I
Изобретение относится к «плифованию разошчных материалов с подаче СОЖ.
Известно устройство для подвода СОЖ в зону резания через шпиндель станка, содержащее оправку с осевым и наклонными радиальными канлами, камеру для подвода СОЖ lj .
Недостатком известного устройства является потеря кинематической энергии потока жидкости в радиальны каналах оправки из-за действующих на нее центробежных сил, и тем самы недостаточная эффективность охлаждения зоны резания при подводе СОЖ через полость шпинделя.
Целью изобретения является повышение эффективности охлаждения.
Цель достигается.тем, что в устройстве для подвода СОЖ в зону резания через шпиндель станка, содержащем оправку с осевым и наклонными каналами, камера для подвода СОЖ выполнена с сужающимся спиральным каналом, а радиальные каналы с конфузорами и с наклоном в сторону увеличения площади сечения спирального канала.
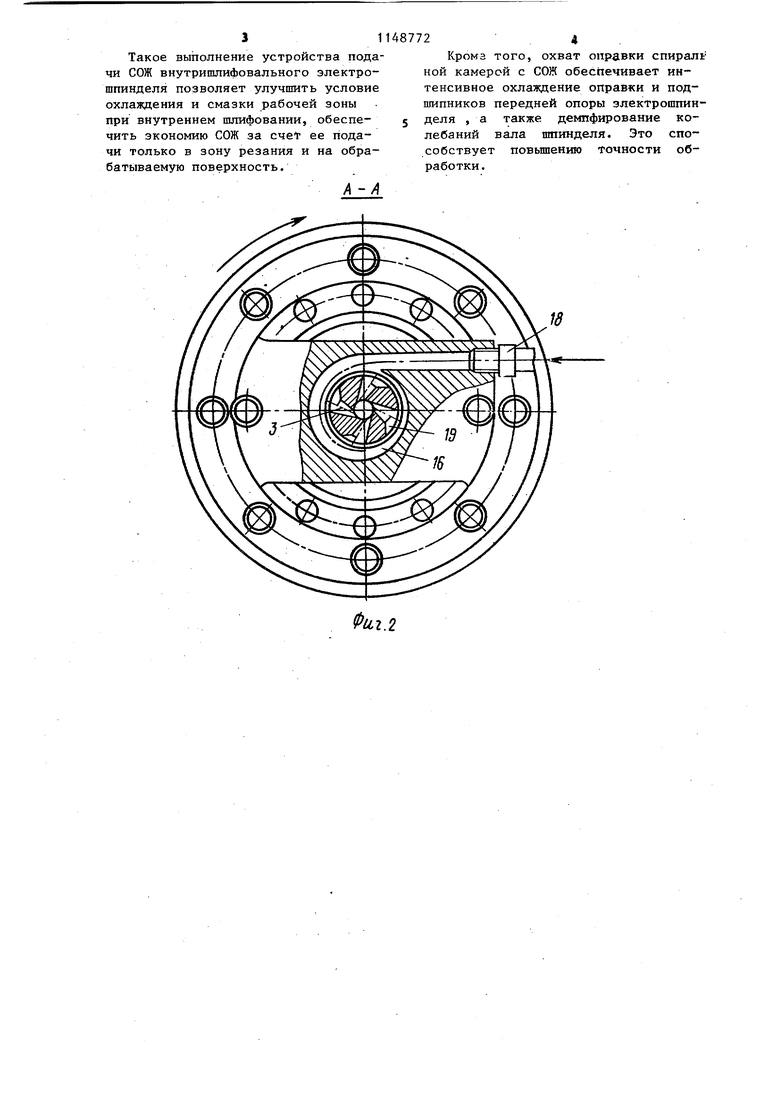
На фиг. 1 приведено устройство, общий вид5 на фиг. 2 - сечение А-А на фиг. 1 на фиг. 3 - сечение Б-Б на фиг. 1, на фиг. 4 - вид В на фиг. 1. Устройство для подвода СОЖ в зон резания через шпиндель станка содержит оправку осевым 2 и радиальными 3 каналами, установленную на валу 4 шпинделя станка, и прижимную шайбу 5 для установки шлифовального круга 6. На прилегающих к торцам круга 6 поверхностях 7 и 8 оправки 1 и шайбы 5 вьшолнены радиальные пазы 9 и 10, соединенные с внутренним осевым каналом 2, наклонными каналами 11 Площади сечения пазов 9 и 10 вьтолнены уменьшающимися, а линейный размер в плоскости торцов круга - увеличивающимся по мере приближения к периферийным поверхностям 12 и 13 оправки 1 и шайбы 5.
Шлифовальный круг. 6 установлен внутренней поверхностью на центриру щей втулке 14, которая на наружной поверхности имеет сквозные прорези 15 для прохоясдения СОЖ к пазам 10. Пазы 9 и 10 расположены с наклоном в сторону, противоположную направ772 2
лению вращения вала 4 шпинделя. Для подачи СОЖ шпиндель снабжен камерой 16, выполненной в виде сужающегося спирального канала, закреп- . ленной на корпусе 17 шпинделя и связанной через штуцер 18 с источником СОЖ. Наклонные радиальные каналы 3 выполнены в плоскости спиральной камеры 16 на оправке 1 для связи спиральной камеры 16 с центральной внутренней полостью оправки 1. Каналы 3 выполнены с наклоном в сторону увеличения площади сечения спирального канала 16 (или в сторону
вращения вала 4 шпинделя станка). Наклон радиальных каналов в сторону увеличения площади сечения спиральной камеры 16 создает при вращении вала 4 шпинделя с оправкой 1 и подвода СОЖ в спиральную камеру, увеличение кинетической)й энергии жидкости на входе в радиальные каналы 3, которая определяется относительной скоростью вращения вихря СОЖ в спи-,
ральной камере и окрзгжной скорости поверхности оправки 1. Благодаря повьш1ению уровня кинематической энергии потока СОЖ, поступающего в радиальные каналы 3, обеспечивается
преодоление центробежных сил, действующих на СОЖ.
Радиальные каналы 3 имеют на зькоде в спиральную камеру 16 расширяющиеся участки - конфузоры 19.
Выполнение конфузоров 19, обращенных в сторону увеличения площади сечения спиральной камеры 16, обеспечивает снижение потерь при входе СОЖ из полости спиральной камеры в радиальные каналы 3.
Устройство работает следующим образом.
Шлифовальньй круг 6 устанавливается на оправку 1 вала 4 шпинделя и прижимается шайбой 5. Для центровки круга 6 установлена центрирующая втулка 14. СОЖ подается от ис,точника через штуцер 18 в спиральную камеру 16 и через каналы 3 - в центральную полость оправки 1, Затем СОЖ по каналам 11 поступает к пазам 9 и 10 и по поверхности и порам шлифовального круга 6 - в зону резания..Источник подает СОЖ в спиральную камеру 16 под давлением. Расширяющиеся пазы обеспечивают распространение СОЖ по поверхности круга. 3 Такое выполнение устройства пода чи СОЖ внутришлифовального электрошпинделя позволяет улучшить условие охлаждения и смазки рабочей зоны при внутреннем пшифовании, обеспечить экономию СОЖ за счет ее подачи только в зону резания и на обрабатываемую поверхность. 2 Кромз того, охват оправки спираль ной камерой с СОЖ обеспечивает интенсивное охлаждение оправки и подшипников передней опоры электрошпинделя , а также демпфирование колебаний вала шпинделя. Это способствует повьш1ению точности обработки.
U2.2 6-6
(Paz.J виде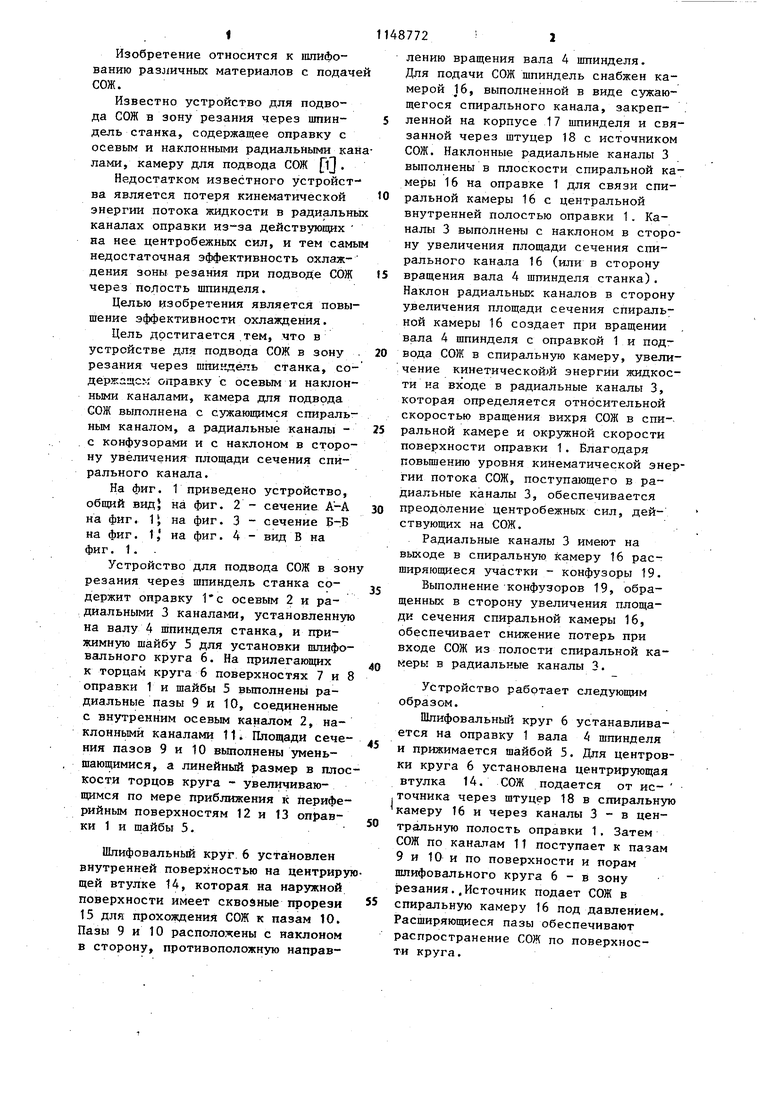
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвода смазочно-охлаждающей жидкости в зону резания через шпиндель станка | 1989 |
|
SU1685681A1 |
| Устройство для подвода смазочно-охлаждающей жидкости (СОЖ) в зону резания торцевого инструмента | 1989 |
|
SU1726219A1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2214326C2 |
УСТРОЙСТВО ДЛЯ ПОДВОДА СМАЗОЧНО-ОХЛАЩАНЯ1ЕЙ ЖИДКОСТИ (СОЖ) В ЗОНУ РЕЗАНИЯ ЧЕРЕЗ ШПИНДЕЛЬ СТАНКА, содержащее оправку с осевым и наклонными радис-ялт-ными каналами, камеру. для подвода СОЖ, отличаю-, щ е е с я тем, что, с целтк повышения эффективности охлаждения, камера для подводи СОЖ вьтолнена с сужающимся спиральным каналом, а радиальные каналы - с конфузорами и с наклоном в сторону увеличения площади сечения спирального канала. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патрон для концевых инструментов | 1978 |
|
SU812527A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
