения машины по п. 1, отличающаяся тем, что наковальня 29 выполнена полой, в целях заполнения ее охлаждающей жидкостью, циркулирующей по трубам 84 и 88. Е патенту ин-ной фирйы „Оме Голдинг Компани Лимйтед ; 35739 -
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическая ковочная машина | 1930 |
|
SU31352A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЁС В ГОРЯЧЕМ СОСТОЯНИИ | 1941 |
|
SU63754A1 |
| Устройство для резки труб | 1981 |
|
SU1009653A1 |
| Станок для разрезания штучного проката | 1973 |
|
SU462696A1 |
| Станок для изгибания заготовок из листового металла в дугу переменного сечения и разной кривизны по длине | 1938 |
|
SU55582A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОСАЖИВАНИЯ ЛИСТОВОГО МЕТАЛЛА | 1924 |
|
SU3571A1 |
| УНИВЕРСАЛЬНОЕ СЛЕСАРНОЕ УСТРОЙСТВО | 1991 |
|
RU2035289C1 |
| Станок для расточки отверстий | 1937 |
|
SU55075A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1923 |
|
SU7809A1 |

.фиг. i
.
3JИХ; л
.. М jj-г
Э-|Д foi f fШ1
-fe .j--fiv i.-,.;r/
.aiiS ii /r
/e/ /..
/ . 4j jy eA
l.
h.
:i
. :-. ;;i
. .- ...b.:...i;;
ШЯй
11
фиг 2
/y/ /
/y к ; патенту ин-ной фирмы „Оме Голдинг Компани Лймитед № 35739 жжвр Е
4д патенту ин-ной фирмы,„Оме Голдинг Компанн Лимитед № Н57В9 ,

