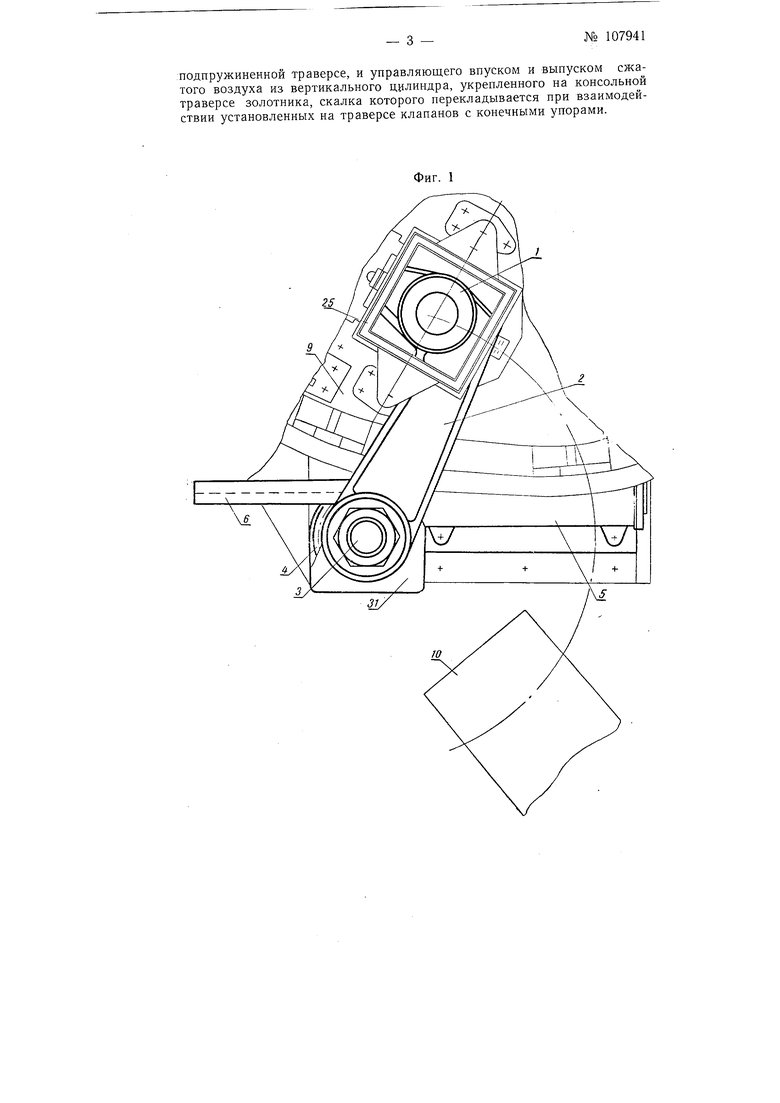
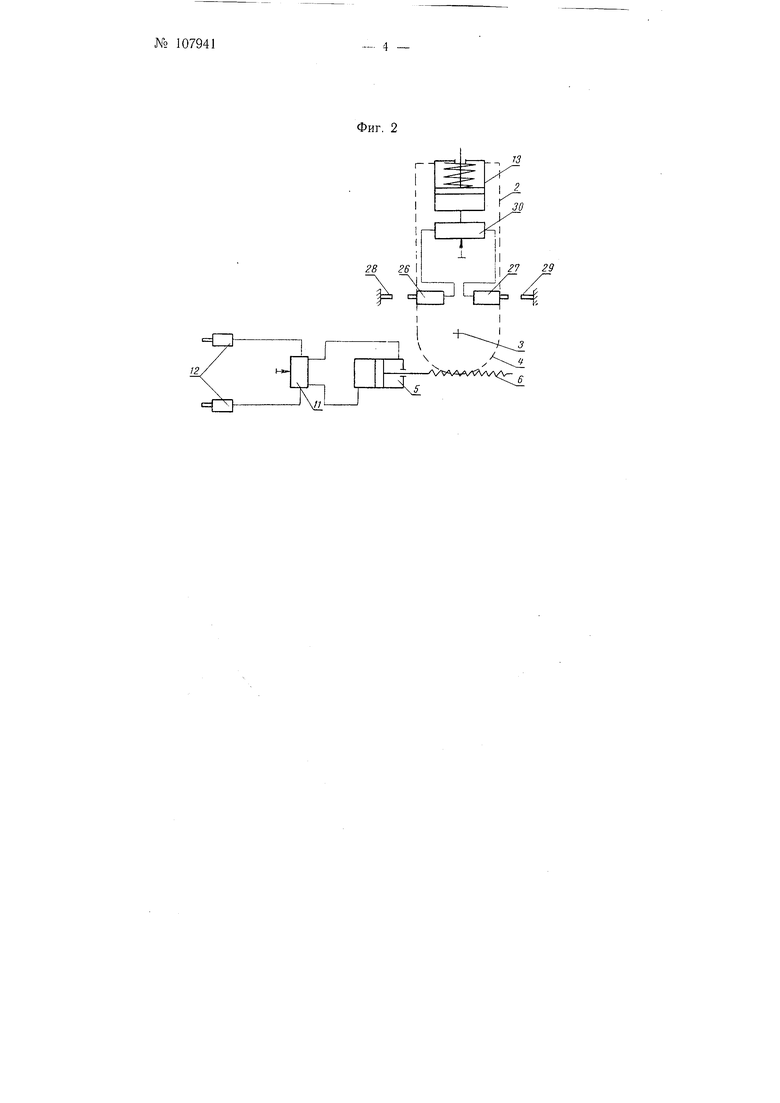
Клещевые шарнирные захваты для переноса строительных камней известны. Захваты такого типа не могут быть применены для перестановки готовых стеклянных блоков со стола прессо-сварочной машины на транспортер, ведущий к печи для отжига. Причина этого в том, что расстояние по высоте между готовым блоком, лежащим на поддоне, и формовым устройством по технологическим соображениям не может быть увеличено настолько, чтобы между ними мог поместиться клещевой захват обычного типа. Вместе с тем ограниченность характера выполняемой однотипной операции перестановки делает излишним маневренность известных устройств и позволяет полностью автоматизировать действие переставителя. Переставитель стеклянных блоков с формующей их машины на транспортер согласно изобретению выполнен в виде поворотной в вертикальном направлении, с реечно-шестеренным приводом от пневматического цилиндра траверсы, несущей на конце другой пневматический цилиндр с подпружиненным порщнем, шарнирно соединенным с захватами, монтированными на ограниченно подвижной в вертикальном направлении подпружиненной траверсе. Управление обоими пневматическими цилиндрами автоматизировано путем взаимодействия золотников, управляющих впуском и выпуском сжатого воздуха из пневматических цилиндров с конечными ограничителями поворотной траверсы и устройствами, синхронизирующими работу переставителя с работой формующей мащины. Предлагаемый переставитель стеклоблоков полностью автоматизирован. На фиг. 1 показан общий вид переставителя стеклоблоков в плане; на фиг. 2 - схема автоматического управления переставителем стеклоблоков; на фиг. 3 - головка переставителя стеклоблоков в разрезе. Головка / переставителя стеклоблоков жестко укреплена на конце траверсы 2, консольно закрепленной на вертикальном валу 3, на
№ 107941
который посажена шестерня 4, находящаяся в зацеплении с соединенной со штоком поршня горизонтального пневматического цилиндра 5 зубчатой рейкой 6.
Перемещением поршня цилиндра 5 траверса Р нереводится из одного крайнего положения в другое. В одном крайнем положении (фиг. 1) головка / переставителя занимает положение под отформованным блоком 7, лежащим на поддоне 8, в другом крайнем положении - над помещенным с прессо-сварочным автоматом 9 транспортером 10. Воздух в цилиндр 5 подается через золотник 11, управляемый от клапанов 12 синхронизатора автомата, согласующего работу переставителя стеклоблоков с работой прессо-сварочного автомата 9.
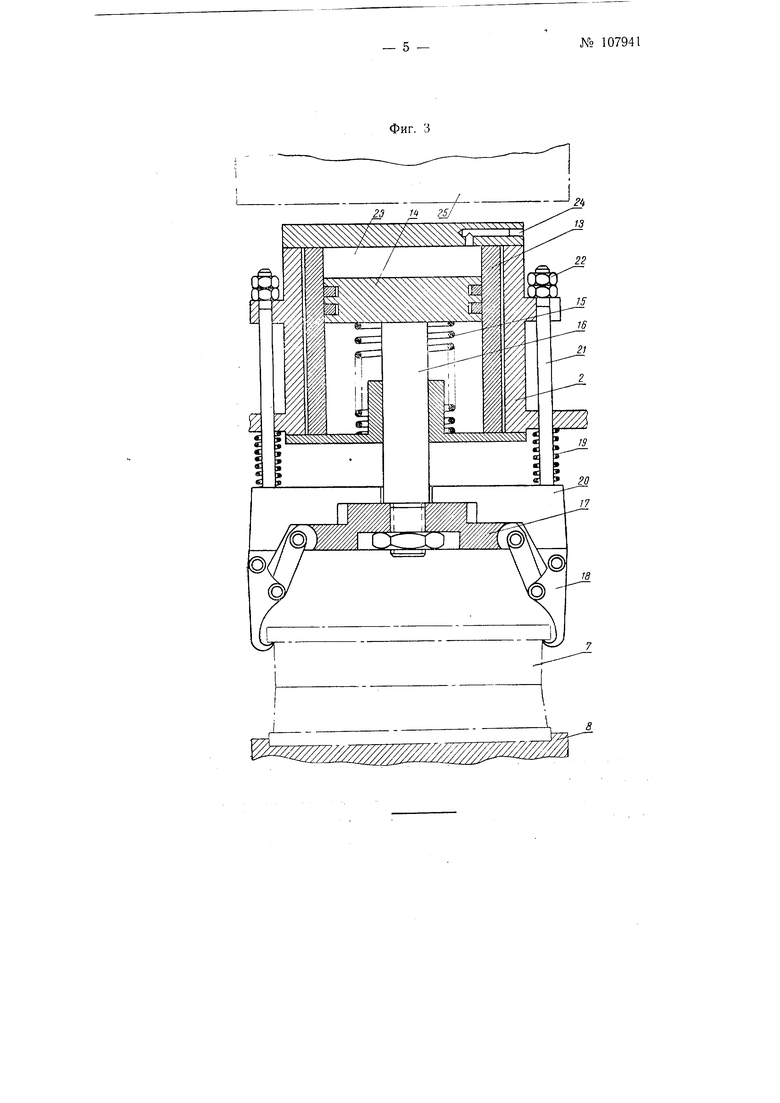
Головка 1 переставителя стеклоблоков состоит из вертикального пневматического цилиндра 13 с поршнем 14, подпружиненным пружиной 15.
На нижнем конце штока 16 поршня 14 укреплена траверса 17, шарнирно связанная с захватами 18. Захваты 18 шарнирно укреплены на другой подпрзжиненной пружинами 19 траверсе 20, которая движется в вертикальных направляющих 21, будучи ограничена в своем движении положением гаек 22. Пружина 19 слабее пружины 15 и поэтому при отсутствии давления в рабочей полости . цилиндра 13 поршень 14 находится в крайнем верхнем положении, и траверса 17 максимально подтянута вверх, причем вверх несколько поднята также и траверса 20, что соответствует положению сжатия блока 7 крючкообразными захватами 18.
При подаче в рабочую полость 23 через отверстия 24 сжатого воздуха поршень 14 переходит в крайнее нижнее положение, обе траверсы 17 и 20 идут вниз, захваты 18 раздвигаются и опускаются вниз. Такое положение соответствует холостому ходу траверсы 2, оставившей освобожденным ею стеклянный блок 7 на конвейере 10 и возвращающейся в другое крайнее положение под формующее устройство 5.
Впуском и выпуском сжатого воздуха из цилиндра 13 управляют клапаны 26 и 27, которые в крайних положениях траверсы 2 нажимают на концевые упоры 28 н 29 vi этим продвигают скалку золотника 30 в ту или иную сторону, соответственно соединяя рабочую полость 23 цилиндра 13 с атмосферой или с источником сжатого воздуха.
Переставитель стеклоблоков смонтирован на отдельной станине 31, установленной на станине сварочной машины.
Предмет, изобретения
Переставитель стеклянных блоков с формующей их машины на транспортер, отличающийся тем, что, с целью полной автоматизации его действия, он состоит из входящей в промежуток между поддоном и рабочим органом формующей машины в поднятом положении консольной траверсы, поворачиваемой вокруг укрепленной на станине машины вертикальной оси пневматическим цилиндром, управляемым посредством золотника, связанного с рабочим органом формующей машины клапанами, помещенного па конце консольной траверсы вертикального пневматического цилиндра с подпружиненным поршнем, шток, которого с поперечной траверсой шарнирно соединен захватами, монтированными на ограниченно-подвижной в вертикальном направлении
подпружиненной траверсе, и управляющего впуском и выпуском сжатого воздуха из вертикального одлиндра, укрепленного на консольной траверсе золотника, скалка которого перекладывается при взаимодействии установленных на траверсе клапанов с конечными упорами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к сварочной машине для перестановки стеклянных полу блоков с формующей машины | 1949 |
|
SU99948A1 |
| Многосекционная машина для изготовления полых стеклоблоков | 1958 |
|
SU121916A1 |
| Установка для выработки стеклоблоков | 1974 |
|
SU523875A1 |
| Приспособление для формования стеклянного изолятора | 1957 |
|
SU125351A1 |
| Устройство для развальцовки размягченной полости стеклоизделия | 1957 |
|
SU112750A1 |
| Приспособление для образования внутренней винтовой резьбы | 1957 |
|
SU114793A1 |
| ПЕРЕСТАВИТЕЛЬ СТЕКЛОИЗДЕЛИЙ | 1967 |
|
SU201599A1 |
| Машина для сварки стеклоблоков | 1980 |
|
SU935484A1 |
| Переставитель стеклоизделий | 1960 |
|
SU135606A1 |
| Переставитель стеклянных изделий | 1979 |
|
SU789445A1 |
25
31/
Фиг. 2
75
