и удерживания щек и нитесборников от осевого смещения относительно опорных втулок. 4. Устройство по пп. 1-3, о т л ичакСщееся тем, что оно снабжено смонтированным на раме, установленной на общей опоре с подвижной 11 5 рамой н.обхватывающей ее с зазором По Ц-образному периметру двухпозиционным отсекателем грубого волокна, а привод перемещения подвижной рамы вьтолнен в йиде электро.управляемого пневмоцилиндра, шарнирно связанного с опорным кронштейном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования нити из термопластичного материала | 1982 |
|
SU1071583A1 |
| ВПТБФОМ S;I8!!E?TC | 1973 |
|
SU392013A1 |
| Устройство для измерения натяжения волокон | 1982 |
|
SU1046205A1 |
| Установка для получения непрерывного стекловолокна | 1985 |
|
SU1301795A1 |
| Устройство для перемотки нитевид-НОгО МАТЕРиАлА | 1979 |
|
SU848461A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ СТЕКЛЯННЫХ МЕТАЛЛИЗИРОВАННЫХ НИТЕЙ ИЗ ВОЛОКОН, ИЗГОТОВЛЕННЫХ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2021 |
|
RU2755292C1 |
| Способ контроля обрыва кварце-ВОй НиТи B пРОцЕССЕ EE ВыРАбОТКи | 1978 |
|
SU808391A1 |
| Замасливающее устройство | 1974 |
|
SU521237A1 |
| Плавильный сосуд для получения волокна из термопластичного материала | 1981 |
|
SU975612A1 |
| НИТЕСБОРНИК | 1971 |
|
SU300430A1 |

1. УСТРОЙСТВО ДЛЯ ЗАМАСЛИВАНИЯ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, преимущественно стекла, содержащее опорньй кронштейн, нитесборник в виде цилиндра с желобом по окружности, опорную втулку нитесборника с радиальным секторным пазом для выхода замасливателя, узел подачи внутрь втулки и регулирования количества замасливателя и сточный коллектор, связанный гибким шлангом с цеховой системой сбора излишков замасливателя, отличающееся тем, что, с.целью повышения производительности труда и сохранения оборудования, улучшения качества, расширения ассортимента комплексной нити и улучшения условий труда операторов, оно снабжено установленной на опорном кронштейне подвижной рамой с приводом двухпозиционного перемещения, дополнительными нитесборниками по числу вырабатываемых нитей, расположенными на Общей горизонтальной оси подвижной -рамы с шагом, равным длине паковки нити, и делртельной гребенкой, установленной на подвижной раме над ните(;борниками и выполненной над каждым из них с отверстием, переходящим в заводной паз, кромки которого перехо дят в зубья гребенки, а каждый нитесборник расположен эксцентрично внутри опорной втулки, которая выполнена с радиальным входным отверстием для замасливателя, расположенньм против радиального секторного паза, причем опорная втулка снабжена установленны.ми концентрично с двух сторон ее радиального секторного паза дисковыми щеками, плоскости которых ограничены радиусом, по которому они плавно сопряжены с расходящимися коническими поверхностями щек. 2.Устройство по п. 1, о т л и(Л чающееся тем, что оно снабжено установленными на опорном кронштейне регулировочным вентилем, пробковым краном и установленным на под- S вижной раме трубчатьм распределителем f .замасливателя, выполненным с входным и рядом распределительных патрубков, на которых укреплены опорные втулки нитесборников, при этом пробковый кра соединен, с входньм патрубком распреiделителя замасливателя гибким шлангом, а повороУная пробка крана кинематически связана. шарнирными iчагами с подвижной рамой устройства. 3.Устройство по пп. 1.и 2, о тличающееся тем, что оно снабжено установленными шарнирно наклонными лотками с пазами для нити,установленными на подвижной раме, под каждым из .нитесборников, причем лотки выполнены с пружинными вилками с центрами для фиксации положения лотков относительно нитесборников
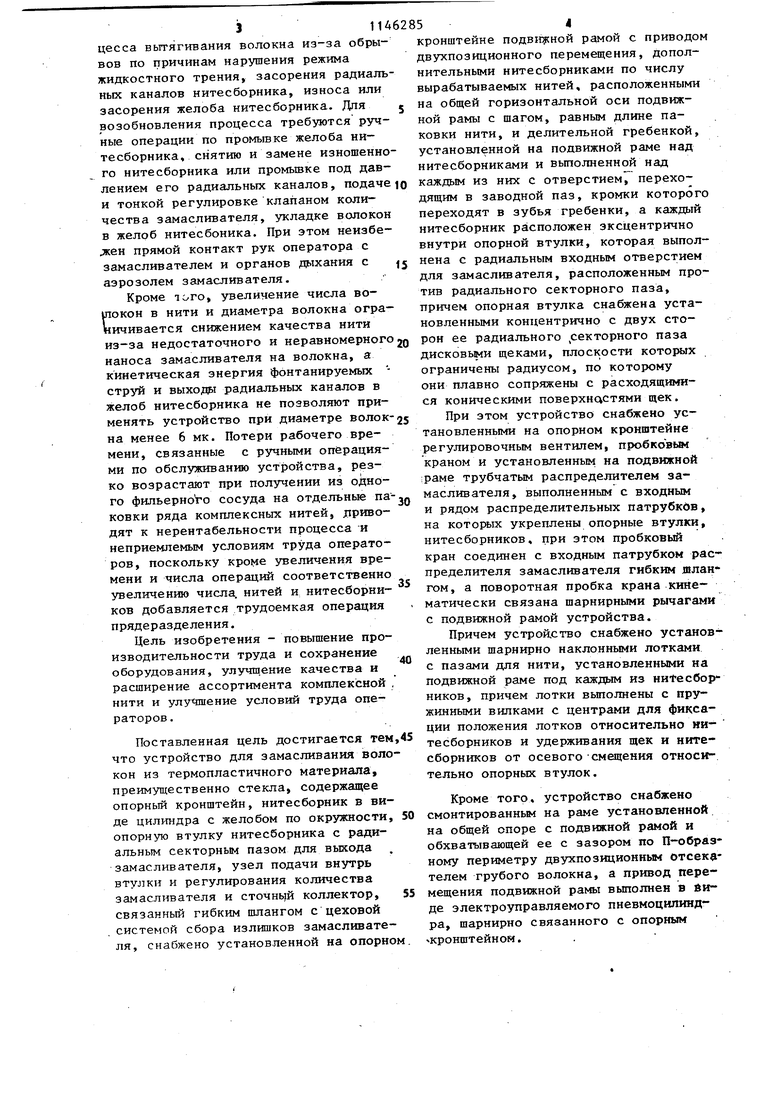
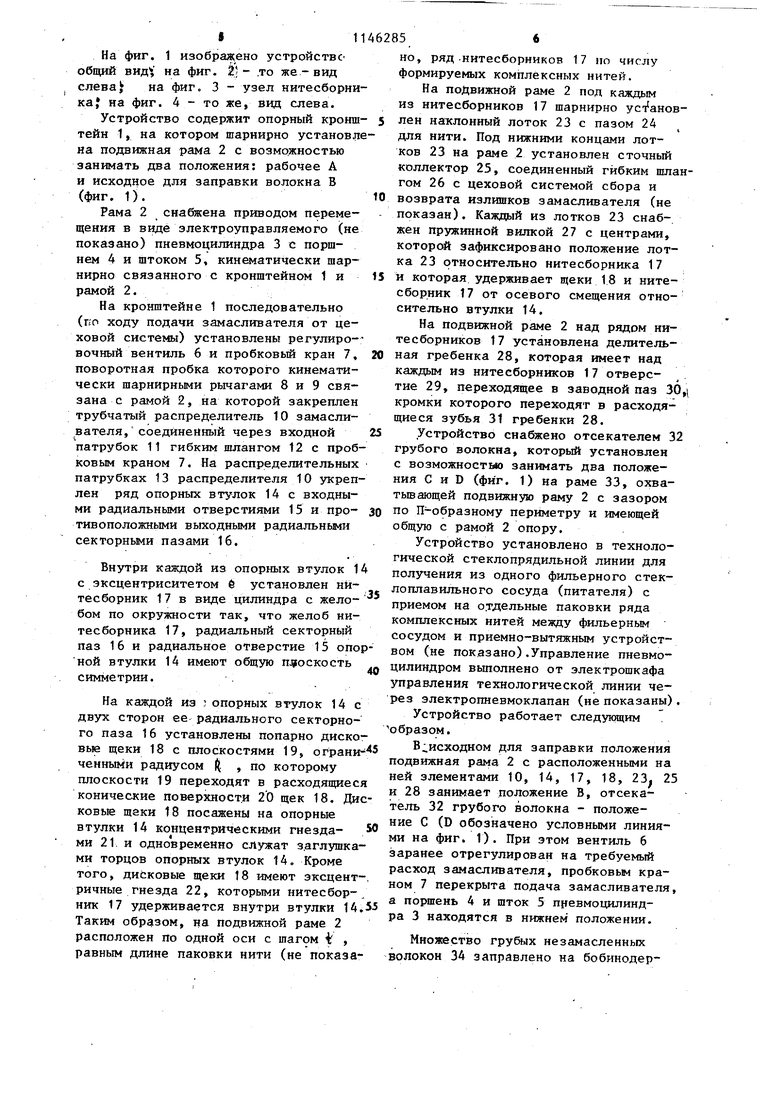
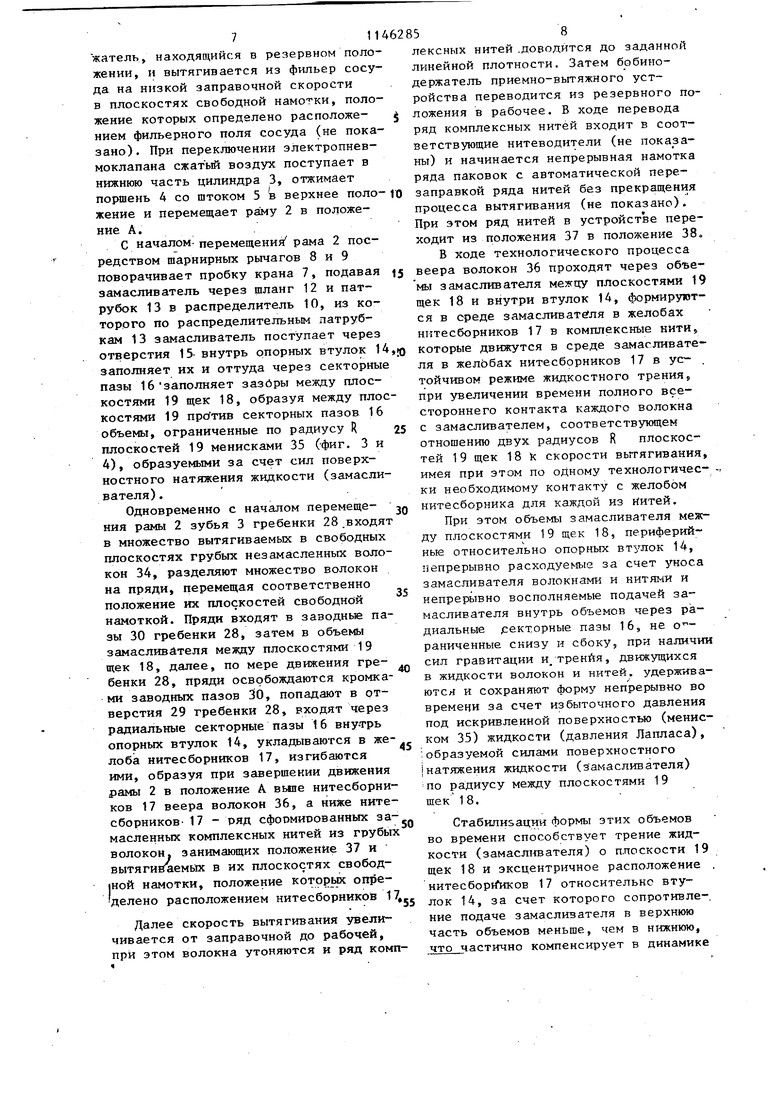
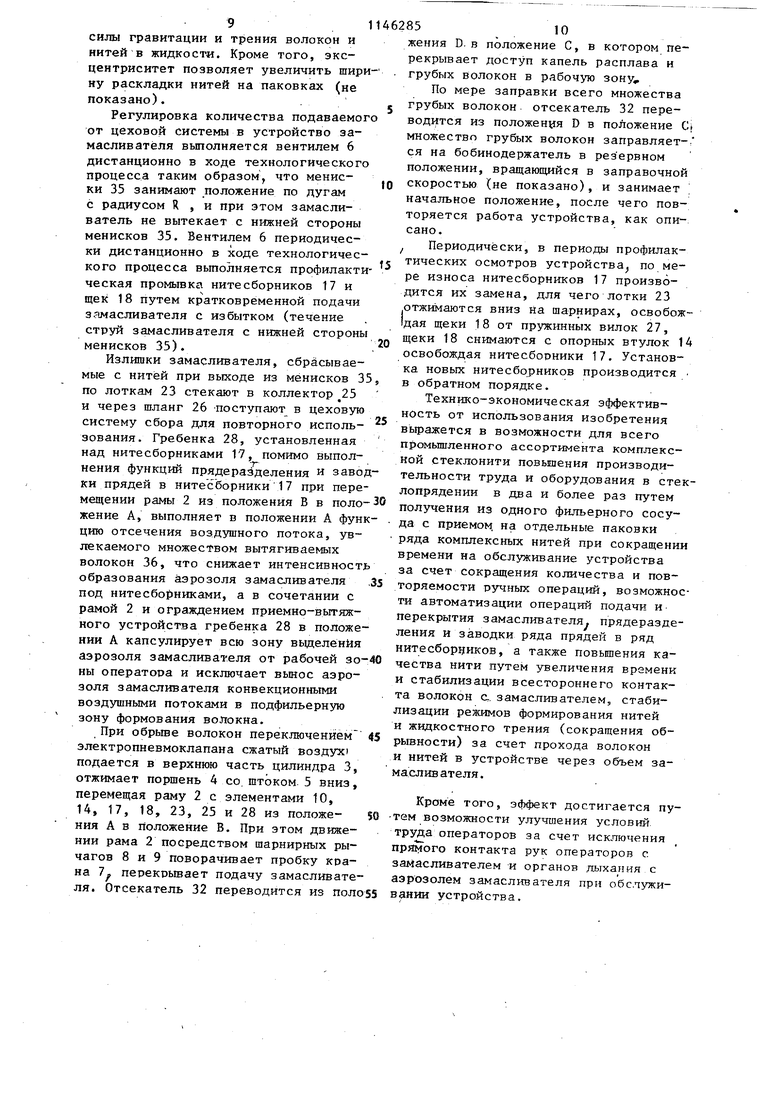
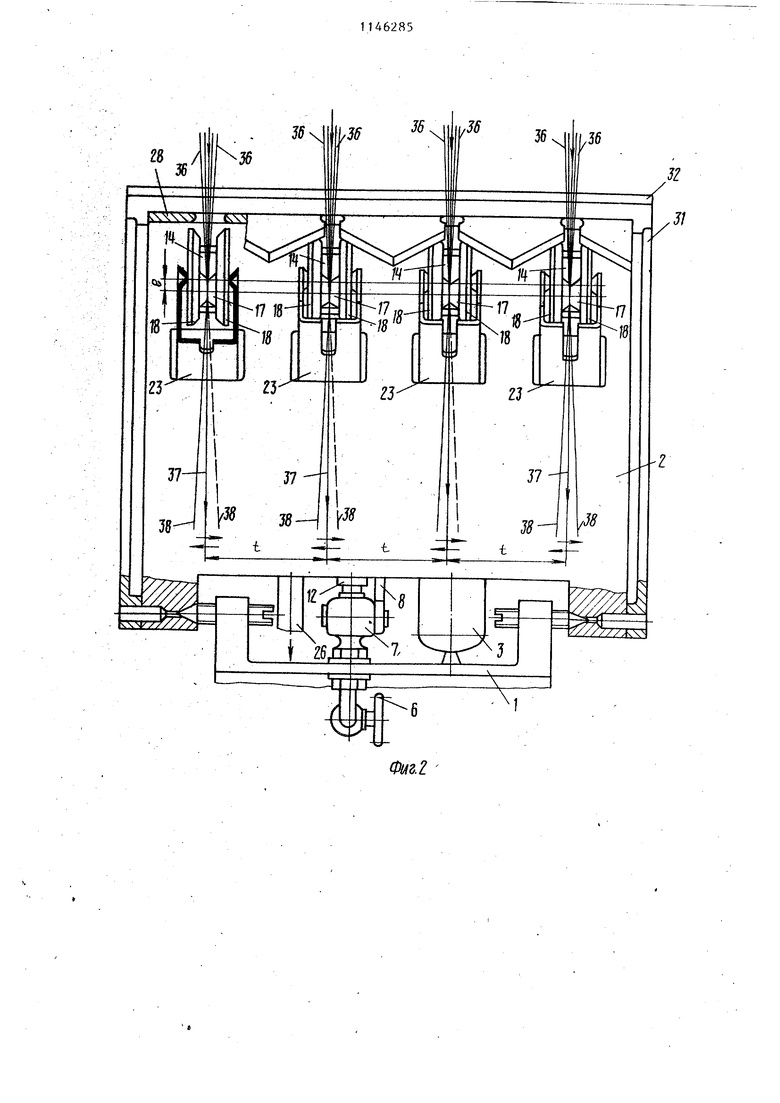
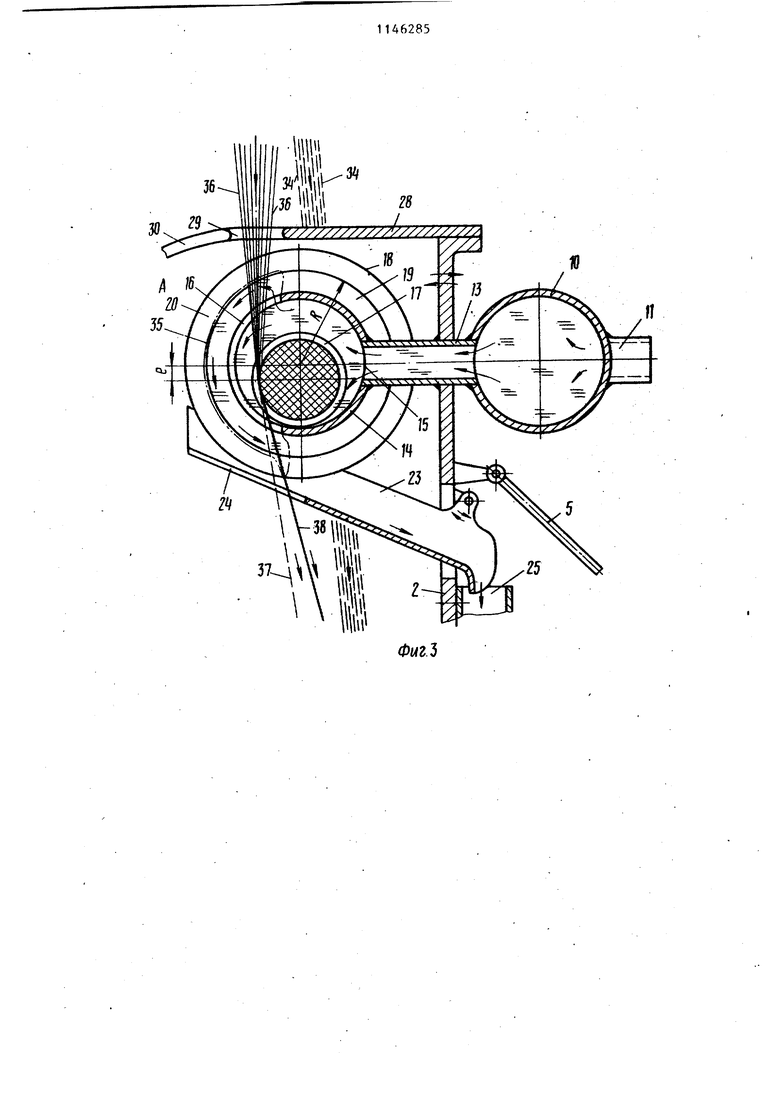
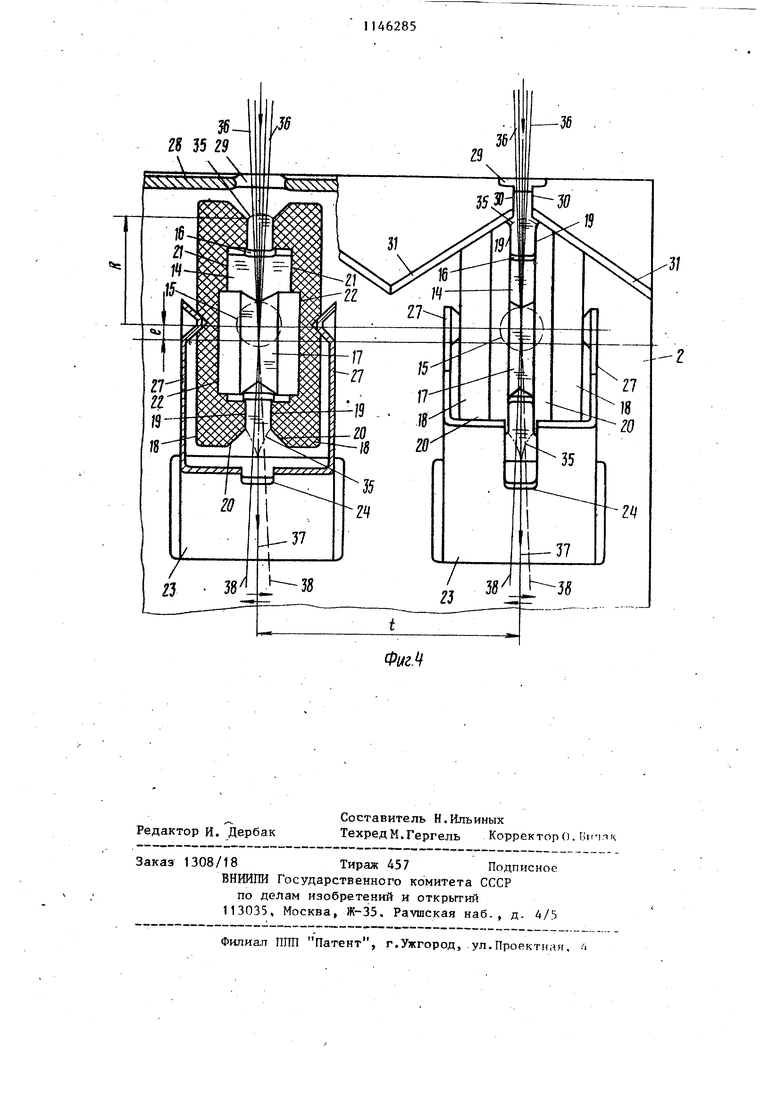
Изобретение относится к производству волокна из термопластичного материала, преим5тцественно стекла, и может использоваться в производстее непрерьшного стекловолокна в соетаве стеклопрядильной технологическо линии. Известно устройство для замаслива ния волокон из термопластичного материала лоткового типа, содержащее нитесборник в виде цилиндра (сектсГра цилиндра) с желобом по дуге окружнос ти, на котором уложена сменная подложка из мягкого пористого волокнистого материала (фетр или другой текс тильный материал), смоченная снаружи замасливателем, опорный элемент, средства подачи на Лодложку и дозировки замасливателя. Устройство уста новлено в технологической стеклопрядильной линии между фильерным стекло плавильным сосудом (питателем) и при емно-вытяжным устройством таким обра зом, что веер вытягиваемых из сосуда волокон огибает с некоторым углом охвата нитесборник. При этом волокна на подложке в желобе смачиваются замасливателем и формируются в комплексную нить, которая движется в желобе при режиме жидкостного трения ij . . . Недостатком такого устройства является ограничение возможности повышения производительности в стеклопрядении в силу необходимасти перио дического прекращения процесса вытягивания из-за обрывов волокон по при чинам нарушения режима жидкостного трения, засорения или прорезания под ложки волокном. Для возобновления процесса требуются ручные операции по замене или промьшке подложки, укладке волокон на подложку в желоб нитесборника, подаче и дозировке замасливателя. Недостаток усугубляется с увеличением натяжения при увеличении числа волокон в.нити или скорости вытягивания. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для замасливания волокон из термопластичного -мате , преимущественно стекла, содержащее опорный кронштейн, нитесборник в виде цилиндра с желобом пр окружности, опорную втулку нитесборника с радиальным секторным пазом для выхода замасливания, узел подачи внутрь втулки и регулирования количества замасливателя и сточный коллектор, связанный гибким шлангом с цеховой системой сбора излишков замасливателя. При этом нитесборник выполнен из антифрикционного материала (графита), имеет ряд радиальных . каналов для прохода замасливателя к желобу и центральное отверстие для посадки на опорную втулку, в центральном канале которой установлен дозировочный клапан. При работе устройства замаслйватель под напором подается через дозировочный клапан в центральный канал опорной втулки нитесборника и оттуда через радиальный секторный паз втулки и ряд радиальных каналов нитесборника фонтанирует тонкими струями от основания желоба на веер собираемых в желобе движущихся волокон и под комплексную нить, формируемую из волокон в желобе, обеспечивая режим жидкостного трения для нити 2 . . Однако известное устройство -лграничивает повьшгение производительности в стеклопрядении в силу необходимости периодического прекращения процесса вытягивания волокна из-за обры вов по причинам нарушения режима жидкостного трения, засорения радиал ных каналов нитесборника, износа или засорения желоба нитесборника. Дпя возобновления процесса требуются руч ные операции по промывке желоба ни- тесборника, снятию и замене изношенн го нитесборника или промьшке под дав лением его радиальньгх каналов, подач и тонкой регулировке клапаном количества замасливателя, укладке волоко в желоб нитесбоника. При этом неизбе jseH прямой контакт рук оператора с замасливателем и органов дыхания с аэрозолем замасливателя. Кроме того, увеличение числа вошокон в нити и диаметра волокна огра ничивается снижением качества нити из-за недостаточного и неравномерног наноса замасливателя на волокна, а кинетическая энергия фонтанируемых и выходы радиальных каналов в желоб нитесборника не позволяют применять устройство при диаметре волок на менее 6 мк. Потери рабочего времени, связанные с ручными операциями по обслуживанию устройства, резко возрастают при получении из одного фильерноУо сосуда на отдельные па ковки ряда комплексных нитей, лриводят к нерентабельности процесса И неприемлемым условиям труда операторов, поскольку кроме увеличения времени и числа операций соответственно увеличению числа, нитей и нитесборников добавляется трудоемкая операция прядеразделения. Цель изобретения - повышение производительности труда и сохранение оборудования, улучшение качества и расширение ассортимента комплексной нити и улучшение условий труда операторов. Поставленная цель достигается тем что устройство для замасливания воло кон из термопластичного материала, преимуш;ественно стекла, содержащее опорный кронштейн, нитесборник в виде цилиндра с желобом по окружности, опорную втулку нитесборника с радиальным секторным пазом для выхода замасливателя, узел подачи внутрь втулки и регулирования количества замасливателя и сточный коллектор, связанный гибким шлангом с цеховой системой сбора излишков замасливателя, снабжено установленной на опорно кронштейне подв1щной рамой с приводом двухпозиционного перемещения, дополнительными нитесборниками по числу вырабатываемых нитей, расположенными на общей горизонтальной оси подвижной рамы с шагом, равным длине паковки нити, и делительной гребенкой, установленной на подвижной раме над нитесборниками и выполненной над каждым из них с отверстием, переходящим в заводной паз, кромки которого переходят в зубья гребенки, а каждый нитесборник расположен эксцентрично внутри опорной втулки, которая выполнена с радиальным входным отверстием для замасливателя, расположенным против радиального секторного паза, причем опорная втулка снабжена установленными концентрично с двух сторон ее радиального секторного паза дисковьми щеками, плоскости которых ограничены радиусом, по которому они плавно сопряжены с расходящимися коническими поверхностями щек. При этом устройство снабжено установленными на опорном кронштейне регулировочным вентилем, пробковм краном и установленным на подвижной ;раме трубчатым распределителен замасливателя, выполненным с входным и рядом распределительных патрубков, на которых укреплены опорные втулки, нитесборников, при этом пробковый кран соединен с входным патрубком распределителя замасливателя гибким шлангом, а поворотная пробка крана кинематически связана шарнирными рычагами с подвижной рамой устройства. Причем устрой.ство снабжено установленными шарнирно наклонными лотками с пазами для нити, установленными на подвижной раме под каждым из ниТесборников, причем лотки выполнены с пружинными вилками с центрами для фиксации положения лотков относительно ни- тесборников и удерживания щек и нитесборников от осевого смещения относительно опорных втулок. Кроме того, устройство снабжено смонтированньм на раме установленной на общей опоре с подвижной рамой и обхватывающей ее с зазором по П-образному периметру двухпоз щионным отсек телем грубого волокна, а пршвод перемещения подвижной рамы выполнен в виде электроуправляемого пневмоцилиндра, шарнирно связанного с опорным кронштейном. в11 На фиг, 1 изображено устройстве общий на фиг. 25- ,то же - вид слева на фиг, 3 - узел нитесборниKaJ на фиг. 4 - то же, вид слева. Устройство содержит опорный кронштеин 1, на котором шарнирно установле на подвижная рама 2 с возможностью занимать два положения: рабочее А и исходное для заправки волокна В (фиг. 1). Рама 2 снабжена приводом перемещения в виде электроуправляемого (не показано) пневмоцилиндра 3 с поршнем 4 и штоком 5, кинематически шарнирно связанного с кронштейном 1 и рамой 2. На кронштейне 1 последовательно (по ходу подачи замасливателя от цеховой системы) установлены регулировочный вентиль 6 и пробковый кран 7, поворотная пробка которого кинематически шарнирными рычагами 8 и 9 связана с рамой 2, на которой закреплен трубчатый распределитель 10 замасливателя, соединенный через входной патрубок 11 гибким шлангом 12 с пробковым краном 7. На распределительных патрубках 13 распределителя 10 укреплен ряд опорных втулок 14 с входными радиальными отверстиями 15 и противоположными выходными радиальньми секторньми пазами 16. Внутри каждой из опорных втулок 1 с эксцентриситетом 6 установлен нйтесборник 17 в виде цилиндра с желобом по окружности так, что желоб нитесборника 17, радиальный секторный паз 16 и радиальное отверстие 15 опо ной втулки 14 имеют общую плоскость симметрии. На каждой из ; опорных втулок 14с двух сторон ее радиального секторного паза 16 установлены попарно диско вые щеки 18 с плоскостями 19, ограни ченными радиусом ft , по которому плоскости 19 переходят в расходящиес конические поверхности 20 щек 18, Ди ковые щеки 18 посажены на опорные втулки 14 концентрическими гнездами 21 и одновременно служат з.аглушка ми торцов опорных втулок 14. Кроме того, диЬковые щеки 18 имеют зксцент ричные гнезда 22, которыми нитесборник 17 удерживается внутри втулки 14 Таким , на подвижной раме 2 расположен по одной оси с шагом i , равным длине паковки нити (не показа 5 но, ряд нитесборников 17 по числу формируемых комплексных нитей. На подвижной раме 2 под каждым из нитесборников 17 шарнирно установлен наклонный лоток 23 с пазом 24 для нити. Под нижними концами лотков 23 на раме 2 установлен сточный коллектор 25, соединенный гибким шлангом 26 с цеховой системой сбора и возврата излишков замасливателя (не показан). Каждый из лотков 23 снабжен пружинной вилкой 27 с центрами, которсяй зафиксировано положение лотка 23 относительно нитесборника 17 и которая удерживает щеки 18 и нитесборник 17 от осевого смещения относительно втулки 14. На подвижной раме 2 над рядом нитесборников 17 установлена делительная гребенка 28, которая имеет над каждым из нитесборников 17 отверстие 29, переходящее в заводной паз 30,| кромки которого переходят в расходящиеся зубья 31 гребенки 28. Устройство снабжено отсекателем 32 грубого волокна, которьА установлен с возможностью занимать два положения С и D (фиг. 1) на раме 33, охватьгоающей подвижную раму 2 с зазором по П-образному периметру и имеющей общую с рамой 2 опору. Устройство установлено в технологической стеклопрядильной линии для получения из одного фильерного стеклоплавильного сосуда (питателя) с приемом на отдельные паковки ряда комплексных нитей между фильерным сосудом и приемно-вытяжным устройством (не показано).Управление пневмоцилиндром вьтолнено от электрошкафа управления технологической линии через электропневмоклапан (не показаны). Устройство работает следующим образом. В;.исходном для заправки положения подвижная рама 2 с расположенными на ней элементами 10, 14, 17, 18, 23 25 и 28 занимает положение В, отсекатель 32 грубого волокна - положение С (D обозначено условными линиями на фиг. 1). При этом вентиль 6 заранее отрегулирован на требуемый расход замасливателя, пробковьм краном 7 перекрыта подача замасливателя, а поршень 4 и шток 5 превмоцилиндра 3 находятся в нн/кнем положении. Множество грубых незамасленных волокон 34 заправлено на бобинодержатель, находящийся в резервном положении, и вытягивается из фильер сосуда на низкой заправочной скорости в плоскостях свободной намотки, положение которых определено расположением фильерного поля сосуда (не показано) . При переключении электропневмоклапана сжатый воздух поступает в нижнюю часть цилиндра 3, отжимает поршень 4 со штоком 5 в верхнее положение и перемещает раму 2 в положение А. С началом- перемещения рама 2 посредством шарнирных рычагов 8 и 9 поворачивает пробку крана 7, подавая замасливатель через шланг 12 и патрубок 13 в распределитель 10, из которого по распределительным патрубкам 13 замасливатель поступает через отверстия 15- внутрь опорных втулок 14 заполняет их и оттуда через секторные пазы 16заполняет зазйры между плоскостями 19 щек 18, образуя между плос костями 19 против секторных пазов 16 объемы, ограниченные по радиусу R плоскостей 19 менисками 35 (фиг. 3 и 4), образуемыми за счет сил поверхностного натяжения жидкости (замасливателя). Одновременно с началом перемещеНИН рамы 2 зубья 3 гребенки 28 .входят в множество вытягиваемых в свободных плоскостях грубых незамасленных волокон 34, разделяют множество волокон на пряди, перемещая соответственно положение их плоскостей свободной намоткой. Пряди входят в заводные пазы 30 гребенки 28, затем в объемы замасливателя меткду плоскостями 19 щек 18, далее, по мере движения гребенки 28, пряди освобождаются кромками заводных пазов 30, попадают в отверстия 29 гребенки 28, входят через радиальньге секторные пазы 16 вну-трь опорных втулок 14, укладываются в желоба нитесборников 17, изгибаются ими, образуя при завершении движения рамы 2 в положение А выпе нитесборников 17 веера волокон 36, а ниже нитесборников- 17 - ряд сформированных замасленных комплексных нитей из грубых волокон занимающих положение 37 и вытягиваемых в их плоскостях свобод|ной намотки, положение которых определено расположением нитесборников 17, Далее скорость вытягивания увеличивается от заправочной до рабочей, при этом волокна утоняются и ряд комп лексных нитей .доводится до заданной линейной плотности. Затем брбинодержатель приемно-вытяжного устройства переводится из резервного положения в рабочее. В ходе перевода ряд комплексных нитей входит в соответствующие нитеводители (не показаны) и начинается непрерывная намотка ряда паковок с автоматической перезаправкой ряда нитей без прекращения процесса вытягивания (не показано). При этом ряд нитей в устройстве переходит из положения 37 в положение 38. В ходе технологического процесса веера волокон 36 проходят через обвемы замасливателя между плоскостями 19 щек 18 и внутри втулок 14, формируются в среде замасливателя в желобах нитесборников 17 в комплексные нити., которые движутся в среде замасливате- ля в желобах нитесборников 17 в устойчивом режиме жидкостного трения, при увеличении времени полного всестороннего контакта каждого волокна с замасливателем, соответствующем отношенрш двух радиусов R плоскостей 19 щек 18 k скорости вытягивания, имея при этом по одному технологически необходимому контакту с желобом нитесборника для каждой из нитей. При этом объемы замасливателя между плоскостями 19 щек 18, периферийные относительно опорных втулок 14, непрерывно расходуемые за счет уноса замасливателя волокнами и нитями и непрерывно восполняемые подачей замасливателя внутрь объемов через радиальные ректорные пазы 16, не о раниченные снизу и сбоку, при наличии сил гравитации и трения, движущихся в жидкости волокон и нитей, удерживаются и сохраняют форму непрерывно во времени за счет избыточного давления под искривленной поверхностью (мениском 35) жидкости (давления Лапласа), образуемой силами поверхностного натяжения жидкости (замасливателя) по радиусу между плоскостями 19 шек 18. Стабилизации формы этих объемов во времени способствует трение жидкости (замасливателя) о плоскости 19 щек 18 и эксцентричное расположение , нитесборнГиков 17 относительно втулок 14, за счет которого сопротивле-, ние подаче замасливателя в верхнюю часть объемов меньше, чем в нижнюю, что частично компенсирует в динамике
силы гравитации и трения волокон и нитей в жидкости. Кроме того, эксцентриситет позволяет увеличить ширину раскладки нитей на паковках (не показано).
Регулировка количества подаваемого от цеховой системы в устройство замаслив атёля выполняется вентилем 6 дистанционно в ходе технологического процесса таким образом, что мениски 35 занимают положение по дугам с радиусом R , и при этом замасливатель не вытекает с нижней стороны менисков 35. Вентилем 6 периодически дистанционно в ходе технологического процесса вьтолняется профилактическая промывка нитесборников 17 и щек 18 путем кратковременной подачи з.нмасливателя с избытком (течение струй замасливателя с нижней стороны менисков 35).
Излишки замасливателя, сбрасываемые с нитей при выходе из менисков 35 по лоткам 23 стекают в коллектор 25 и через шланг 26 -поступают в цеховую
систему сбора для повторного использования. Гребенка 28, установленная над нитесборниками 17, помимо выполнения функций прядеразделения и заводки прядей в нитесборники 17 при перемещении рамы 2 из положения В в положение А, выполняет в положении А функ цию отсечения воздушного потока, увлекаемого множеством вытягиваемых волокон 36, что снижает интенсивность образования аэрозоля замасливателя под нитесборниками, а в сочетании с рамой 2 и ограждением приемно-вытяжного устройства гребенка 28 в положении А капсулирует всю зону выделения аэрозоля замасливателя от рабочей зоны оператора и исключает вынос аэрозоля замасливателя конвекционными воздушными потоками в подфильернзто зону формования волокна.
При обрьгое волокон переключением электропневмоклапана сжатый воздух подается в верхнюю часть цилиндра 3, отжимает поршень 4 со. штоком 5 вниз, перемещая раму 2 с элементами 10, 14, 17, 18, 23, 25 и 28 из положеНИН А в положение В. При этом движении рама 2 посредством шарнирных рычагов 8 и 9 Поворачивает пробку крана 7 перекрывает подачу замасливателя. Отсекатель 32 переводится из поло
жения D. в положение С, в котором перекрывает доступ капель расплава и грубых волокон в рабочую зону.
По мере заправки всего множества грубых волокон отсекатель 32 переводится из положения D в положение С множество грубых волокон заправляется на бобинодержатель в резервном положении, вращающийся в заправочной скоростью (не показано), и занимает начальное положение, после чего повторяется работа устройства, как описано.
Периодически, в периоды профилактических осмотров ycтpoйcтвa по мере износа нитесборников 17 производится их замена, для чего лотки 23 отжимаются вниз на шарнирах, освобож дая щеки 18 от пружинных вилок 27, щеки 18 снимаются с опорных втулок 1 освобождая нитесборники 17. Установка новых нитесборников производится в обратном порядке.
Технико-экономическая эффективность от использования изобретения выражется в возможности для всего промьшленного ассортимента комплексной стеклонити повышения производительности труда и оборудования в стелопрядении в два и более раз путем получения из одного фильерного сосуда с приемом, на отдельные паковки ряда комплексных нитей при сокращени времени на обслуживание устройства за счет сокращения количества и повторяемости ручных операций, возможноти автоматизации операций подачи и перекрытия замасливателя. прядеразделения и заводки ряда прядей в ряд нитесборциков, а также повышения качества нити путем увеличения времени и стабилизации всестороннего контакта волокон с,, замасливателем, стабилизации режимов формирования нитей и жидкостного трения (сокращения обрывности) за счет прохода волокон и нитей в устройстве через объем замаслив ателя.
Кроме того, эффект достигается путем возможности улучшения условий труда операторов за счет исключения прямого контакта рук операторов с заМасливателем и органов дыхания с аэрозолем замасливателя при обслужив нии устройства. lr J
30 3
к /fi w
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ УДАЛЕНИЯ ПЕЧАТНОЙ КРАСКИ ОТ МАКУЛАТУРЫ | 2020 |
|
RU2744563C1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Промывной клапан для туалетов и т.п. приборов | 1925 |
|
SU1953A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЗАМАСЛИВАЮЩЕЕ УСТРОЙСТВО | 0 |
|
SU283526A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
