Известные приспособления для формования внутренней винтовой резьбы в пластичном стеклянном изоляторе, снабженные резьбовым керном, укрепленным в шпинделе и совершающем враш,ательно-поступательное движение от пневмоцилиндра, обладают тем недостатком, что положение резьбового керна по высоте погружения в стеклянный изолятор не регулируется, а вертикальное перемеш;ение его совершается медленно.
Предлагаемое приспособление лишено этого недостатка благодаря тому, что оно снабжено пневмоцилиндром, в полый шток которого вмонтирована резьбовая втулка с перемеш,аюш,имся в ней хвостовиком шпинделя, несущего керн. Перемещая по винтовой нарезке хвостовик шпинделя, можно вертикально перемещать и керн, а следовательно регулировать глубину его погружения в изолятор.
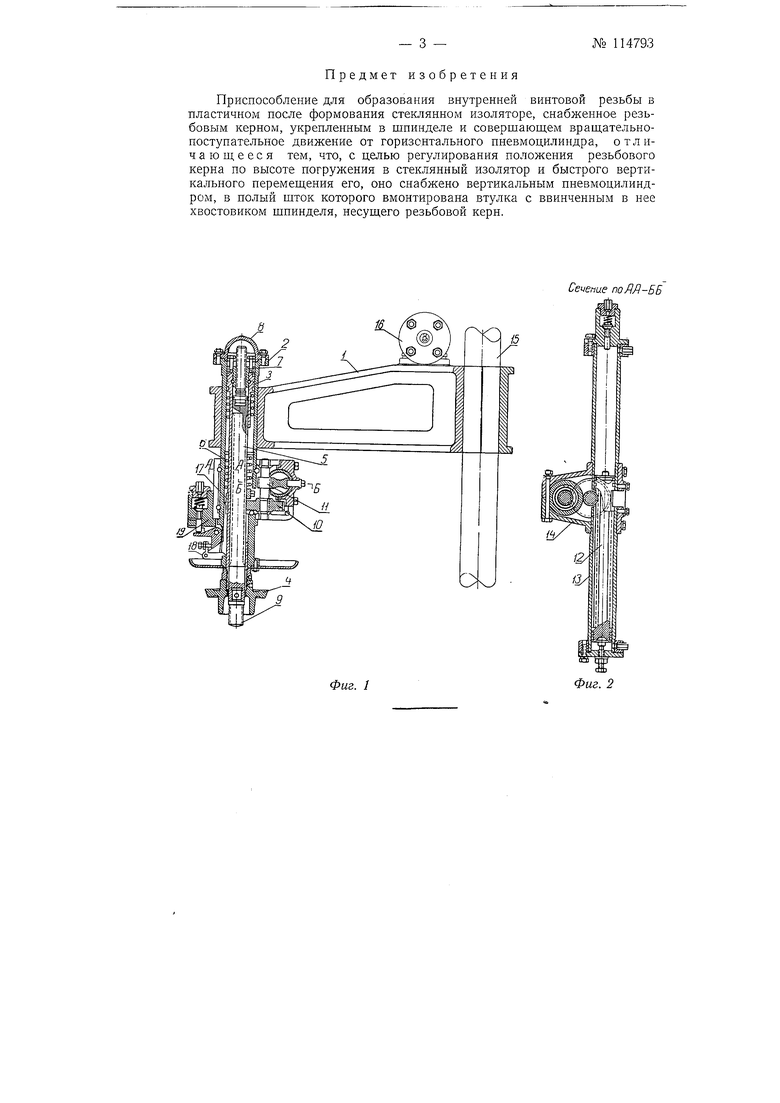
На фиг. 1 изображен общий вид предлагаемого приспособления; на фиг. 2 - разрез по АЛ-ББ.
Приспособление состоит из разъемного литого кронштейна /, пневмоцилиндра 2 с полым штоком 3, нажимного центрирующего грибка 4, шпинделя 5, возвратной пружины 6, резьбовой втулки 7 и крыщки 8.
Резьбовая втулка является копиром для нарезания резьбы в изоляторе. Шаг резьбы втулки равен шагу резьбы изолятора.
В нижней части шпинделя крепится резьбовой керн-метчик 9. Верхняя часть шпинделя заканчивается резьбовым стержнем-хвостовиком, входящим в резьбовую втулку. Средняя часть шпинделя снабжена длинными шлицами, которые зацепляются с зубьями шестерни 10. Последняя сидит на одной оси с шестерней 11, которая зацепляется с зубьями рейки-скалки 12 пневмоцилиндра 13.
Пневмоцилиндр /5 зажимается половинками и крышкой редуктора 14, который, в свою очередь, неподвижно закреплен болтами на пневмо№ 114793- 2 -
цилиндре 2. Приспособление крепится на центробежной колонне /5 стеклоформующего пресса.
С одной стороны пневмоцилиндра 13 установлен кланан 19, управляющий золотником 16.
Пневмоцилиндр 2 служит для ускоренного вертикального подвода резьбового керна к изолятору и отвода керна от него.
Пневмоцилиндр 13 служит для придания с помощью шестерен редуктора реверсивного винтового вращения резьбовому керну при его внедрении в стекло. Регулировка положения резьбового керна по высоте осуществляется поворачиванием резьбовой втулки.
Управление началом ввинчивания резьбового керна в стекло осуществляется воздействием фасонной щпонки 17 (при ее движении вниз) на рычаг 18 и клапан 19.
Питание цилиндров сжатым воздухом осуществляется таким образом, что в автоматическом цикле приспособление работает параллельно с прессовым цилиндром автомата.
Время выдержки резьбового керна в стекле регулируется либо специальным реле времени, либо аналогично регулировке продолжительности выдержки основного прессующего керна автомата.
Пневмоцилипдр 2 при опускании полого щтока 3 питается воздухом от золотника прессового цилиндра автомата. Опускание полого штока продолжается до отказа центрирующего грибка 4 в форму. При этом возвратная пружина 6 сжимается.
В опущенном положении фасонная щпонка /7 нажимает на рычаг /. и клапан 19, который подает импульс на золотник. Под действием этого импульса золотник открывает путь сжатому воздуху в Пневмоцилиндр 13. При этом рейка-скалка 12, передвигаясь под давлением воздуха, своими зубьями приводит в движение щестерни 10 и //, которые сообщают щпинделю 5 и резьбовому керну-метчику 9 винтовое движение, чем и достигается формование резьбы в изоляторе.
Ход рейки-скалки рассчитан так, что он соответствует заданной длине резьбовой части изолятора.
Обратный ход рейки-скалки, соответствующий вывинчиванию резьбового керна из изолятора, совершается следующим образом.
В конце своего хода рейка-скалка воздействует на клапан, подающий импульс на обратный ход золотника 16. При этом золотник 16 открывает путь сжатому воздуху в противоположный конец пневмоцилиндра 13, отчего рейка-скалка получает обратное движение.
Отвод резьбового керна со щпинделем от изделия в исходное положение совершается за счет обратного хода полого щтока 3 под воздействием силы возвратной пружины 6.
Таким образом завершается очередной цикл работы приспособления.
На случай несрабатывания клапана должна быть предусмотрена блокировка (на чертеже не показана), предотвращающая вывинчивание резьбового керна из изолятора до начала очередного поворота прессового стола, с использованием цилиндра стопора стола аналогично блокировке прессового механизма автомата.
Центрирующий грибок 4, резьбовая втулка 7 и резьбовой керн-метчик 9 являются сменными элементами и меняются в зависимости от заданной резьбы изолятора и размеров формового комплекта.
В зависимости, от размера высоты формового комплекта все приспособления может изменять свое положение по высоте путем вертикального перемещения в кронщтейне /.
Предмет изобретения
Приспособление для образования внутренней винтовой резьбы в пластичном после формования стеклянном изоляторе, снабженное резьбовым керном, укрепленным в шпинделе и совершающем враш,ательнопоступательное движение от горизонтального пневмоцилиндра, отличающееся тем, что, с целью регулирования положения резьбового керна по высоте погружения в стеклянный изолятор и быстрого вертикального перемещения его, оно снабжено вертикальным пневмоцилиндром, в полый щток которого вмонтирована втулка с ввинченным в нее хвостовиком шпинделя, несущего резьбовой керн.