1
Изобретение относится к устройствам для закрепления инструмента с охлаждением его в процессе обработки различных материалов резанием.
Известен патрон для концевых инструментов , содержащий корпус со штуцером и полый вал с радиальными отверстиями для подвода смазочно-охлаждакяцей жидкости
Цель изобретения - повышение точности обработки изделий.
Поставленная цель достигается тем что вал выполнен с осевой эксцентричной расточкой и снабжен эксцентриковой втулкой установленной в этой расточкеf ось штуцера расположена по касательной к поверхности вала, а между радиальными отверстиями выполнены перемычки в виде лопастей.
При этом патрон снабжен съемньш телескопическим кожухом с винтовой пружиной.
Предлагаемая конструкция позволяет повысить точность обработки из елий.
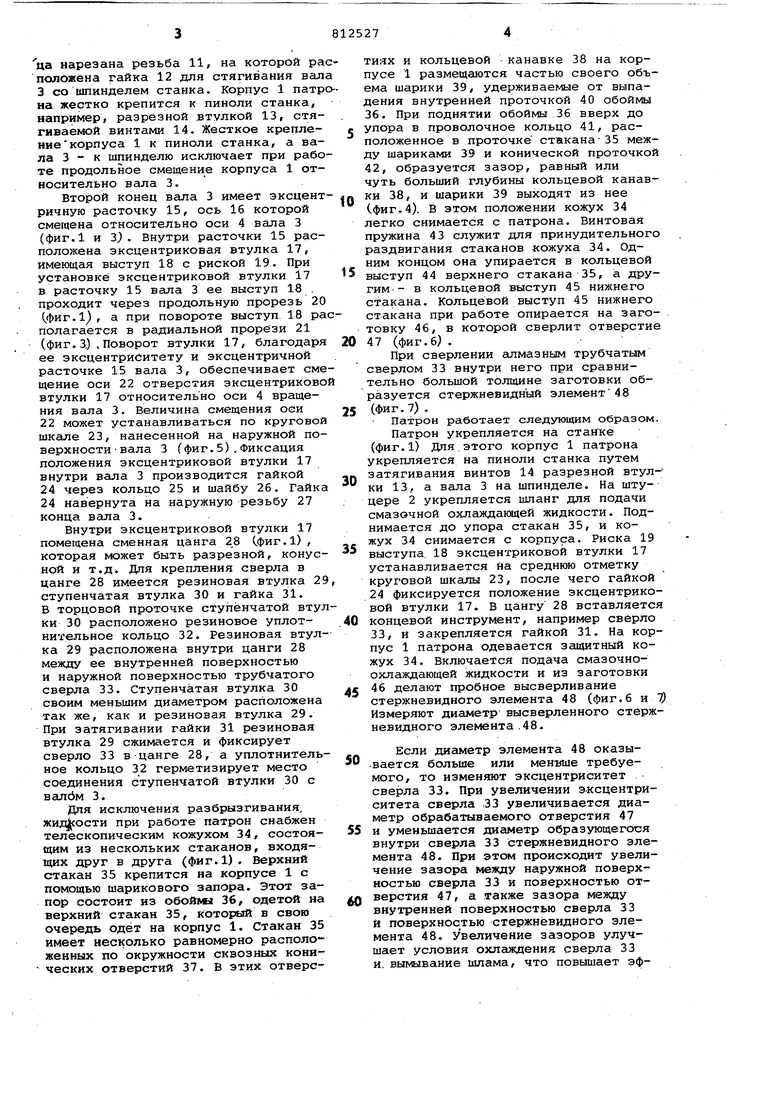
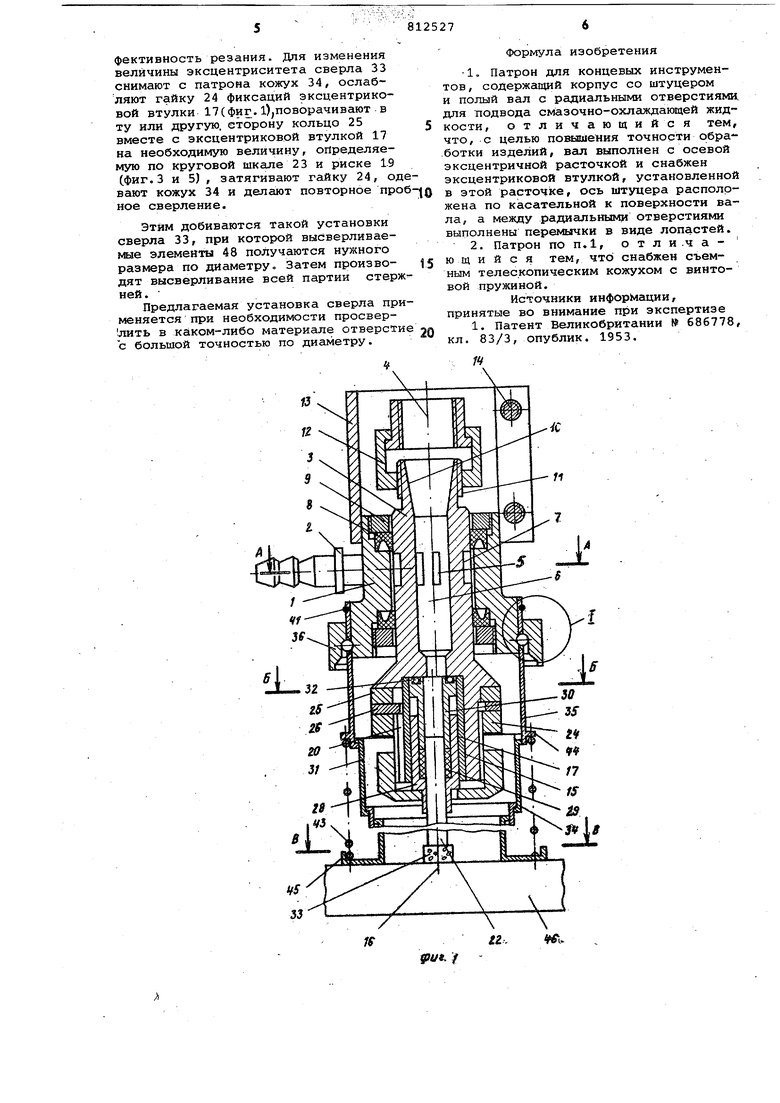
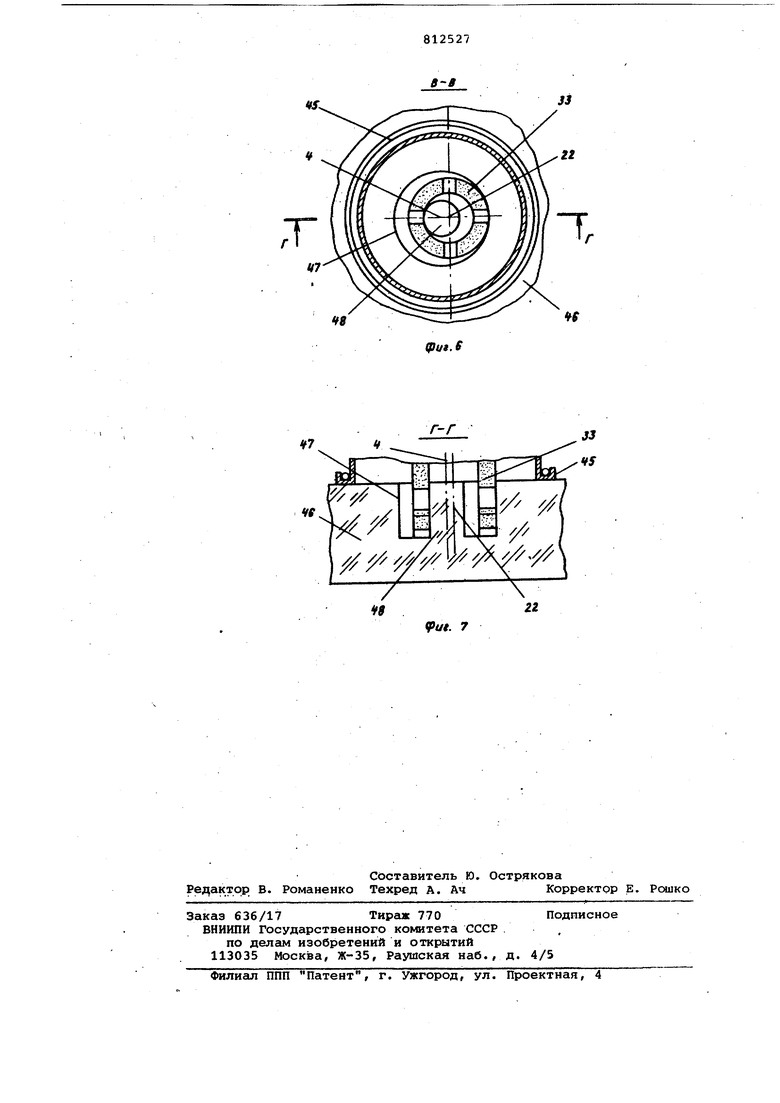
На фиг.1 схематически изображен предлагаемый патрон, общий вид, разрезу на фиг.2 - разрез А-А на фиг.} на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - узел I на фиг. на фиг.5нижняя часть патрона без кожуха; на фиг.6 - разрез В-В на фиг.1; на фиг.7 - разрез Г-г на фиг.6.
Патрон для концевых инструментов, преимущественно для с1лмазных сверл, содержит корпус 1 (фиг.1) со штуцером 2 для подачи жидкости внутрь корпуса 1. Внутри корпуса 1, соосно с ним, расположен полый вал 3, имеющий
0 ось 4 вра11{ения и радигшьные отверстия 5, которые предназначены для прохода жидкости из корпуса 1 в полость 6 вала 3 (фиг.1 и Я) .
nepeNK:i4KH 7 (фиг. 2) между радиаль5ными отверстиями 5 вала 3 выполнены в виде лопастей, захватывакх1дах смазочноохлаждакхцую жидкость из штуцера 2. Расположение штуцера 2 по касательной к поверхности вала 3 и выполнение пе0ремычек 7 в виде лопастей при направлении вращения вала 3, совпадающим с направлением подачи охлаждающей жидкости, позволяет снизить внутреннее гидравлическое сопротивление и улуч5шить ее подвод в зону резания. Герметизация вала 3 в корпусе 1 осуществляется манжетами 8, которые поджимаются гайкс1ми 9..у1ля крепления на шпинделе стайка конец вала 3 имеет конус0ную расточку ДО, а снаружи этого конца нарезана резьба 11, на которой ра положена гайка 12 для стягивания вал 3 со шпинделем станка. Корпус 1 патр на жестко крепится к пиноли станка, например, разрезной втулкой 13, стягиваемой винтами 14. Жесткое креплениекорпуса 1 к пиноли станка, а вала 3 - к шпинделю исключает при рабо те продольное смещение корпуса 1 относительно вала 3. Второй конец вала 3 имеет эксцент ричную расточку 15, ось 16 которой смещена относительно оси 4 вала 3 (фиг.1 и 3). Внутри расточки 15 расположена эксцентриковая втулка 17, имеющая выступ 18 с риской 19. При установке эксцентриковой втулки 17 в расточку 15 вала 3 ее выступ 18 . проходит через продольную прорезь 20 СФиг.) , а при повороте выступ. 18 ра полагается в радиальной проре зи 21 (фиг.З,) .Поворот втулки 17, благодаря ее эксцентриситету и эксцентричной расточке 15 вала 3, обеспечивает сме щение оси 22 отверстия эксцентриково втулки 17 относительно оси 4 вращения вала 3. Величина смещения оси 22 может устанавливаться по круговой шкале 23, нанесенной на наружной поверхности вала 3 (фиг.5).Фиксация положения эксцентриковой втулки 17 внутри вала 3 производится гайкой 24 черкез кольцо 25 и шайбу 26. Гайка 24 навернута на наружную резьбу 27 конца вала 3. Внутри эксцентриковой втулки 17 помещена сменная цанга 2,8 С.фиг.1) , которая может быть разрезной, конусной и т.д Для крепления сверла в цанге 28 имеется резиновая втулка 29 ступенчатая втулка 30 и гайка 31. В торцовой проточке ступенчатой втул ки 30 расположено резиновое уплотнительное кольцо 32. Резиновая втулка 29 расположена внутри цанги 28 между ее внутренней поверхностью и наружной поверхностью трубчатого сверла 33. Ступенчатая втулка 30 своим меньшим диаметром расположена так же, как и резиновая втулка 29. При затягивании гайки 31 резиновая втулка 29 сжимается и фиксирует сверло 33 в цанге 28, а уплотнительное кольцо 32 герметизирует место соединения ступенчатой втулки 30 с валбм 3. Для исключения разбрызгивания, жид|рости при работе патрон снабжен телескопическим кожухом 34, состоящим из нескольких стаканов, входящих друг в друга (фиг.1). Верхний стакан 35 крепится на корпусе 1 с помощью шарикового запора. Этот запор состоит из обоймы 36, одетой на верхний стакан 35, который в свою очередь одет на корпус 1. Стакан 35 имеет несколько равномерно расположенных по окружности сквозных конических отверстий 37. В этих отверстиях и кольцевой канавке 38 на корпусе 1 размещаются частью своего объема шарики 39, удерживае1 ;1е от выпадения внутренней проточкой 40 обоймы 36, При поднятии обоймы 36 вверх до упора в проволочное кольцо 41, расположенное в проточке стакана-35 между шариками 39 и конической проточкой 42, образуется зазор, равный или чуть больишй глубины кольцевой канавки 38, и шарики 39 выходят из нее (фиг. 4). В этом положении кожух 34 легко снимается с патрона. Винтовая пружина 43 служит для принудительного раздвигания стаканов кожуха 34. Одним концом она упирается в кольцевой выступ 44 верхнего стакана 35, а другим-- в кольцевой выступ 45 нижнего стакана. Кольцевой выступ 45 нижнего стакана при работе опирается на заготовку 46, в которой сверлит отверстие 47 (фиг.6) . При сверлении алмазным трубчатым сверлом 33 внутри него при сравнительно большой толщине заготовки образуется стержневидный элемент48 (фиг. 7) , Патрон работает следующим образом. Патрон укрепляется на станке (фиг.1) Для.этого корпус 1 патрона укрепляется на пиноли станка путем затягивания винтов 14 разрезной втул-; ки 13, а вала 3 на шпинделе. На штуцере 2 укрепляется шланг для подачи смазочной охлаждающей жидкости. Поднимается до упора стакан 35, и кожух 34 снимается с корпуса. Риска 19 выступа. 18 эксцентриковой втулки 17 устанавливается йа среднюю отметку круговой шкалы 23, после чего гайкой 24 фиксируется положение эксцентриковой втулки 17. В цангу 28 вставляется концевой инструмент, например сверло 33, и закрепляется гайкой 31. На корпус 1 патрона одевается защитный кожух 34. Включается подача смазочноохлаждающей жидкости и из заготовки 46 делают пробное высверливание стержневидного элемента 48 (фиг.6 и 7) Измеряют диаметр высверленного стержневидного элемента .48. Если диаметр элемента 48 оказывается больше или ментяие требуемого, то изменяют эксцентриситет сверла 33. При увеличении эксцентриситета сверла ,33 увеличивается диаметр обрабатываемого отверстия 47 и уменьшается диаметр образующегося внутри сверла 33 стержневидного элемента 48. При этом происходит увеличение зазора между наружной поверхностью сверла 33 и поверхностью отверстия 47, а .также зазора между внутренней поверхностью сверла 33 и поверхностью стержневидного элемента 48, Увеличение зазоров улучшает условия охлаждения сверла 33 и. вымывание шлама, что повышает эффективность резания. Для изменения величины эксцентриситета сверла 33 снимают с патрона кожух 34, ослабляют гайку 24 фиксаций эксцентриковой втулки 17(фиг. 1),поворачивают в ту или другую, сторону кольцо 25 вместе с эксцентриковой втулкой 17 на необходимую величину, определяемую по круговой шкале 23 и риске 19 Сфиг.З и 5), затягивают гайку 24, одевают кожух 34 и делают повторное проб ное сверление.
Этим добиваются такой установки сверла 33, при которой высверливаемые элементы 48 получаются нужного размера по диаметру Затем производят высверливание всей партии стержней.
Предлагаемая установка сверла применяется при необходимости просвер лить в каком-либо материале отверстие с большой точностью по диаметру.
Формула изобретения
-1. Патрон для концевых инструментов , содержащий корпус со штуцером и полый вал с радиальными отверстиями, для подвода смазочно-охлаждающей жидкости, отличающийся тем, что, с целью повышения точности обработки изделий, вал выполнен с осевой эксцентричной расточкой и снабжен эксцентриковой втулкой, установленной в этой расточке, ось штуцера расположена по касательной к поверхности вала, а между радиальны1«т отверстиями выполнены перемычки в виде лопастей.
2. Патрон по П.1, о т л и .4 а ю щ и и с я тем, что снабжен съемным телескопическим кожухом с винтовой пружиной.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании № 686778, кл. 83/3, опублик. 1953.
/С
11
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования деталей | 1983 |
|
SU1142234A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Роторный автомат для сверления | 1975 |
|
SU509350A1 |
| СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ НЕМЕТАЛЛИЧЕСКИ:МАТЕРИАЛОВвСЕСОЮЗНАЯ | 1972 |
|
SU347204A1 |
| Устройство для обработки деталей из твердых и хрупких материалов | 1973 |
|
SU476999A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| Станок для сверления неметаллических материалов | 1972 |
|
SU448955A1 |
| Патрон к механизированным ручным инструментам | 1981 |
|
SU1061980A1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
7
V,//
.
kx
// /// У
Г-Г
33
45
4
7 У/ //
22
. 7
