Для выработки стеклянных подвесных изоляторов на пресс-автоматах общего назначения (типа РВМ) с прессовыдуванием полости головки изолятора применяют комплекты раскрывных форм, содержащие форму тарельчатой части изолятора, а также черновую и чистовую формы головки.
Предлагаемый комплект отличается от известных аналогичных комплектов тем, что створки формы тарельчатой части имеют заплечики для ее запирания черновой формой головки и упоры для ее раскрывания створками чистовой формы головки. Такое выполнение комплекта позволяет значительно улучщить качество внутренней поверхности изолятора.
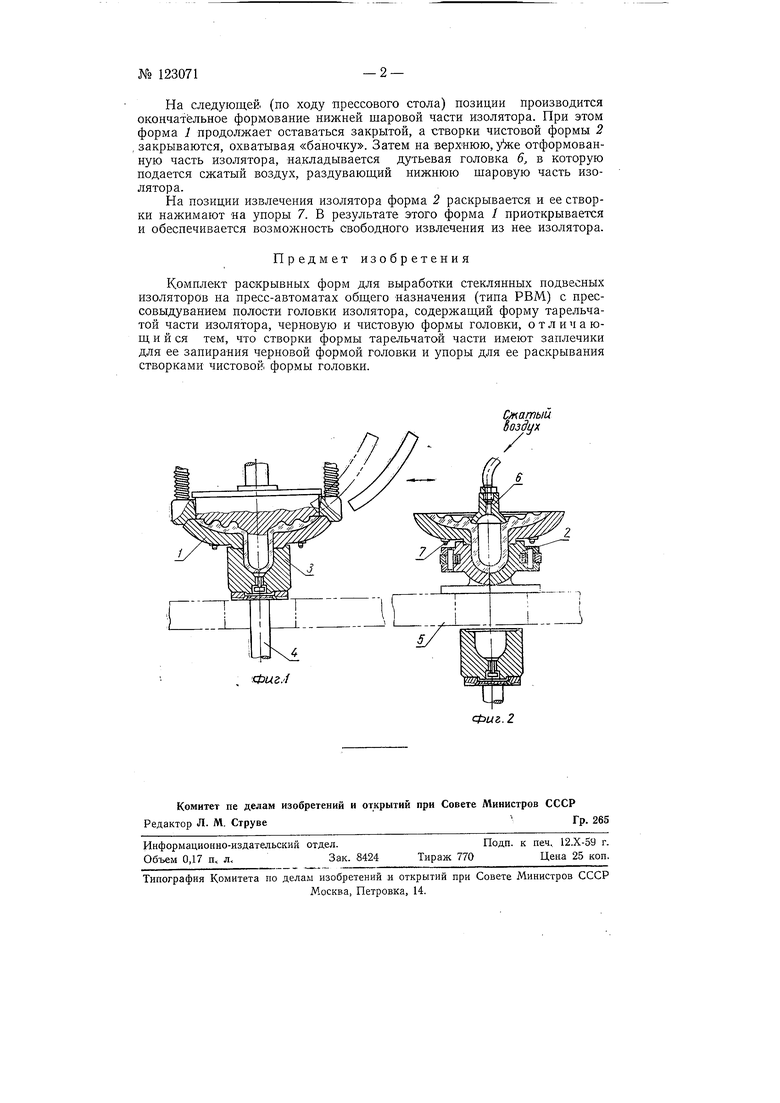
На фиг. 1 и 2 изображены схемы установки предлагаемого комплекта на позициях пресс-автомата.
Комплект состоит из трех раскрывных форм: форма / предназначена для формования верхней тарельчатой части изолятора, форма 2- для чистовой, формовки нижней щаровой части изолятора, и форма 3 для черновой формовки «баночки щаровой части.
Формовка изолятора производится в два приема на двух соседних позициях прессового стола. Вначале осуществляется прессование наружного и внутреннего контуров верхней тарельчатой части изолятора в форме / и одновременное предварительное прессование «баночки нижней щаровой части изолятора в форме 5. При этой операции форма 5 опирается на поднятый щток 4 пневмоцилиндра, форма / верхней тарельчатой части изолятора закрыта, а створки формы 2 раскрыты, вследствие чего освобождается место для прохода формы 3. После прессования, перед началом движения прессового стола, щток 4 пневмоцилиндра опускается, увлекая за собой и черновую, форму 3, которая уходит под прессовый стол 5.
На следующей, (по ходу -прессового стола) позиции производится окончательное формование нижней шаровой части изолятора. При этом форма 1 продолжает оставаться закрытой, а створки чистовой формы 2 , закрываются, охватывая «баночку. Затем на верхнюю. Уже отформованную часть изолятора, накладывается дутьевая головка 6, в которую подается сжатый воздух, раздуваюш,ий нижнюю шаровую часть изолятора.
На позиции извлечения изолятора форма 2 раскрывается и ее створки нажимают на упоры 7. В результате этого форма / приоткрывается и обеспечивается возможность свободного извлечения из нее изолятора.
Предмет изобретения
Комплект раскрывных форм для выработки стеклянных подвесных изоляторов на пресс-автоматах общего назначения (типа РВМ) с прессовыдуванием полости головки изолятора, содержащий форму тарельчатой части изолятора, черновую и чистовую формы головки, отличающ и и ся тем, что створки формы тарельчатой части имеют заплечики для ее запирания черновой формой головки и упоры для ее раскрывания створками чистовой, формы головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для формования стеклянного изолятора | 1957 |
|
SU125351A1 |
| Многосекционная машина для изготовления полых стеклоблоков | 1958 |
|
SU121916A1 |
| Многоячейковая пресс-форма | 1958 |
|
SU118597A1 |
| Приспособление для образования внутренней винтовой резьбы | 1957 |
|
SU114793A1 |
| Установка для формования плоского трубчатого стеклянного змеевика | 1958 |
|
SU122587A1 |
| Устройство для изготовления гнутых стеклянных трубчатых изделий | 1958 |
|
SU119664A1 |
| Способ изготовления гнутых стеклянных трубчатых изделий | 1961 |
|
SU148885A1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
Фиг.-f
