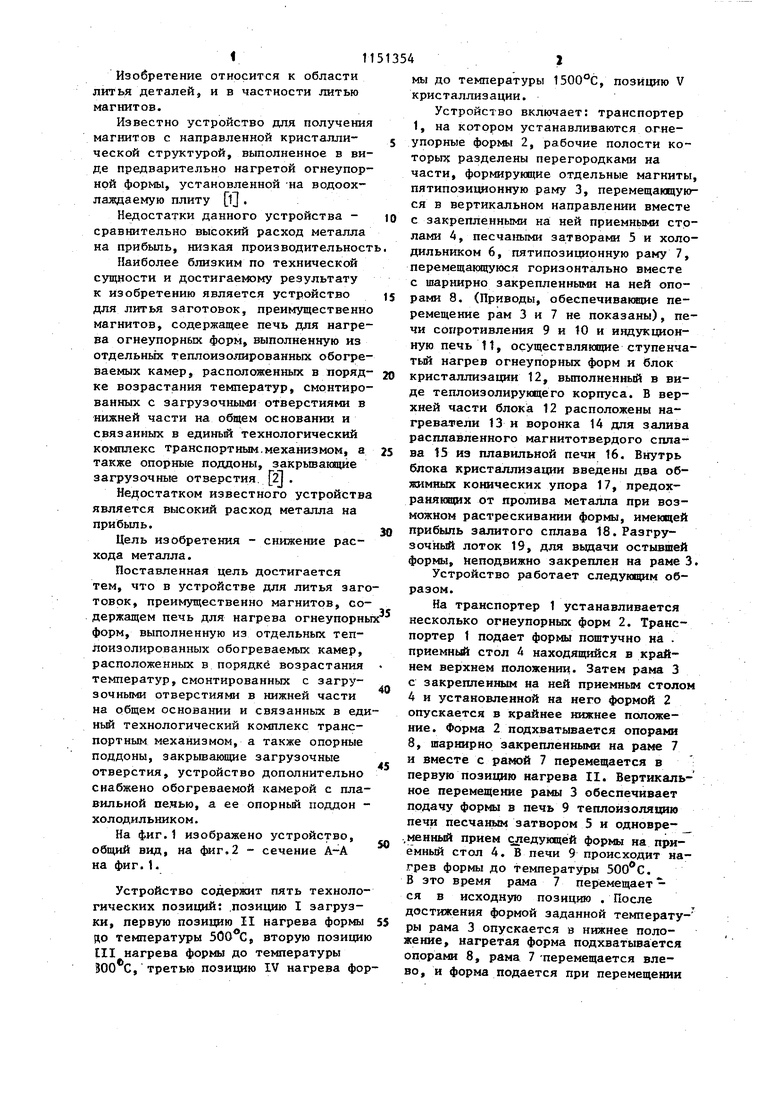
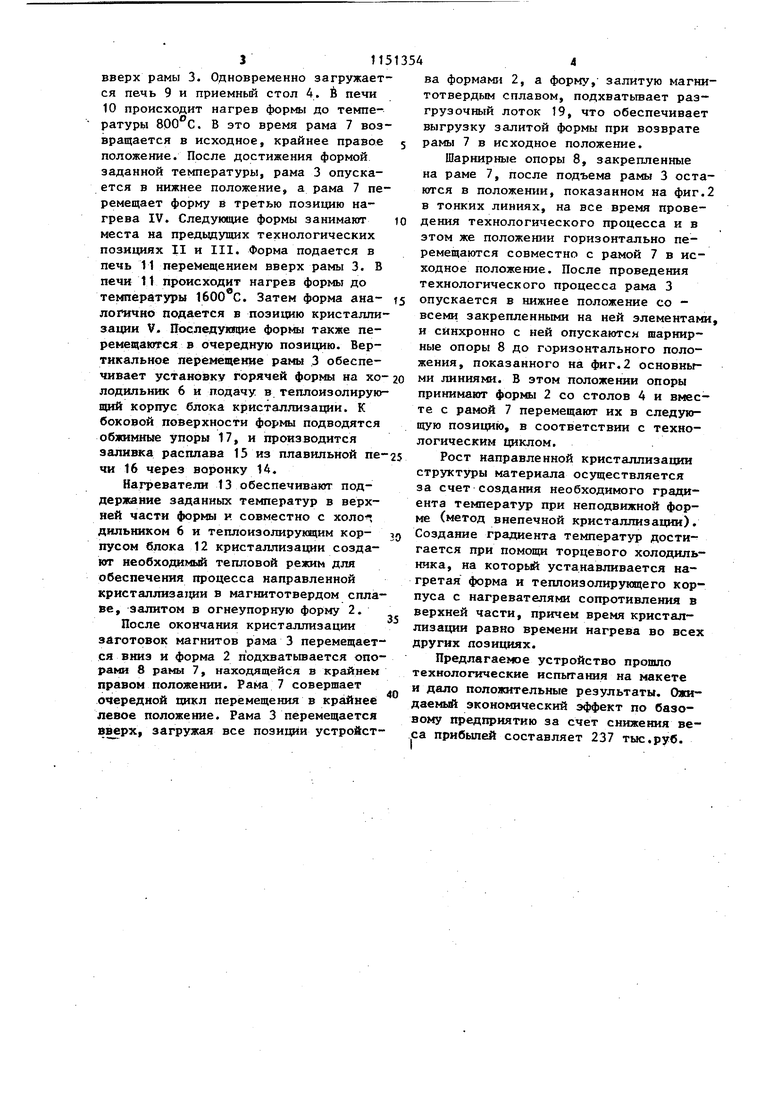
16 Изобретение относится к области литья деталей, и в частности литью магнитов. Известно устройство для получения магнитов с направленной кристаллической структурой, выполненное в виде предварительно нагретой огнеупорной формы, установленной -на водоохлаждаемую плиту l . Недостатки данного устройства сравнительно высокий расход металла на прибыль, низкая производительност Наиболее близким по технической сущности и достигаемому результату к Изобретению является устройство для литья заготовок, преимущественно магнитов, содержащее печь для нагрева огнеупорньк , выполненную из отдельньЬс теплоизолированных обогреваемых камер, расположенных в порядке возрастания температур, смонтированных с загрузочными отверстиями в нижней части на общем основании и связанных в единый технологический комплекс транспортным.механизмом, а также опорные поддоны, закрьгоакяцйе загрузочные отверстия. 2j . Недостатком известного устройства является высокий расход металла на прибыль. Цель изобретения - снижение расхода металла. Поставленная цель достигается тем, что в устройстве для литья заго товок, преимущественно магнитов, содержащем печь для нагрева огнеупорны форм, выполненную из отдельных теплоизолированных обогреваемых камер, расположенных в порядке возрастания температур, смонтированных с загрузочными отверстиями в нижней части на общем основании и связанньпс в еди ный технологический комплекс транспортным механизмом, а также опорные поддоны, закрьшающие загрузочные отверстия, устройство дополнительно снабжено обогреваемой камерой с плавильной пеяью, а ее опорный поддон холодильником. На фиг.1 изображено устройство, общий вид, на фиг,2 - сечение А-А на фиг.1. Устройство содержит пять технологических позиций: .позицию I загрузки, первую позицию II нагрева формы до температуры , вторую позици II нагрева формы до температуры , третью позидаю IV нагрева фо мы до температуры 1500°С, позицию V кристаллизации. Устройство включает: транспортер 1, на котором устанавливаются огнеупорные формы 2, рабочие полости которых разделены перегородками на части, формирующие отдельные магниты, пятипозищюнную раму 3, перемещающуюся в вертикальном направлении вместе с закрепленными на ней приемнь1ми столами 4, песчаными затворами 5 и холодильником 6, пятипозиционную раму 7, перемещакицуюся горизонтально вместе с шарнирно закрепленными на ней опорами 8. (Приводы, обеспечивакжие перемещение рам 3 и 7 не показаны), печи сопротивления 9 и tO и индукционную печь 11, осуществляющие ступенчатьй нагрев огнеупорных форм и блок кристаллизации 12, вьтолненный в виде теплоизолирующего корпуса. В верхней части блока 12 расположены нагреватели 13 и воронка 14 для залива расплавленного магнитотвердого сплава 15 из плавильной печи 16. Внутрь блока кристаллизации введены два обжимных конических упора 17, предохраняющих от пролива металла при возможном растрескивании формы, имеющей прибыль залитого сплава 18. Разгрузочный лоток 19, для выдачи остывшей формы, неподвижно закреплен на раме 3. Устройство работает следующим образом. На транспортер 1 устанавливается несколько огнеупорных форм 2. Транспортер 1 подает формы поштучно на . приемный стол 4 находящийся в крайнем верхнем положении Затем рама 3 с закрепленным на ней приемным столом 4 и установленной на него формой 2 опускается в крайнее нижнее положение. Форма 2 подхватывается опорами 8, шарнирно закрепленными на раме 7 и вместе с рамой 7 перемещается в первую позицию нагрева II. Вертикальное перемещение рамы 3 обеспечивает прдачу формы в печь 9 теплоизоляцию печи песчаным затвором 5 и одновре.менньй прием следующей формы на приемный стол 4, В печи 9 происходит нагрев формы до температуры . В это время рама 7 перемещается в исходную позицию . После достижения формой заданной температуры рама 3 опускается в нижнее положение, нагретая форма подхватывается опорами 8, рама 7 -перемещается влево, и форма подается при перемещении
вверх рамы 3. Одновременно загружается печь 9 и приемный стол 4. 6 печи 10 происходит нагрев формы до температуры . В это время рама 7 возвращается в исходное, крайнее правое положение. После достижения формой заданной температуры, рама 3 опускается в нижнее положение, а рама 7 перемещает форму в третью позицию нагрева IV. Следующие формы занимают места на предьщзпцих технологических позициях II и III. Форма подается в печь 11 перемещением вверх рамы 3. В печи 11 происходит нагрев формы до температуры 1600 С. Затем форма аналогично подается в позицию кристаллизации V. Поеледугацие формы также перемещаются в очередную позицию. Вертикальное перемещение рамы 3 обеспечивает установку горячей формы на холодильник 6 и подачу в теплоизолирующий корпус блока кристаллизации. К боковой поверхности формы подводятся обжимные упоры 17, и производится заливка расплава 15 из плавильной печи 16 через воронку 14.
Нагреватели 13 обеспечивают поддержание заданных температур в верхней части формы и совместно с холо-,
ДИЛЬНИКОМ 6 и теплоизолирующим КОрпусом блока 12 кристаллизации создают необходимый тепловой режим для обеспечения процесса направленной кристаллиза1щи в магнитотвердом сплаве, запитом в огнеупорную форму 2.
После окончания кристаллизации заготовок магнитов рама 3 перемещается вниз и форма 2 подхватьшается опорами 8 рамы 7, находящейся в крайнем правом положении. Рама 7 совершает очередной цикл перемещения в крайнее Левое положение. Рама 3 перемещается вверх, загружая все позиции устройства формами 2, а форму, залитую магнитотвердым сплавом, подхватьшает разгрузочный лоток 19, что обеспечивает выгрузку залитой формы при возврате рамы 7 в исходное положение.
Шарнирные опоры 8, закрепленные на раме 7, после подъема рамы 3 остаются в положении, показанном на фиг. в тонких линиях, на все время проведения технологического процесса и в этом же положении горизонтально перемещаются совместно с рамой 7 в исходное положение. После проведения технологического процесса рама 3 опускается в нижнее положение со всеми закрепленньши на ней элементам и синхронно с ней опускаются шарнирные опоры 8 до горизонтального положения, показанного на фиг.2 основными линиями. В этом положении опоры принимают формы 2 со столов 4 и вместе с рамой 7 перемещают их в следующую позицию, в соответствии с технологическим циклом.
Рост направленной кристаллизации структуры материала осуществляется за счет создания необходимого градиента температур при неподвижной форме (метод внепечной кристаллизации). Создание градиента температур достигается при помощи торцевого холодильника, на которьй устанавливается нагретая форма и теплоизолирующего корпуса с нагревателями сопротивления в верхней части, причем время кристаллизах и равно времени нагрева во всех других позициях.
Предлагаемое устройство прошло технологические испытания на макете и дало положительные результаты. Ожидаемый экономический эффект по базовому предприятию за счет снижения веса прибылей составляет 237 тыс.руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
УСТРОЙСТВО ДЛЯ ЛИТЬЯ ЗАГОТОВОК, преимущественно магнитов, содержащее печь для нагрева огнеупорных форм, выполненную из отдельных теплоизолированных обогреваемых камер, расположенных в порядке возрастания температур, смонтированных с загрузочными отверстиями в нижней части на общем основании и связанных в единый технологический комплекс транспортным механизмом, а также опорные поддоны, закрывающие загрузочные отверстия, отличающееся тем, что, с целью снижения расхода металла, устройство дополнительно снабжено обогреваемой камерой с плавильной печью, а ее опорньш поддон (Л холодильником.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ МАГНИТОВ с НАПРАВЛЕННОЙ | 0 |
|
SU169705A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Информационный бюллетень № 50340274 межотраслевой выставки Прогресс 83 | |||
