Изобретение относится к станкостроению и может быть использовано на профилешпифовальных станках. Известна шлифовальная головка профилешлифовального станка, содержащая привод, выполненный в виде червячного редуктора, на выходном валу которого смонтирован кривошипно-шатунный механизм, каретку с шлифовальным кругом, установленную на направляющих, Враще ние электродвигателя передается ременной передачей редуктору и далее преобразуется кривошипным механизмом в возвратно-поступательное движение карет йи с шлифовальным кругом, который совершает обработку детали ij. Во время правки шлифовального круга необходимо остановить каретку внизу, т.е. в нижней мертвой точке кривошипного . В этом положении алмаз механизма прзвтск осуществляет ПРОЦЕСС правки. Точная остановка каретки в положении правки весьма затруднительна в виду больпшх скоростей и масс перемещающихся частей. Целью изобретения является повышение точности позиционирования. Поставленная цель достигается тем что шлифовальная головка профилешлкфовального станка, содержащая привод ной механизм с 1фивошипом и каретку шпивофального круга, снабжена обгонной муфтой, установленной между криво шипом и осью его привода, и тормозом изменения величины крутящего момента холостого хода обгонной муфты, jSacnoложенным на оси привода кривошипного механизма. На 4йнг. 1 показана конструкция шлифовальной головки; на фиг 2 положение шатуна в момент выключения электродвигателя. Головка содержит корпус 1, электродвигатели 2 и 3 привода каретки и вращения шлифовального круга, В корпусе 1 установлен редуктор, состоящий из червяка 4 и червячного коле-, са 5, на конце вала которого установ лена обгонная муфта 6, несущая криво шип 7, шатун 8, тормоз 9,например фрикционньШ, с регулировочным винтом 10. Шатун 8 соединен с каруткой 11, на которой установлен шлифовальный круг 12. На корпусе 1 установлен датчик 13 а на кривошипе - 7 лепесток 14. На основании корпуса размещено устройст во для правки круга 15 с алмазным правящим инструментом 16. Шлифовальная головка работает следующим образом. Вращение электродвигателя 3 передается ременной передачей шлифовальному кругу 12. Вращение электродвигателя 2 передается червяку 4, далее червячному колесу 5 и через обгоннзпо муфту 6 кривошипу 7, шатуну 8 и каретке 11. Каретка 11 совершает возвратно-поступательное движение по своим направляющим. При подаче команды на остановку электродвигателя он отключается датчиком 13. Лепесток 14 установлен таким образом, чтобы осгтановка привода осуществлялась в зоне, не препятствующей свободному опусканию каретки под собственным весом (фиг. 2). После остановки привода обгонная муфта 6 не препятствует свободному повороту кривошипа 7 в направлении вращения привода и под действием собственного веса каретка опускается вниз, поворачивая при этом кривошип 7 на валу червячного колеса 5. Достигнув нижнего крайнего положения каретка останавливается. В процессе свободного перемещения каретки и связанного с ним проворота кривошипа смещается положение каретки относительно зубьев червячного колеса, а следовательно, изменяются цикловые нагрузки на зубья червячной передачи. Такое смещение происходит при каждой остановке шлифовальной головки, что приводит к равномерному нагружению всех элементов привода. Скорость опускания каретки 11 регулируется винтом 10 тормоза 9. При включении привода срабатывает обгон-, ная муфта 6 и каретка 11 жестко сцепляется с приводом. При каждой оста -. новке каретка 11 занимает нижнее положение под действием силы тяжести, Обгонная муфта может быть выполнена в виде шариковой, храповой и т.д., а тормоз - электромагнитным, пневматическим и т.п. Применение предлагаемой шлифовальной головки повышает долговечность привода за счет равномерного распределения нагрузки на все элементы передачи, а также повьшиется точность позиционирования каретки в крайнем нижнем положении.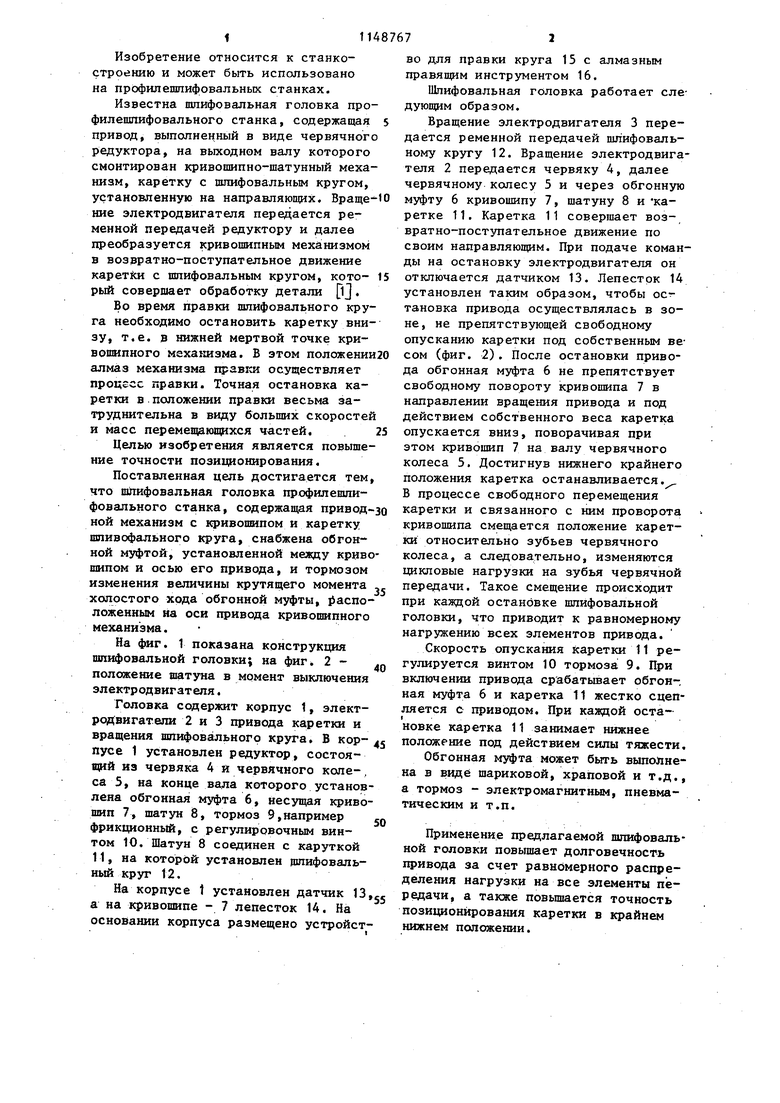
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
| Устройство для шлифовки торцов пружин | 1985 |
|
SU1310172A1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| Устройство для вычерчивания гармонических кривых | 1980 |
|
SU878605A1 |
| Привод подачи фрезерного станка для обработки вафельной конструкции обечайки | 2024 |
|
RU2824782C1 |
| ЛЕСОПИЛЬНАЯ РАМА | 1993 |
|
RU2084331C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Шлифовальная головка | 2020 |
|
RU2756471C1 |
| Устройство для правки червячного шлифовального круга шлифовального станка | 1982 |
|
SU1097483A1 |
ШТИФОВА.ПЪНАЯ ГОЛОВКА ПРОФИЛЕЩПЛФОБАЛЪЧОГО СТАНКА, содержащая приводной механизм с кривошипом и каретку шлифовального круга, отличающаяся тем, что, с целью повьш1ения точности позиционирования каретки при правке шлифовального круга, она снабжена обгонной муфтой, установленной меязду кривошипом и его осью, и тормозом изменения величины крутящего момента холостого хода обгонной муфты, расположенным на оси кривопшпного механизма. (О 4 X VI рд 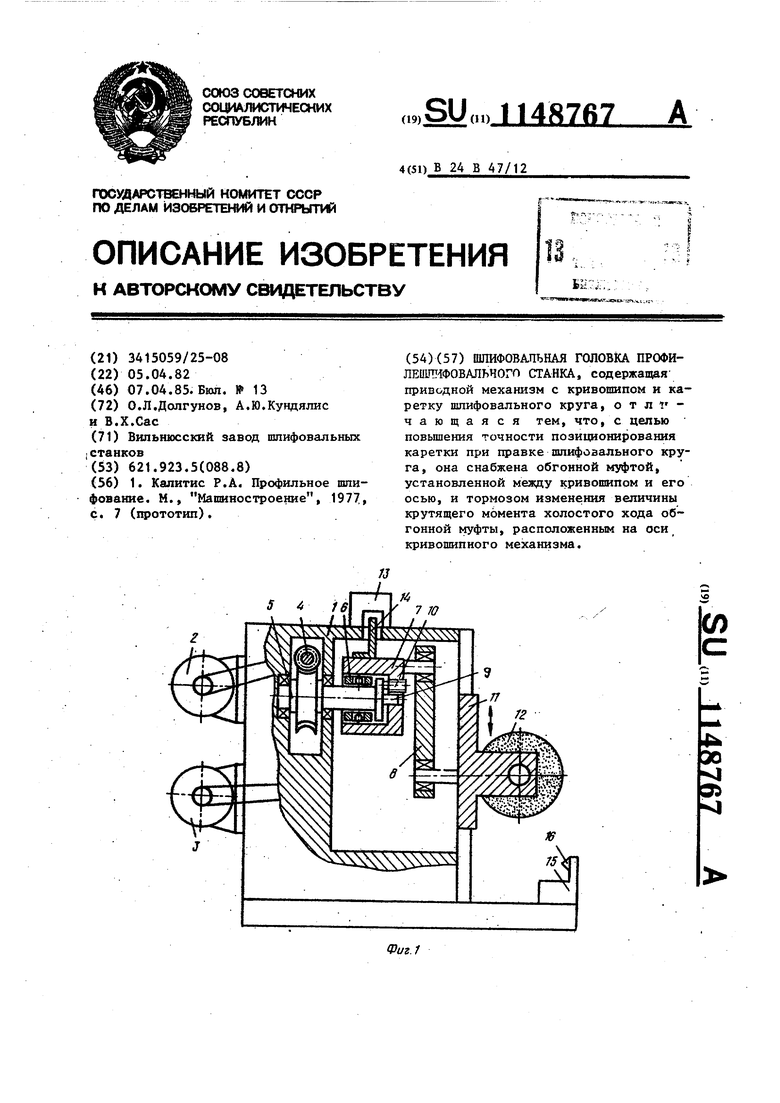
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Калитис Р.А | |||
| Профильное шлифование | |||
| М., Машиностроение, 1977, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| гц м:д;;:. | |||
