1 Изобретение относится к машиностроению и может быть использовано в технологии финишной обработки шари ков. Цель изобретения - повьшение производительиости и качества обработки за счет полирования шариков на переменных скоростях гибкими мягкими инструментами, позволяющими также уменьшить степень шаржирования и на клеп обрабатываемой поверхности. На фиг.1 изображена схема способа обработки шариков; на фиг.2 - план скоростей гибких лент. Обработка шариков осуществляется следующим образом. Обрабатываемый шарик 1 помещают в петлю, образованную бесконечными лентами 2 и 3. Для этого можно, например , изготавливать ленты 2 и 3 из гибкого и эластичного материала или привод одной из лент должен иметь возможность перемещаться вместе с лентой в плоскости параллельной плоскостям, в которьЕй расположены ленты 2 и 3. Натяжением лент 2 и 3 обеспечивают необходимое давление в зоне контакта лент с обрабатьго аемым шариком. Затем сообщают перемещение лентам 2 и 3 и подают абразивную сус пензию в зону обработки. Причем скорости перемещения лент 2 и 3 синхрон но изменяют таким образом, чтобы в м мент достижения максимального значени скорости перемещения одной ленты, скорость перемещения другой соответствовала бы минимальному значению. Направ ляющие ролики 4 не позволяют смещаться лентам 2 и 3 относительно их плоскостей вращения. Шарик I во время обработки вращается за счет наличия вращающих моментов от сил трения, возникающих между изделием и лентами 2 и 3, т.е. абсолютная скорость движения шара складывается из двух откос;ительных скоростей полирования. При обработке шарика 1 двумя перекрещивающимися бесконечными гибкими лентами 2 и 3, расположенными в двух взаимно перпендикулярных плоскостях, закон вращения шарика 1 определяется скоростями перемещения лент 2 и 3, 49 так как давление в плоскости контакта лент 2 и 3 и шарика 1 постоянно и одинаково. Если бы эти скорости были бы равны, например 1тл}с л.плу и не изменялись бы в процессе обработки, то их равнодействующая V сохраняла бы постояннь1ми свое направление и величину. В этом случае ось вращения шарика не меняет своего положения в процессе обработки, что предполагает неравномерный съем с обрабатьшаемой поверхности, т.е. приводит к искажению сферической формы обрабатьгоаемого шарика. Кроме этого, так как шарик участвует только в двух движениях, то на обрабатываемой поверхности могут быть следы обработки, т.е. ненаправленность следов обработки обеспечить при таких условиях обработки чрезвычайно сложно. Изменение скоростей перемещения лент 2 и 3 по периодическому закону таким образом, чтобы в момент достижения одной из лент максимального значения скорости ее перемещения, скорость перемещения другой ленты соответствовала бы минимальному значению, заставляет равнодействующую от скоростей совершать колебания от V до V, т.е. при этих условиях обработки ось вращения шарика 1 также совершает колебательное движение, что позволяет обеспечить равномерный съем материала с обрабатьшаемой поверхности. Наличие сложного закона вращения обрабатываемого шарика позволяет уменьшить шероховатость обрабатываемой поверхности, обеспечить ненаправленность следов обработки. Ограничивающие ролики 5 не позволяют шарику 1 вместе с лентами 2 и 3 совершать колебания в плоскости, перпендикулярной плоскости вращения лент. Кроме этого, из теории и практики доводки известно, что при динамическом нагружении системы деталь абразив - инструмент, т.е. при обработке с переменными скоростями скорость диспергирования материала с обрабатьшаемой поверхности вьщ1е, чем при статическом нагружении, т.е. при обработке с постоянными скоростями.
Z
тая.
и,
Zmi,n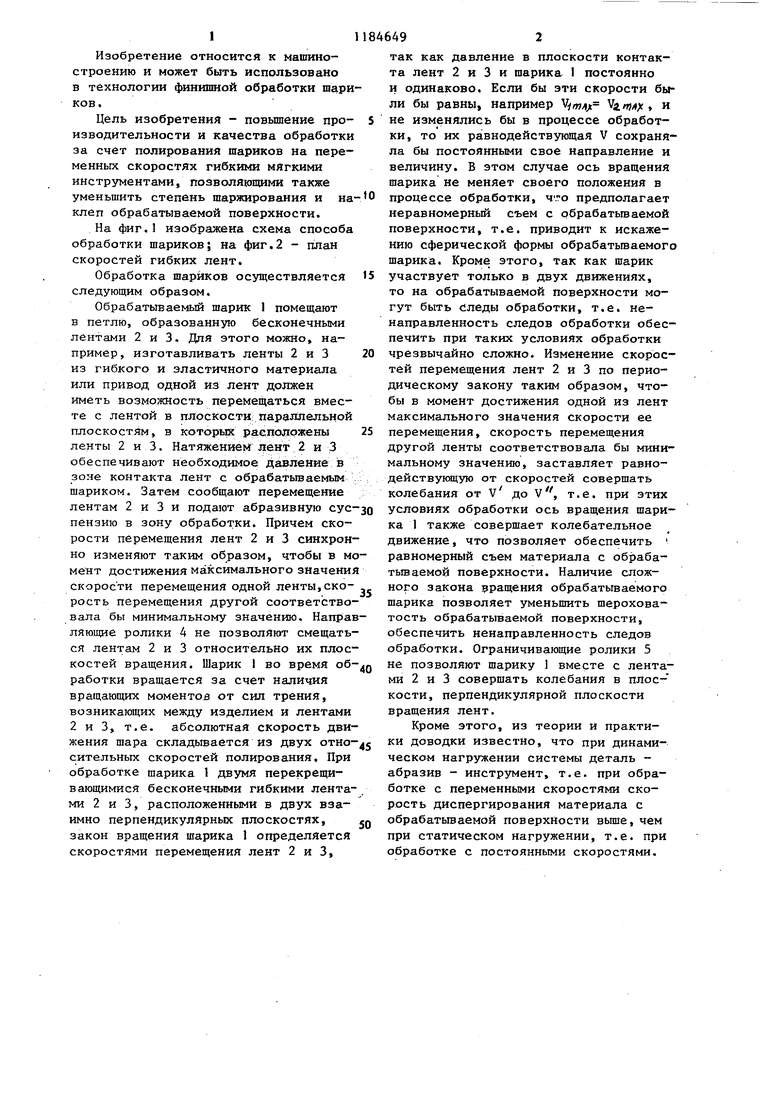
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимико-механического полирования шаров | 1984 |
|
SU1222447A1 |
| Устройство для электрохимико-механического полирования | 1984 |
|
SU1187939A1 |
| Способ обработки шариков | 1985 |
|
SU1268382A2 |
| Способ электрохимико-механического полирования | 1984 |
|
SU1222446A1 |
| Устройство для электрохимикомеханического полирования | 1986 |
|
SU1373505A1 |
| Устройство для полирования | 1987 |
|
SU1414583A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Способ чистовой обработки детали | 1989 |
|
SU1703417A1 |
| Устройство для обработки шариков | 1986 |
|
SU1323346A1 |

СПОСОБ ОБРАБОТКИ ШАРИКОВ, при Котором каждый шарик размещают между двумя рабочими поверхностями инструментов, установленными под углом друг к другу, сообщают инструментам относительные перемещения в двух непараллельных плоскостях, отличающийся тем, что, с целью повышения производительности и качества обработки, последнюю ведут гибкими лентами, расположенными одна относительно другой с образованием петли, в которую помещают обрабатьгеаемьй шарик, при этом ленты перемещают с синхронно изменяющимися скоростями так, что в момент дости- жения одной из лент максимальной скорости перемещения скорость перемещения другой соответствует минимальному значению.
| Способ обработки сферических поверхностей | 1977 |
|
SU722735A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
