В существующих установках для изготовления полых стеклоблоков прессование каждого полублока производится раздельно на отдельных прессах, а сварка двух полублоков в целый стеклоблок - отдельно стоящей сварочной машиной. Транспортирование полублоков к сварочной мащине осуществляется специальным транспортером.
Такая технология обладает рядом недостатков, например наличием вспомогательных операций по извлечению отпрессованных нолублоков из ирессформ, по переносу этих полублоков на промежуточный транспортер, по съему полублоков с транспортера и установки их в гнезда сварочного агрегата.
Конструктивное оформление этих установок в виде двух машин - прессовой и сварочной с самостоятельными приводами, пневматическими и механическими устройствами, а также необходимость применения про.межуточного транспортера между этими машинами требует большой производственной илощади, усложняет обслуживание, влечет большой расход топлива.
Предлагаемая машина свободна от указанных недостатков, так как обеспечивает выработку готовых стеклоблоков на одном агрегате без промежуточных операций съема полублоков и передачи их на какую-либо отдельно стоящую сварочную мащину.
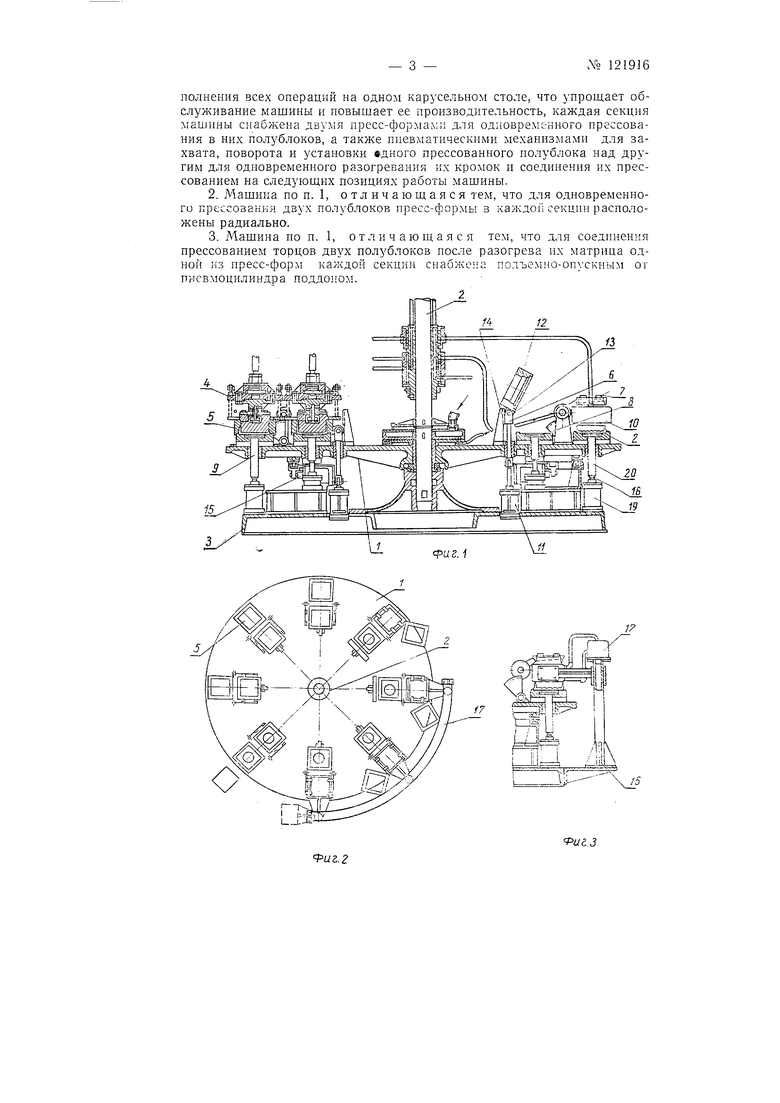
На фиг. 1 показана машина в разрезе; на фиг. 2 - тс же, в плаке; на фиг. 3 - горелка, боковой вид.
Машина представ.ляет собой периодически вращающийся многосекционный стол 1, смонтированный на центральной колонне 2, закрепленной на плите основания 3. Привод стола может быть выполнен механическим, пневматическим или гидравлическим. Прессовый механизм 4 может быть снабжен пневматическим, пневмомеханическим или пневмогидравлическим приводным устройством. Кажда.я однотипная рабочая
№ 121916
секция вращающегося стола полностью обеспечивает технологический цикл сдновременкого прессования двух полублоков и их сварки. Секция состоит из двух пресс-форм 5, расноложенных в радиальном направлении, двух механизмов 6 подъема и поворота формовых колец каждой пресс-формы, пары хваткое 7 с зажимным и поворотным устройством 8 и двух механнзмов 9 для подъема поддонов пресс-форм. Все эти устройства работают с помощью пиевмоцилиидров, установленных под вращающимся многосекционным столом 1 иа плите основания 3.
Возможны варианты механического илн гидравлического привода указанных устройств.
Над столом машины установлены подвнжные горелки 10, которые на соответствующих позициях производят разогрев кромок полублоков перед их сваркой.
Работа всех пневмомеханизмов регламентируется во времени не показанным на чертеже типовым синхронизатором, установленным на плите основания 3.
Технологический процесс начинается на позиции / с одновременной ( двух капе.:;ь сте.чла г, обе лресс-формы очередной секции, где н осуществляется прессование двух полублоков. После окончания прессования стол поворачивается на // и затем на /// позицию, где происхоД:т осгызаимс 1 ;зьдержка пслублоков з пресс-формах.
На позиции IV шток пневмоцилиндра 11, помещенного под второй пресс-формой, поднимает формовое кольцо 12 над отпрессованным полублоком. При дальнейшем движении вверх формовое кольцо с помощью шестерни 13 н вертикальной рейки 14, установленной на столе возле пресс-формы, поворачивается вокруг горизонтальной оси, освобождая пространство над полублоком второй нресс-формы. Одновременно с этнм аналогично совершается нодъем формового кольца первой пресс-формы и его поворот в горизонтальной плоскости. Освобохчде пый от формового кольца полублок второй пресс-формы захватывается хватками и с помощью щтока пнев;110н,илиидра/5 поворачивается в рабочее положение на 180, таким образом устанавливается точно над полублоком первой нресс-формы. Расстояиие между обоими полублоками соответствует размеру горелки для разогрева периметров краев обоих полублоков.
Вместо подвижных возможно применение неподвижных горелок, смонтированных на стойке 16, установленной у мащины. На той же стойке укреплен рассивер 17 для питания неподвижных горелок газом.
На позициях V и VI оба полублока разогреваются так, что их края становятся пластичными. В это же время совершается опускание поддока второй пресс-формы и возврат ее формового кольца на свое место. На позиции VII горелка отводится в сторону, а находящийся под первой, пресс-формой шток 18 иневмонилиндра 19 поднимает толкатель 5(9 с поддоном 21 вверх, сближая разогретые края обоих нолублоков так, что в конце хода края нижнего нолублока вминаются в края верхнего, благодаря чему и совершается сварка обоих полублоков в готовой стеклоблок. Затем толкатель е ноддоно ; нервой пресс-формы опускается, формовое кольцо поворачивается н также опускается в исходное ноложеfiiie. На нозицни VJII готовый стеклоблок снимают.
Предмет изобретения
1. Многосекциониая мащина для изготовления полых стеклоблоков, снабженная горелками, а смонтированными на поворотном карусельном столе пресс-формами, от л и t; а ю ш а я ся leM, что, с целью вы

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для формования стеклянного изолятора | 1957 |
|
SU125351A1 |
| Многоячейковая пресс-форма | 1958 |
|
SU118597A1 |
| Установка для формования плоского трубчатого стеклянного змеевика | 1958 |
|
SU122587A1 |
| Комплект рыскрывных форм для выработки стеклянных подвесных изоляторов на пресс-автоматах общего назначения (типа РВМ) | 1957 |
|
SU123071A1 |
| Устройство для изготовления гнутых стеклянных трубчатых изделий | 1958 |
|
SU119664A1 |
| Способ изготовления гнутых стеклянных трубчатых изделий | 1961 |
|
SU148885A1 |
| Приспособление для образования внутренней винтовой резьбы | 1957 |
|
SU114793A1 |
| Переставитель стеклянных блоков | 1955 |
|
SU107941A1 |
| Приспособление к сварочной машине для перестановки стеклянных полу блоков с формующей машины | 1949 |
|
SU99948A1 |
| Машина для сварки стеклоблоков | 1980 |
|
SU935484A1 |