Изобретение относится к области технологических оснасток на станках токарной группы с ЧПУ и может быть использовано для нарезания наружной резьбы на полых цилиндрических изделиях из высокопрочной стали, например, на корпусах ракетных двигателей.
Известны конструкции трехкулачкового токарного патрона, цанговых оправок, в последних содержится хвостовик для закрепления в шпинделе станка и разрезная шейка, с рабочей частью с которой взаимодействует конус, соосно ввинчивающийся в хвостовик с расположенным винтом с торца оправки (см. B.C.Корсаков «Основы конструирования приспособлений», учебник для ВУЗов. -М.: «Машиностроение», 1983, стр.42, рис.22а) - прототип.
Недостаток известной конструкции трехкулачкового токарного патрона состоит в том, что в случае нарезания резьбы на тонкостенном изделии, каковым является ракетный двигатель, крепление заготовки осуществляется тремя кулачками, вызывая деформации, приводящие к возникновению погрешности формы в поперечном сечении изделия. Такой дефект влияет на все диаметральные размеры и особенно на резьбу. Величина погрешности формы в поперечном сечении увеличивается после раскрепления изделия из трехкулачкового патрона после токарной операции за счет упругого восстановления, что увеличивает процент брака (до 10%). В большинстве случаев технологическая база, за которую осуществляют крепление в токарном патроне, имеет погрешность в поперечном сечении в виде огранки. При закреплении эта погрешность добавляется на внутренний диаметр тонкостенного изделия, что приводит к образованию конусности и при черновой обработке, особенно при износе резца, может достигать недопустимых значений. Возникающая деформация влечет за собой негодность расточенного внутреннего диаметра, а также искажение последних витков резьбы, которые располагаются непосредственно над технологической базой в зоне разжатия.
В результате этого наблюдаются локальные выходы необходимого диаметрального размера за пределы поля допуска. При такой погрешности резьба, при оценке ее годности резьбовым калибром, признается негодной.
Недостаток известных конструкций цанговых оправок заключается в том, что в случае установки полой тонкостенной детали типа крышки, ее невозможно закрепить вследствие закрытия доступа к ввинчивающему конусу на торце оправки.
Технической задачей, на решение которой направлено изобретение, является повышение качества получаемой продукции за счет минимизации величины погрешности формы поперечного сечения путем применения цангового токарного патрона.
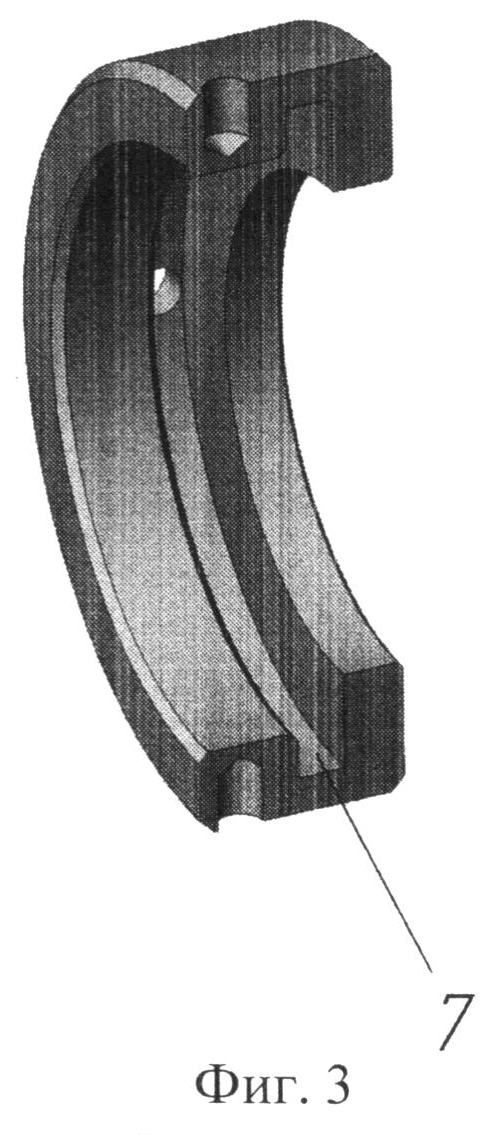
Решение поставленной технической задачи достигается тем, что в разжимном цанговом патроне, содержащем корпус, хвостовик для закрепления в шпинделе станка и разрезную шейку, с рабочей частью которой взаимодействует конус, соосно ввинчивающийся в хвостовик, разрезная шейка выполнена в виде цанги, лепестки которой снабжены с внутренней стороны коническими участками, в полость цанги помещена тяга со шляпкой, сопряженной своей периферией с коническими участками лепестков, при этом тяга связана с гайкой на корпусе патрона посредством штифта, помещенного в кольцевой паз внутри гайки, диапазон перемещения которого регулируется овальным пазом в корпусе патрона.
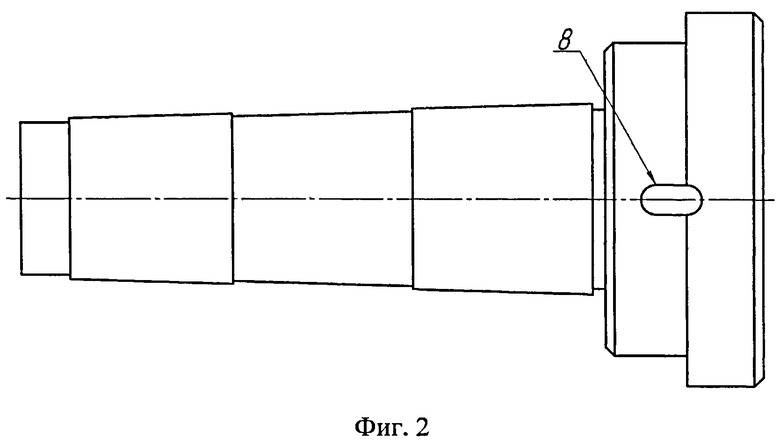
Сущность изобретения поясняется чертежами, где на Фиг.1 изображен цанговый патрон, который содержит хвостовик 2, переходящий в корпус 1 с закрепленной на нем цангой 3, в полости которой помещена со шляпкой тяга 4, снабженная штифтом 6, связанным с гайкой 5 через внутренний кольцевой паз 7, диапазон перемещения штифта 6 регулируется овальным пазом 8, изображенным на Фиг.2; на Фиг.3 - внутренний кольцевой паз 7.
Изобретение работает следующим образом.
Хвостовик 2 цангового патрона устанавливают и закрепляют в шпинделе станка, разрезная цанга 3 находится в свободном состоянии. Корпус ракетного двигателя устанавливают на цангу 3 до упора его торца в сделанную технологическую базу на лепестках цанги, при этом в полости ракетного двигателя оказываются лепестки цанги. Затем для закрепления корпуса ракетного двигателя поворачиваем гайку 5 по часовой стрелке, которая посредством штифта 6, находящегося в кольцевом пазе 7 внутри гайки, двигает тягу 4 внутрь цанги 3. В результате чего тяга 4, скользя по коническим поверхностям лепестков цанги 3, разжимает их и они своими контактными площадками создают равномерное усилие в зоне технологической базы, затем изделие обрабатывается. После обработки раскрепляем корпус ракетного двигателя, поворачивая против часовой стрелке гайку 5. При этом штифт 6, находящийся в кольцевом пазе 7 гайки 5, выдвигает тягу 4 в обратном направлении, лепестки цанги 3 сжимаются и корпус ракетного двигателя свободно извлекается с цангового токарного патрона. После чего процесс повторяют.
Изобретение позволяет минимизировать величину погрешности форм поперечного сечения при нарезании наружной резьбы в тонкостенном полом цилиндрическом изделии, каковым является корпус ракетного двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РАЗЖИМНАЯ ЦАНГА | 2012 |
|
RU2521567C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Цанговая оправка | 1985 |
|
SU1294495A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| Патрон цанговый механизированный | 2019 |
|
RU2714454C1 |
| Цанговый патрон | 1983 |
|
SU1142230A1 |
| Устройство для закрепления деталей | 1991 |
|
SU1808492A1 |
| Цанговая оправка | 1983 |
|
SU1144795A1 |
| Зажимной патрон | 1990 |
|
SU1787702A1 |
| Самоустанавливающийся патрон для закрепления концевого инструмента | 1977 |
|
SU679325A1 |
Изобретение относится к области технологических оснасток на станках токарной группы с ЧПУ и может быть использовано для нарезания наружной резьбы на полых цилиндрических изделиях из высокопрочной стали, например, на корпусах ракетных двигателей. Разжимной цанговый патрон выполнен в виде цанги, лепестки которой снабжены с внутренней стороны коническими участками. В полость цанги помещена тяга со шляпкой, сопряженной своей периферией с коническими участками лепестков. Тяга связана с гайкой на корпусе патрона посредством штифта, помещенного в кольцевой паз внутри гайки. Диапазон штифта регулируется овальным пазом в корпусе патрона. В результате обеспечивается минимизация величины погрешности форм поперечного сечения при нарезании наружной резьбы. 3 ил.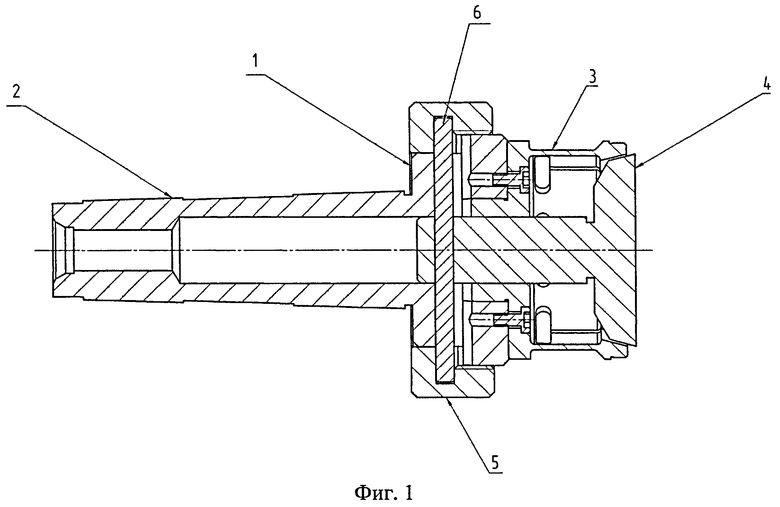
Разжимной цанговый патрон, содержащий корпус, хвостовик для закрепления в шпинделе станка и разрезную шейку, с рабочей частью которой взаимодействует конус, соосно ввинчивающийся в хвостовик, отличающийся тем, что разрезная шейка выполнена в виде цанги, лепестки которой снабжены с внутренней стороны коническими участками, в полость цанги помещена тяга со шляпкой, сопряженной своей периферией с коническими участками лепестков, при этом тяга связана с гайкой на корпусе патрона посредством штифта, помещенного в кольцевой паз внутри гайки, диапазон перемещения которого регулируется овальным пазом в корпусе патрона.
| Разжимной цанговый патрон | 1975 |
|
SU550241A2 |
| 0 |
|
SU171241A1 | |
| Разжимной цанговый патрон | 1972 |
|
SU452437A1 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ИНСТРУМЕНТА С КВАДРАТНЫМ ХВОСТОВИКОМ | 1994 |
|
RU2121906C1 |
| US 5167478 A1, 01.12.1992 | |||
| US 1863107 A, 14.06.1932 | |||

