Изобретение относится к электротехнической промышленности и может, быть использовано для изготовления намазных ленточных электродов щелочного аккумулятора.
Известно устройство для намазки ленточных электродов щелочного аккумулятора, содержащее лентопротяжный механизм с приводными барабанами и катушками, узлы обработки ленты и узел намазки.
Недостатком этого устройства является сложная конструкция.
Наиболее близким по технической сущности и достигаемым результатам является устройство для намазки ленточных электродов щелочного аккумулятора, содержащее лентопротяжный механизм с приводш 1ми барабанами и
катушками, узлы обработки протягиваемой через них намазанной ленты и
СП узел намазки в виде двух подвижных автономных резервуаров с цапфами.
Недостатком устройства является низкая надежность, обусловленная схоО) дом ленты с барабанов в процессе
О) намазки.
Цель изобретения - повышение надежности.
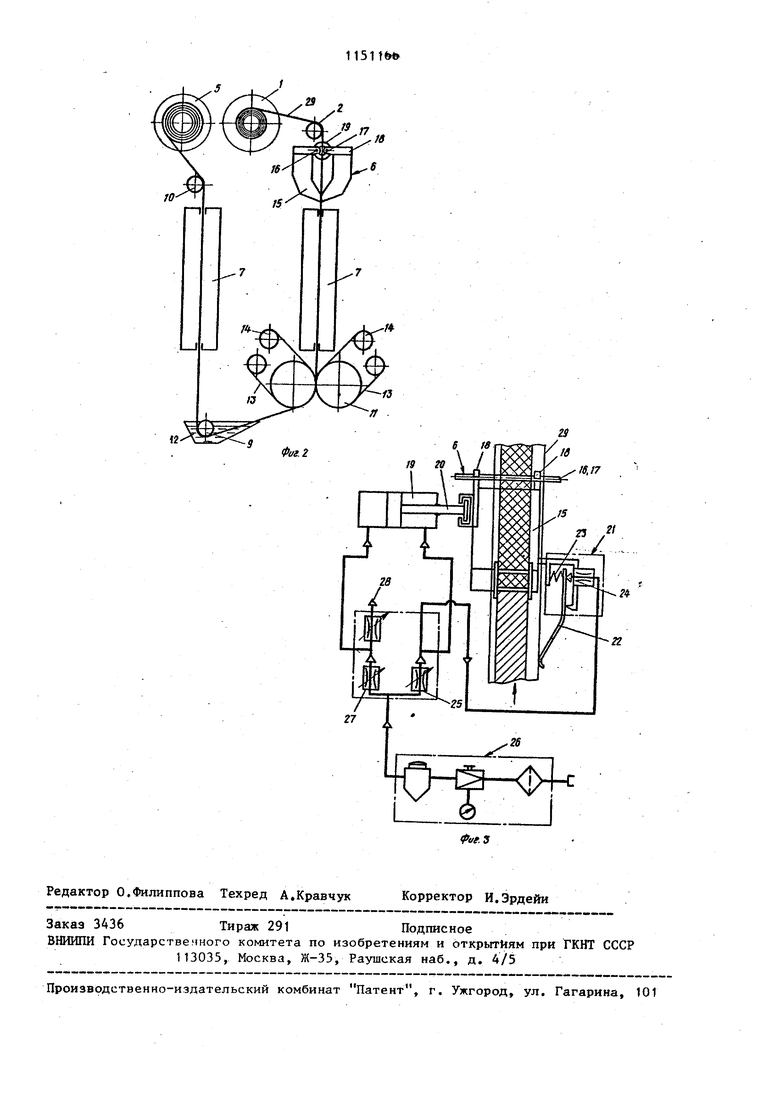
Это достигается тем, что в устройстве для намазки ленточных электродов щелочного аккумулятора, содержащем лентопротяжный механизм с приводными барабанами и катущками, узлы обработки протягиваемой через них намазанной ленты и узел намазки в виде двух подвижных автономных резервуаров с цапфами, узел намазки снабжен пневмоцилиндром и системой управления с пневматическим датчиком положения резервуаров, цапфы обоих резервуаров присоединены к штоку пневмоцилиндра, а датчик укреплен на корпусе одного из резервуаров для взаимодействия с кромкой движущейся ленты. На фиг.1 изображена схема устройства для изготовления металлокерамических ленточных электродов} на фиг.2 схема устройства для намазки окиснокадмиевых ленточных электродовJ на фиг. 3 - схема узла намазки с пневмоцилиндром и пневматическим дачтиком. Устройство для намазки ленточных электродов щелочного аккумулятора содержит исходную бобину 1 для перфорированной металлической ленты, направляющий ролик 2, приводные барабаны 3 и 4, приемную бобину 5,узел намазки 6 и узлы обработки в виде сушилки 7 и печи спекания 8,выполненные в виде шахтных протяжных печей Q электронагревателями, направляющие ролики 9 и 10, прокатные валки 11, ванну 12 для клеевого раствора. Прокатные валки 11 выполняют также функции приводных барабанов,обес печивая прокатку намазанной и подсушенной предварительно электродной ленты между лентами .13 из фильтровальной ткани , намотанной на катушки 14. Приемная бобина 5 обеспечивает подмотку выходящей из прокатных вал ков 1Т ленты. Исходная бобина 1 сна жена тормозным узлом, обеспечивающи необходимое натяжение проходящей че рез узел намазки 6 ленты. Узел намазки 6 содержит резервуа ры 15, навешанные на штангах 16 и 1 цапфами 18 с обеих сторон ленты с возможностью перемещения их в плоскости намазки для установки ширины ненамазанных кромок. ПрК.этом узел намазки 6 снабжен пневмоцилиндром 19, щток 20 которог присоединен к цапфам 16 обоих резер вуаров, обеспечивая механическое пе ремещение их в плоскости намазки по действие сжатого воздуха системы управления. Система управления пнев моцилиндром содержит пневматический датчик 21, корпус которого закрепле на одном из резервуаров 15. Датчик 21 содержит заслонку 22 в виде рычага, опирающегося под действием пру- жины 23 одним концом на торец согша 24, а другим - на торец ленты. Сопло 24 присоединено трубопроводом к полости пневмоцилиндра 19, а через дроссель 25 и узел подготовки 26 - к системе сжатого воздуха. Другая полость пневмоцилиндра 19 присоединена трубопроводом через дроссель 27 к узлу подготовки воздуха 26 и снабжена соплом 28 С регулируемым выходом воздуха в атмосферу. Узел подготовки воздуха может iсодержать фильтр-отстойник, маслораспыпитель и редуктор с манометром. Устройство работает следующим образом. Перфорированную металлическую ленту 29, намотанную на бобинах 1, заправляют в лентопротяжный механизм и закрепляют на приемной бобине 5. Узлы обработки приводят в рабочее состояние: печь и сушилки разогревают до технологической температуры, наматывают фильтровальную ткань на катушки 14. На проходящую через узел намазки 6 ленту 29 навешивают резервуары 15 и ё1акрепляют их цапфами на щтоке пневмоцилиндра 19. Устанавливают датчик 21 на одном из резервуаров так, чтобы рычаг 22 датчика 21 опирался наторец натянутой ленты 29, находящейся в рабочем положении относительно резервуаров 15. Включают подачу воздуха в систему через узел 26 и устанавливают давление в пределах 0,8-1,2 кг/см, При этом правильно установленный и предварительно отрегулированный узел намазки готов к работе. В процессе движения ленты при намазке пневмоцилиндр 19 находится в равновесном состоянии и шток 20 неподвижен до тех пор, пока выдерживается заданная положением датчика 21 ширина ненамазанной кромки. В случае отклонения этого размера из-за поперечного дрейфа ленты 29 в лентопротяжном механизме заслонка 22 перемещается вслед за кромкой ленты, изменяет расход воздуха через сопло 24 и нарушает равновесие пневмоцилиндра 19. Шток 20 пepeмeщaet резервуары в сторону смещения ленты, восстанавливая заданный размер. В результате этого давление воздуха в правой полости пневмоцилиндра 19 уменьшается, равновесие нарушает511
ся, и шток 20 перемещает бункеры 15 вправо,
В силу натяжения на роликах лента 29 перемещается относительно резервуаров влево и восстанавливает нарушенное равновесие, Есйи же лента 29 смещается в результате дрейфа влево, сопло 24 закрывается, давление в правой полости увеличивается, и бункеры 15 перемещаются под действием штока 20 также влево, восстанавливая равновесие в системе. Таким образом, система осуществляет автоматическое слежение за дрейфующей лентой. Для предотвращения недопустимого дрейфа (сход с роликов ипи заминание кромок),в крайних.положениях штока 20 пневмоцилиндра могут быть установлены конечные включатели сигнализации.
Предварительную регулировку равновесия и чувствительность системы управления производят в следующем порядке.
До загрузки бункеров 15 пастой включают подачу воздуха и открывают сопло 28 на 1-2 витка, а сопло 24 открывают перемещением заслонки 22 на 15-20% ее рабочего хода. Вращением дросселей 25 и 27 устанавливают примерное равновесие в пневмоцилиндре 19 (шток 20 останавливает свое перемещение в средней части хода). Перемещая заслонку 22 в одну или в другую сторону и вращая дроссе11666
ли 25 и 27, добиваются равной скорости перемещения штока 20 в обе сторо-, ны и остановку его в равновесном сос, тоянии при некотором положении заслонки 22. Если зтого добиться не удается, дросселем 28 уменьшают или увеличивают истечение воздуха в атмосферу. Равновесное состояние системы может быть установлено при различной степени открытия дросселей 25 и 28, что определяет ее чувствительность и быстродействие. В некоторых пределах чувствительность системы
15 регулируется также изменением давления сжатого воздуха на входе в систему. Если при нарушении равновесия резервуары перемещаются на 10-15 мм резкими движениями, то чувствительность уменьшают. Если же при этом резервуары перемещаются почти незаметно, чувствительность и быстродействие увеличивают. После такой регулировки и проверки резервуары 15
25 наполняют пастой и производят корректировку ширины ненамазанных кромок путем перемещения корпуса датчика 21 относительно бункера 15 при движущей.ся ленте.
30
Предложенное устройство для намазки ленточных злектродов щелочного аккумулятора позволяет получать ленту с ненамазанными кромками, что повышает качество электродов по сравнению с прототипом.


УСТРОЙСТВО ДЛЯ НАМАЗКИ ЛЕНТОЧНЫХ ЭЛЕКТРОДОВ ЩЕЛОЧНОГО АККУМУЛЯТОРА, содержащее лентопротяжный механизм с приводными, барабанами и катушками, узлы обработки протягиваемой через них намазанной ленты и узел намазки в виде двух подвижных автономных резервуаров с цапфами., отличающеес я тем что, с целью повышения надежности, узел намазки снабжен пневмоцилиндром и системой управления с пневматическим датчиком положения резервуаров, цапфы обоих резервуаров присоединены к штоку пневмоципиндра, а датчик укреплен на корпусе одного из резервуаров для взаимодействия с кромкой движущейся ленты.
| Способ обработки шариков | 1984 |
|
SU1184649A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для намазки пастой ленточных заготовок электродов щелочных аккумуляторов | 1974 |
|
SU711973A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
