00 СХ) CD
Изобретение относится к металлургии, конкретнее к машинам непрерывного литья заготовок.
Известно устройство для настройки оборудования радиальных- МНЛЗ, в том числе кристаллизатора и роликовых секций зоны вторичного охлаждения, представляющее из себя плоский шаблон, рабочая поверхность которого выполнена с высокой точностью по радиусу,, равному радиусу базовой поверхности МНЛЗ, При настройке оборудования шаблон вручную прижимают к проверяемым поверхностям и при помощи щупов определяют их отклонение от рабочей поверхности шаблона СО.
Недостатками такого устройства являются необходимость одновременного участия в работе нескольких человек, тяжелые условия их труда, особенно при настройке роликовых секций под кристаллизатором, большое время, требующееся для-выверки оборудования, и недостаточная точность настройки.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для измерения конусности стенок кристаллизатора, которое состоит из корпуса, упоров, регулировочного винта, направляющей с подпружиненным штоком и измерительного элемента в виде рычага с уровнем, установленн 1м в корпусе r2j.
Недостаток известного устройства заключается в том, что оно не позволяет определить фактическое положение проверяемых точек относительно базовой поверхности МНЛЗ, а только их смещение один относительно другого, в связи с чем оно не может быть использовано для настройки оборудования машины относительно технологической оси МНЛЗ.
Цель изобретения - сокращение времени настройки и повьнпение ее точности.
Поставленная цель достигается тем, что устройство для настройки оборудования машин непрерывного лить заготовок, содержащее корпус, упоры регулировочный винт, направляющзто с подпружиненным штоком и измеритель ный злемент в виде рычага с уровнем . установленным в корпусе, снабжено дополнительным уровнем, пружиной и
регулировочным и опорными винтами и площадкой, при этом корпус выполнен в форме портала, на котором установлен дополнительньй уровень и опорньй винт, причем дополнительный измерительный элемент выполнен в виде двуплечих рычагов с отдельными осями и размещенными на них .упорами, расположенными на одинаковом расстоянии от осей, а площадки с размещенньми на них уровнями, дополнительными пружинами и регулировочными винтами шарнирно установлены на верхних плечах рычагов.
Такое конструктивное выполнение устройства позволяет производить настройку кристаллизатора и роликовых секций МНЛЗ относительно базовой поверхности при монтаже оборудования, а также проверку их положения в процессе эксплуатации машины.
При этом-индикация фактического положения каждого проверяемого элемента производится в удобном для работы месте при помощи уровня, устанавливаемого на площадку соответствующего рычага. Все измерения производятся одним человеком, причем в случае применения уровня с микрометрической подачей ампулы по ГОСТ 11196-74 и длине нижних плеч рычагов равной 1 м, результат измерения считывается непосредственно со шкалы микрометрического винта в миллиметрах с точностью до 0,1 мм.
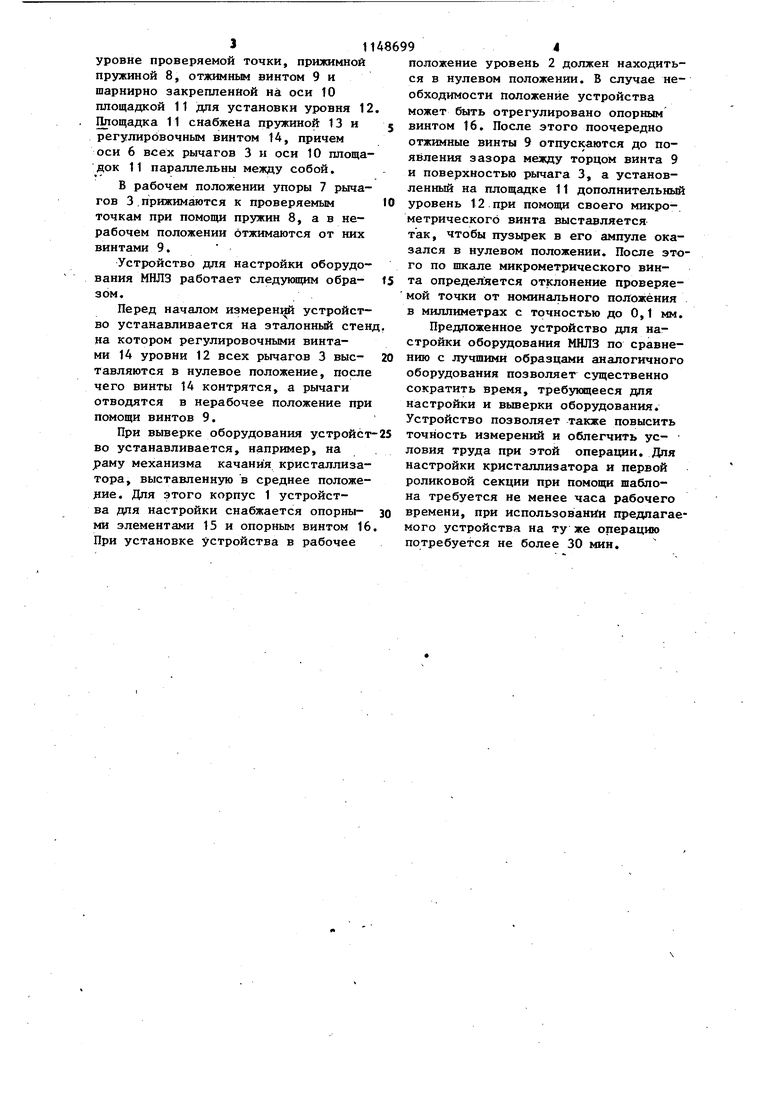
На фиг. 1 изображено устройство Для настройки кристаллизатора и первой роликовой секции, вид сбоку; на фиг. 2 - вид А на фиг. 1.
Устройство для настройки оборудования машин непрерьшного литья звго,товок состоит из корпуса 1 с шарнирно установленным в нем измерительным элементом, причем корпус снабжен неподвижно закрепленным на нем уровнем 2, а измерительньй элемент вьшолнен в виде двуплечих рычагов 3, количество которых равно числу проверяемых точек. В предлагаемом устройстве измерительный элемент содержит четы-ре рычага 3, из которых два предназначены для выверки кристаллизатора 4 и два - дпя выверки роликовой секции 5.
Нижние плечи всех рычагов 3 вьтолнены одинаковой длины, каждьй рычаг 3 установлен на отдельной оси 6 и снабх ен упором 7, расположенным на
уровне проверяемой точки, прижимной пружиной 8, отжимным винтом 9 и шарнирно закрепленной на оси 10 площадкой 11 дпя установки уровня 12 Площадка 11 снабжена пружиной 13 и регулировочным винтом 14, причем оси 6 всех рычагов 3 и оси 10 площадок 11 параллельны между собой,
-
В рабочем положении упоры 7 рычагов 3.прижимаются к проверяемым точкам при помощи пружин 8, а в нерабочем положении отжимаются от них винтами 9.
Устройство для настройки оборудования МНЛЗ работает следукицим образом.
Перед началом измерений устройство устанавливается на эталонный стен на котором регулировочными винтами 14 уровни 12 всех рычагов 3 выетавляются в нулевое положение, после чего винты 14 контрятся, а рычаги отводятся в нерабочее положение при помощи винтов 9.
При выверке оборудования устройст во устанавливается, например, на раму механизма качания кристаллизатора, выставленную в среднее положедие. Для этого корпус 1 устройства дпя настройки снабжается опорными элементами 15 и опорным винтом 16 При установке устройства в рабочее
положение уровень 2 должен находиться в нулевом положении. В случае необходимости положение устройства может быть отрегулировано опорным винтом 16. После этого поочередно отжимные винты 9 отпускаются до появления зазора между торцом винта 9 и поверхностью рычага 3, а установленный на площадке 11 дополнительный уровень 12 при помощи своего микрометрического винта выставляетсятак, чтобы пузырек в его ампуле оказался в нулевом положении. После этого по шкале микрометрического винта определяется отклонение проверяемой точки от номинального положения в миллиметрах с точностью до 0,1 мм.
Предложенное устройство дпя настройки оборудования МНЛЗ по сравнению с лучшими образцами аналогичного оборудования позволяет существенно сократить время, требующееся дпя настройки и выверки оборудования. Устройство позволяет также повысить точность измерений и облегчить ус- ловия труда при этой операции. Дпя настройки кристаллизатора и первой роликовой секции при помощи шаблона требуется не менее часа рабочего времени, при использовании предлагаемого устройства на ту же операцию потребуется не более 30 мин.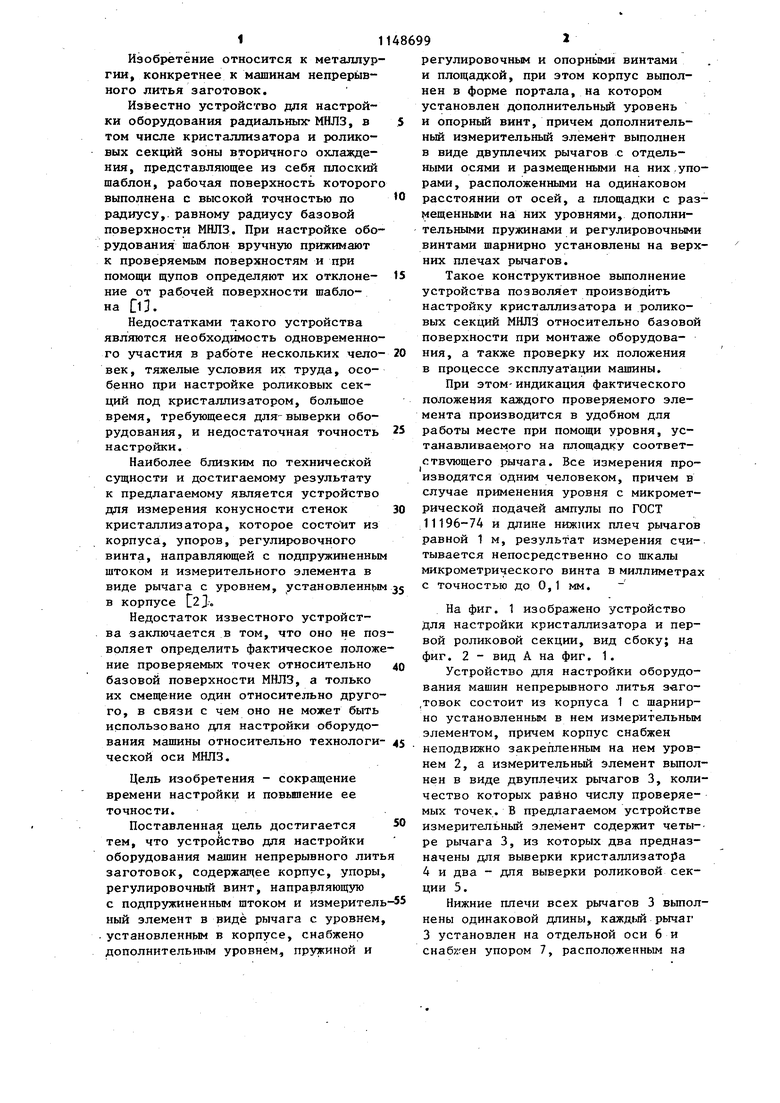
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| Способ выверки и настройки рамы криволинейной части роликовых секций | 1985 |
|
SU1266647A1 |
| Поддерживающая секция зоны вторичного охлаждения | 1982 |
|
SU1044417A1 |
| СПОСОБ БАЛАНСИРОВКИ ЛОПАТОЧНОГО КОЛЕСА МАШИНЫ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК ЛОПАТОЧНОГО КОЛЕСА МАШИНЫ | 1994 |
|
RU2082072C1 |
| СПОСОБ ВЫВЕРКИ ПОЛОЖЕНИЯ РЕГУЛИРУЕМЫХ ПЛОЩАДОК ПРИБОРОВ И КОРАБЕЛЬНОГО ОБОРУДОВАНИЯ ОТНОСИТЕЛЬНО БАЗОВОЙ КОНТРОЛЬНОЙ ПЛОЩАДКИ КОРАБЛЯ, НАХОДЯЩЕГОСЯ НА ПЛАВУ, И ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 2019 |
|
RU2705759C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2129934C1 |
| СПОСОБ НАСТРОЙКИ РОЛИКОВ В СЕКЦИЯХ ОПОРНОЙ ЗОНЫ СЛЯБОВЫХ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1999 |
|
RU2149732C1 |
| Устройство для выставки кристаллизатора по технологической оси | 1985 |
|
SU1359058A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ "ГОРЯЧЕЙ ВЫВЕРКИ" ПОЛОЖЕНИЯ ОСИ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2014 |
|
RU2630995C2 |
УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ОБОРУДОМНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащее корпус, упор., регулировочный винт, направляющую с подпружиненным штоком и измерительный элемент в виде рычага с уровнем, установленным в. корпусе, отличающееся тем, что, с целью сокращения времени настройки и повышения ее точности, устройство снабжено дополнительным уровнем, пружиной и регулировочным и опорным винтами и площадкой, при корпус выполнен в форме портала, на котором .установлен дойолнительный уровень и опорный винт, причем дополнительньй измерительный элемент выполнен в виде двуплечих рялча- гов с отдельными осями и размещёнными на них упорами, расположенными на одинаковом расстоянии от осей, а площадки с размещенными на них (Л уровнями, дополнительными пружинами и регулировочными винтами,шар- нирно установлены на верхних плечах рычагов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ВНИИМетмаш | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для измерения конусности стенок кристаллизатора | 1977 |
|
SU617159A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
