Отличительной особенностью предлагаемого способа изготовления винтов на продольно-токарных одношпиндельных автоматах является такая технология обработки, при которой предварительно производят прорезку шлица на торце заторможенного прутка, после чего нарезают резьбу и отрезают винт от прутка. Такое осуществление способа обеспечивает устранение дополнительной операции снятия заусенцев и предотвращает необходимость исправления резьбы после прорезки шлица.
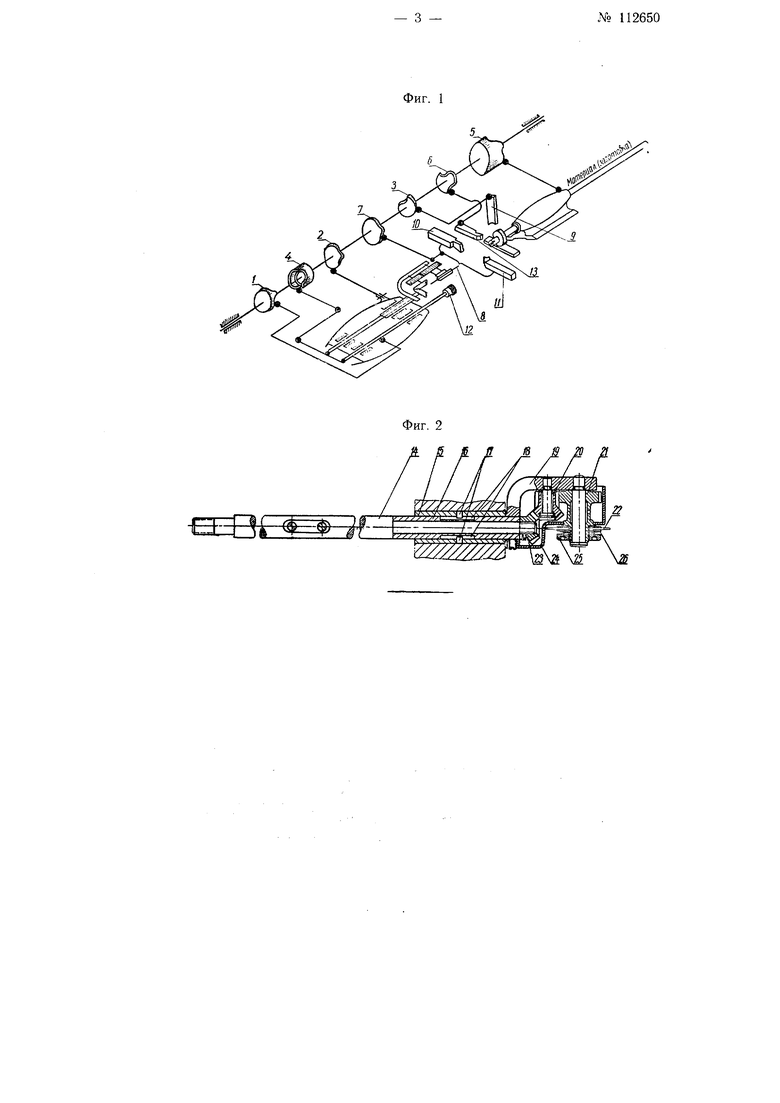
Фиг. 1 схематически иллюстрирует предлагаемый способ; на фиг. 2 показано в разрезе фрезерное приспособление для осуществления способа.
Для осуществления предлагаемого способа обработки винта на продольно-токарном автомате изготовляются (как обычно) необходимые кулачки: кулачок 1 для включения обгонной муфты вращения лерки, кулачок 2 для установки в рабочее положение (по центру изделия) лерки или фрезы, кулачок 5 для подвода тормоза, служащего для торможения прутка при прорезке шлица, кулачок 4 для подачи лерки и фрезы, кулачок 5 для передвижения задней бабки назад и подачи заготовки (прутка) на резцы вперед, кулачок 6 для осуществления снятия фаски со стороны отрезки (хвоста) винта 6 и кулачок 7 для управления балансиром станка, где закреплены проточной и отрезной резцыПоследовательность обработки винта, согласно предлагаемому способу, следующая:
1.Порезка материала (заготовки), т. е. оформление головки будущего винта и одновременная установка фрезы 8 по оси заготовки кулачком 1.
2.Освобождение прутка (разлсим цанги станка), чтобы пруток не вращался.
3.Подход под воздействием кулачка 3 тормоза 9 для предотвращения продольного смещения прутка во время прорезки шлица.
№ 112650
4. Отход под воздействием кулачка 7 отрезного резца 10, до сих пор служившего мерным упором при подаче прутка вперед5- Прорезка шлица путем подачи фрезы 8 на изделие кулачком 4.
6.Отход фрезы 8 назад.
7.Подход проточного резца И.
8.Отход тормоза 9 и зажим прутка в цанге станка9- Проточка изделия и одновременная установка по оси изделия лерки 12 для нарезки резьбы.
10.Снятие фаски на изделии резцом 13 со стороны отрезки.
11.Одновременная подача изделия на лерку 12, а лерки на изделие, и нарезка резьбы.
12.Подача прутка назад, отрезка готового изделия (винта) от прутка :: оформлением хвостовой части винта.
Фрезерное приспособление для прорезки шлица (фиг. 2) работает следующим образом.
Телескопический шпиндель 14 устанавливают в передней бабке продольно-токарного автомата и сообщают ему вращение от кинематической цепи автомата в неподвижном подшипнике 15, в котором он прямолинейно-поступательно перемещается вместе с подшипником 16.
Во избежание недопустимого поворота подвижного подшипника 16 вокруг своей оси, предусмотрены две шпонки 17, сидящие жестко в неподвижном подшипнике 15, а два несквозных продольных паза 18 в подвижном подшиппике 16 позволяют последнему беспрепятственно пергмспцаться вдоль оси.
На конце подвижного подшипника /5 жестко закреплена скоба 19, несущая комбинированное зубчатое колесо 20, цилиндрическое колесо 21 с закрепленной на нем дисковой фрезой 22. Коническое зубчатое колесо 23 жестко сидит на конце вращающегося шпинделя 14 и передает вращение через комбинированное зубчатое колесо 20 цилиндрическому колесу 21 с фрезой 22. Благодаря ступенчтаой форме шпинделя 14, при подаче последнего вперед или назад подается и подвил ный подшипник 16 с жестко сидящей на нем скобой 19, а следовательно, подается вперед и фреза 22, которая осуществляет прорезку шлица.
Во избел ание попадания стружек на зубчатые колеса, последние закрыты кожухом 24. Фреза 2 надевается на шейку колеса 21 и затягивается гайкой 25 между двумя шайбами 26.
Предмет изобретения
1.Способ изготовления винтов на продольно-токарных одношпиндельных автоматах, отличающийся тем, что, с целью устранения дополнительной операции снятия заусенцев и предотвращения исправления резьбы после прорезки шлица, предварительно производят прорезку шлица на торце заторможенного прутка, после чего нарезают резьбу и отрезают винт от прутка.
2.Фрезерное приспособление для осуществления способа по п- 1, отличающееся тем, что, с целью сообщения фрезе при прорезке шлица поступательного и вращательного движений, передача от телескопического шпинделя, связанного с кинематической цепью автомата, размещена в скобе, закрепленной на подвижном подшипнике шпинделя.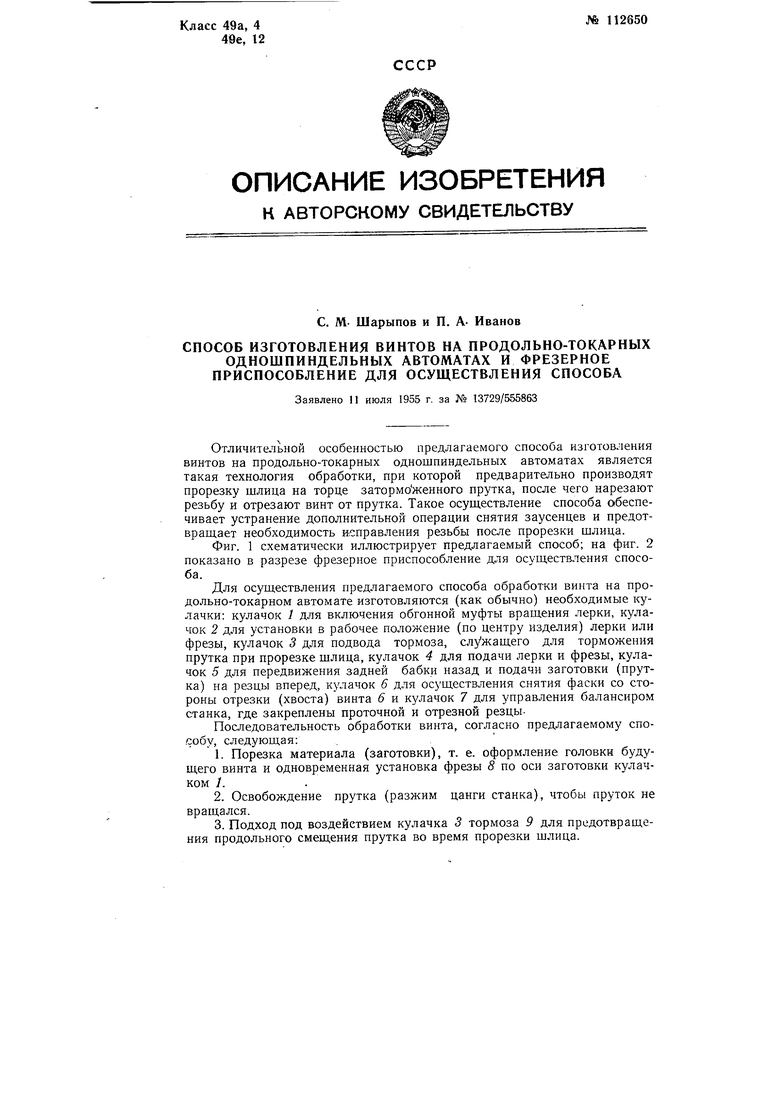
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прорезки шлицов на винтах | 1982 |
|
SU1068243A2 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| УСТРОЙСТВО для ПРОРЕЗКИ шлицов НА ВИНТАХ | 1971 |
|
SU309781A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Токарный автомат | 1976 |
|
SU715244A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |