Известны приспособления для формования внутренней винтовой резьбы в пластичном стеклянном изоляторе с помощью вращающегося резьбового керна, укрепленного во вращающемся шпинделе. Поступательно-вращательное движение шпинделя с керном совершается от пнеЕмоцилиндра.
Предлагаемое приспособление предназначено для формования в изоляторах полости, не имеющей резьбы. С этой целью в шпинделе укреплен не резьбовой керн, а два ролика, обкатывающих поверхность формуемой полости.
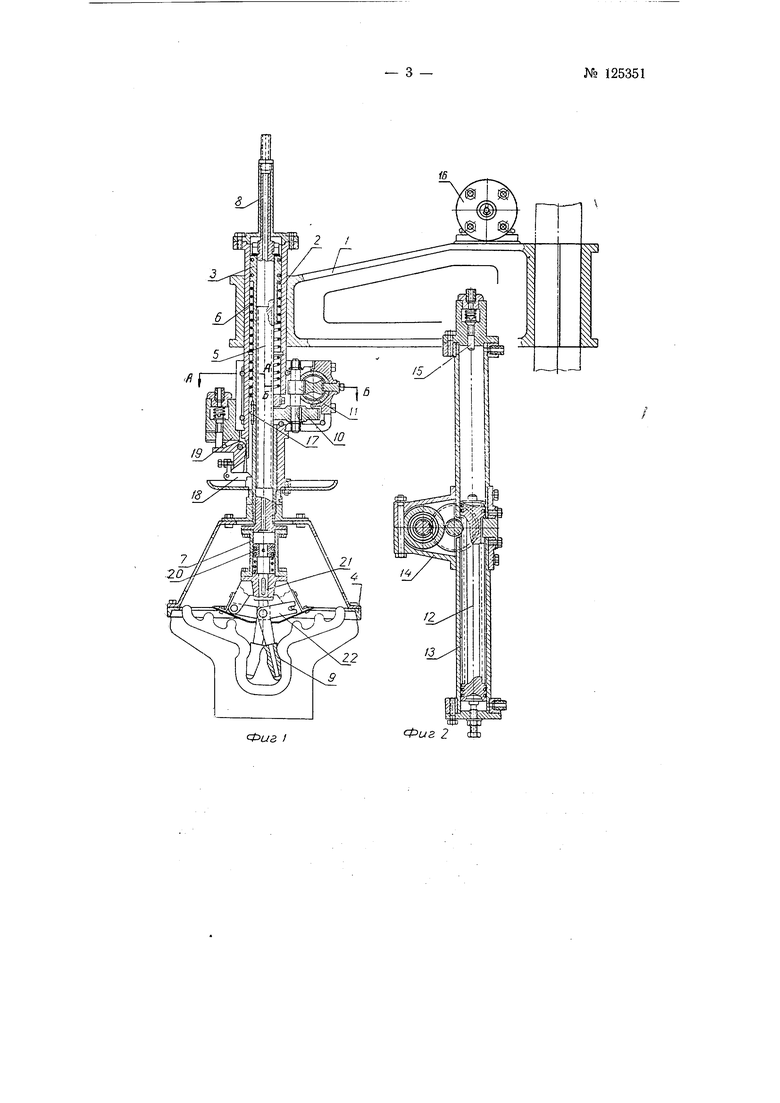
На фиг. 1 изображено предлагаемое приспособление, общий вид; на фиг. 2 - разрез по АА ББ на фиг. 1.;
Приспособление состоит из разъемного литого кронштейна 1, пневмоцилиндра 2 с полым штоком 3, опорного кольца 4, шпинделя 5, возвратной пружины 6, пневмоцилиндра 7 и крышки 8.
В нижней части шпинделя крепится формующий ролик 9. Верхняя часть шпинделя заканчивается резьбовым стержнем-хвостовиком, входящим в резьбовую втулку. Средняя часть шпинделя снабжена длинными шлицами, которые зацепляются с зубьями шестерни 10. Последняя сидит на одной оси с шестерней //, которая зацепляется с зубьями рейки-скалки 12 пневмоцилиндра 13.
Пневмоцилиндр 13 зажимается половинками и крышкой редуктора 14, который в свою очередь неподвижно закреплен болтами на пневмоцилиндре .2.Приспособление крепится на центральной колонне стеклоформуюшего пресса.
С одной стороны пневмоцилиндра 13 установлен клапан 15, управляющий золотником 16. Приспособление начинает свою работу после подхода очередной формы под формующие ролики.
Одновременно с прессовым механизмом автомата сжатый воздух подается в вертикальный цилиндр 2, благодаря чему полый шток 3 вме№ 125351- 2 -
сте со шпинделем 5 опу(Скается вниз. При этом формующие ролики 9 в вертикальном положении вводятся во внутреннюю полость отпрессованного изолятора.
Опускание полого штока продолжается до упора опорного кольца 4 в форму. При этом возвратная 6 полого штока слсимается.
В опушенном положении фасонная шпонка 17 нажимает на рычаг 18 и клапан 19, который подает импульс на золотник 16. Под действием этого импульса золотник 16 открывает путь сжатому воздуху в горизонтальный цилиндр 13 и параллельно с ним в патрубок крышки 8, а через него в отверстие шпинделя 5.
При этом рейка-скалка 12, передвигаясь в цилиндре 13 под давлением воздуха, своими зубьями приводит во врашение шестерни 10, 11 и шпиндель 5.
Одновременно сжатый воздух через центральное отверстие шпинделя 5 попадает в пневмоцилиндр 7 и, воздействуя на поршень 20, шток 21 и рычаги 52, разводит в стороны форхмуюшие ролики 9, которые, врашаясь вместе со шпинделем 5, формуют и расширяют внутреннюю полость изолятора.
Обратный ход рейки-скалки 12 совершается следующим образом.
В конце своего хода рейка-скалка 12 воздействует на клапан 15, подающий импульс на обратный ход золотника 16. При этом золотник 16 открывает путь сжатому воздуху в противоположный конец горизонтального цилиндра, отчего рейка-скалка 12 получает обратное движение. Одновременно прекращается подача сжатого воздуха в нневмоцилиндр 7, в результате чего формующие ролики 9 за счет силы возвратной пружины, помещенной под поршнем 20, возвращаются в исходное вертикальное положение.
Вывод формующих роликов 9 из полости изолятора осушествляется возвратной пружиной, помещенной под полым щтоком 3 и поднимающей вверх полый шток 5 со щпинделем 5 после того, как прекратится подача сжатого воздуха в вертикальный цилиндр 2.
Таким образом заверщается очередной цикл работы приспособления.
Формующие ролики могут быть конструктивно выполнены в двух вариантах: либо свободно вращающимися на своих осях, либо неподвижно закрепленными на них.
В зависимости от высоты формового комплекта все приспособление может изменять свое положение по высоте путем вертикального перемещения в кронщтейне /, а также пер.емещением самого кронштейна с приспособлением на центральной колонне прессавтомата (типа РВМ).
Все пневмоцилиндры приспособления включаются в обшую пневмосхему прессавтомата (типа РВМ), откуда и питаются сжатым воздухом,.
Предмет изобретения
Приспособление для формования стеклянного изолятора, состоящее из смонтированного на кронштейне стеклоформующего пресса вертикального нневмоцилиндра, шпинделя, взаимодействуюшего со штоком цилиндра, и горизонтального пневмоцилиндра, шток которого через зубчатую рейку и шестерню сообщает шпинделю вращательное движение, отличающееся тем, что, с целью формования полости в отпрессованном стеклянном изоляторе, оно снабжено съемными двумя формовочными роликами, укрепленными на шпинделе и находящимися под воздействием системы рычагов, связанных со штоком пневмоцилиндра, служащего для разведения в стороны роликов в процессе формования отверстия.