-Известны установки для изготфления гнутых трубчатых стеклоизделий, в которых изгиб осуществляется при ломощи шаблонов, вокруг которых пропускают размягченную часть трубчатой заготовки. Недостатком таких установок является то, что для формования применяют готовую, холодную стеклянную трубу определенной длины и перед изгибанием ее разогревают при помощи специальных горелокПредлагаемое устройство не имеет этого недостатка, так как изготовление гнутых трубчатых стеклянных изделий осуществляется из бесконечной стеклянной трубы непосредственно у машины, формующей ее.
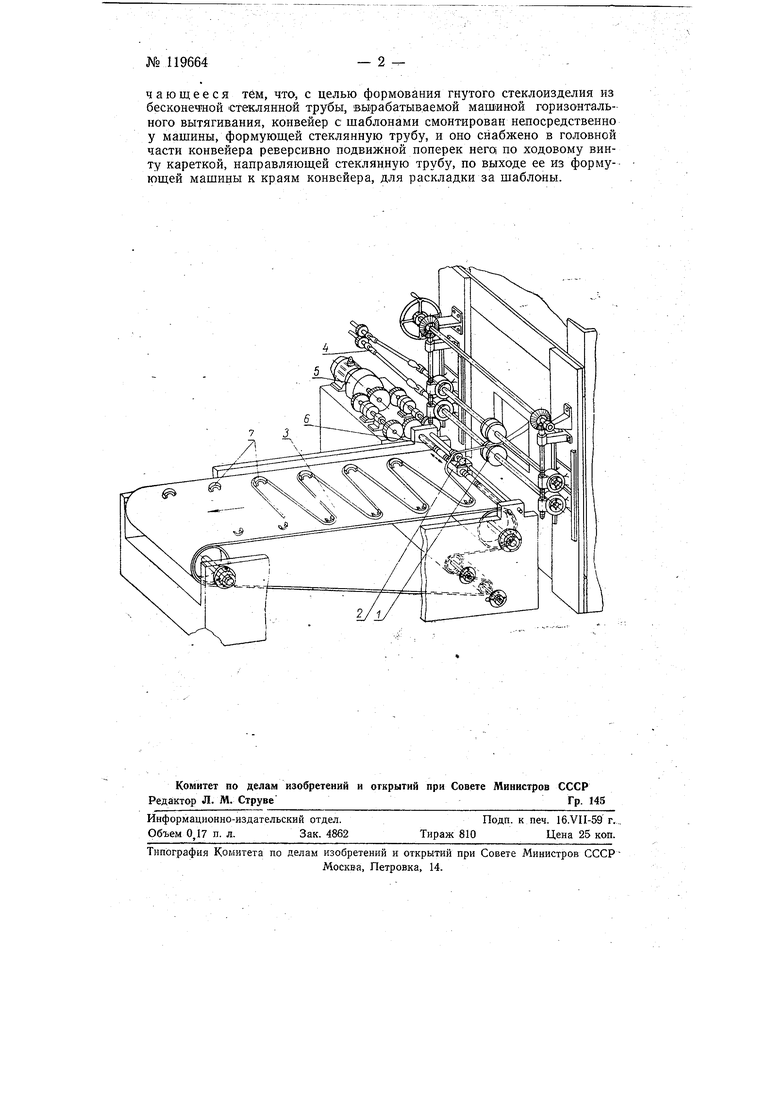
На.чертеже показано предлагаемое устройство. Устройство для выработки, например, плоских стеклянных змеевиков, включает в основном: приводные «тянущие ролики 1, установленные возможно ближе к «луковице вытягиваемой трубы, приводную реверсивную раскладывающую .каретку 2, двухскоростной транспортер 3.
Приводные тянущие ролики предназначены для нормальной подачи вытягиваемой трубы на раскладывающую каретку. Они должны быть снабжены карданным 4 или любым другим приводам, позволяющим легко разводить и сводить их при наладке. Скорость вращения тянущих ро,ликов должна соответствовать линейной скорости вытягивания трубы и изменяться беоступенчато, ддя чего м-ожет быть применен любой привод с бесступенча-тым регулированием скорости вращения.
Приводная раскладывающая каретка снабжена реверсивным электроприводом 5,. воздействующим, на ходовой винт 6 каретки. Движение каретки направлено перпендикулярно к оси транспортера и является периодическим- с небольшими установками на концах пути. Скорость движения каретки должна соот ветствовать скоростям транспортера так, чтобы обеспечивались заданные уклоны колен змеевиков. На транспортере укреплены шаблоны 7, вокруг которых изгибают трубу.
Предмет изобретения
Устройство для изготовления гнутых стеклянных трубчатых изделий, например змеевиков, с изгибанием трубы вокруг профилированных шаблонов, монтированных на конвейере с бесконечной лентой, о тличающееся тем, что, с целью формования гнутого стеклоизделия из бесконечшой стеклянной трубы, вырабатываемой машиной горизонтального вытягивания, конвейер с шаблонами смонтирован непосредственно у машины, формуюшей стеклянную трубу, и оно снабжено в головной части конвейера реверсивно подвижной поперек нега по ходовому винту кареткой, направляюш,ей стеклянную трубу, по выходе ее из форму-юш;е.й машины к краям конвейера, для раскладки за шаблоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых стеклянных трубчатых изделий | 1961 |
|
SU148885A1 |
| Установка для формования плоского трубчатого стеклянного змеевика | 1958 |
|
SU122587A1 |
| Многоячейковая пресс-форма | 1958 |
|
SU118597A1 |
| Приспособление для формования стеклянного изолятора | 1957 |
|
SU125351A1 |
| Многосекционная машина для изготовления полых стеклоблоков | 1958 |
|
SU121916A1 |
| Комплект рыскрывных форм для выработки стеклянных подвесных изоляторов на пресс-автоматах общего назначения (типа РВМ) | 1957 |
|
SU123071A1 |
| Приспособление для образования внутренней винтовой резьбы | 1957 |
|
SU114793A1 |
| Устройство непрерывного действия для изготовления многослойной сетчатой ленты из расплава | 1961 |
|
SU146447A1 |
| Установка для изготовления стеклянных гнутых трубчатых изделий | 1959 |
|
SU131466A1 |
| Устройство для вытягивания изделий из стекла | 1978 |
|
SU785239A1 |