(54) УСТАНОВКА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2545979C1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1998 |
|
RU2131321C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Вакуумная гарниссажная литейная установка для получения отливок из тугоплавких металлов | 1971 |
|
SU399702A1 |
| Автоматизированная линия кокильного литья | 1977 |
|
SU997968A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2562188C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |

1
Изобретение относится к литейному оборудованию, в частности к оборудованию для литья по выплавляемым моделям.
Известны устройства для механизации процесса литья по выплавляемым моделям, где представлена комплексная механизированная поточная линия прокаливания, формовки, заливки оболочек и охлаждения отливок 1.
Известна также автоматизированная линия для получения отливок, содержащая камеры охлаждения, объединенные транспортными механизмами. Оболочки помещаются в олоку, отверстия для заливки металла закрываются колпачками, опока засыпается и утрамбовывается. Затем опока с оболочкой по рольгангу подается к прокалочной печи. Обожженные оболочки подаются по рольгангу под заливку. Ковш с расплавленным металлом от плавильных печей по бирельсу вручную перемещается рабочим к месту заливки, где происходит ручная заливка оболочек металлом. После этого опока с оболочками поступает в охладительную камеру с помощью толкающего конвейера, затем производится выбивка оболочки с залитым металлом 2.
Недостатками указанной линии являются наличие ручных операций при установке оболочек в опоки и закрывании отверстия под. заливку, наличие ручных операций при заливке форм, наличие вибрационной установки, наличие транспортного устройства для транспортирования песка, материал наполнителя - песок усложняет процесс ме10 ханизации и снижает качество отливок, низкое качество отливок, тяжелые условия труда, нет возможности осуществлять вакуумную заливку металла.
Известна установка для обжига, залив ки и охлаждения форм в производстве литья по выплавляемым моделям, содержащая плавильный и заливочный агрегат, проходную печь прокатки и охлаждения и передающий транспортный механизм. Керамические формы, установленные на подвески,
20 продвигаются конвейером в обжигательную печь. После обжига группа подвесок с формами перемещаются к заливочной камере и останавливаются над ней. Заливочная камера, заполненная разогретым псевдокипящим песком, поднимается вертикально и формы, за исключением чаши, оказываются погруженными в слой разогретого песка. После заливки металла и кристаллизации отливки заливочная камера опускается, а отливки направляются в охладительную камеру 3.
Недостатками этой установки являются наличие ручных операций при заливке, наличие установки подогрева и продувки песка, отсутствие механизации на загрузочной позиции, низкое качество отливок, так как песок попадает в форму при продувке, материал наполнителя - песок усложняет процесс механизации разгрузки, что усложняет возможность механизации отбивки керамики от отливки, нет возможности осуществлять вакуумную заливку металла.
Цель изобретения - повышение качества отливок и производительности установки.
Поставленная цель достигается тем, что установка для литья по выплавляемым моделям, содержащая плавильный и заливочный агрегат, проходную печь прокалки и охлаждения и передающий транспортный механизм, снабжена тележками-накопителями с поворотными столами, расположенными со стороны загрузки и выгрузки проходной печи прокалки и охлаждения, выполн нной двухканальной, один из каналов является камерой термостатирования, причем передающий транспортный механизм выполнен в виде напольных и подвесных манипуляторов, расположенных по торцам проходной печи прокалки и охлаждения.
Плавильный и заливочный агрегат выполнен в виде вакуумной камеры.
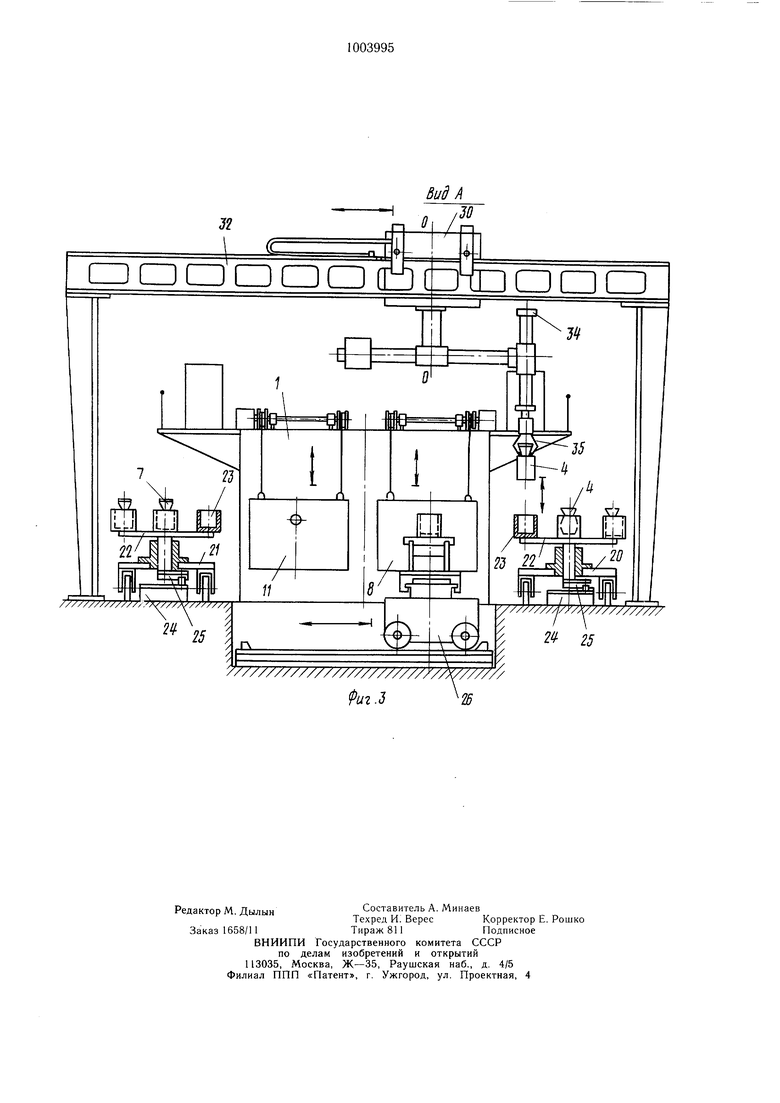
На фиг. 1 показана установка, общий вид; на фиг. 2 - установка, вид сверху; на фиг. 3 - вид А на фиг. 1.
Установка состоит из проходной двухканальной печи 1, у которой один из каналов 2 с шаговым передающим механизмом 3 предназначен для прокалки литейных форм 4, а другой канал 5 с шаговым передающим механизмом 6 является камерой термостатирования для охлаждения отливок 7. По торцам печи 1 установлены заслонки 8-11. Установка включает два вакуумных плавильных агрегата 12 и 13, каждый из которых предназначен для плавки, заливки металла в среде вакуума и содержит плавильную камеру 14, в которой установлен тигель 15 для расплава металла, имеющий привод 16 для его поворота во время заливки металла, загрузочную камеру 17 которая имеет привод 18 для отвода ее от плавильной камеры 14 на время загрузки - разгрузки, и муфель 19, в который помещается форма 4 перед заливкой металлом.
Две тележки-накопители 20 и 21 с поворотными столами предназначены для межоперационного транспортирования форм
4 и отливок 7. Каждая из них содержит поворотную кассету 22, на которой установлены ложементы 23 для размещения в них форм или отливок. Каждая тележка-накопитель 20 и 21 установлена на позиции загрузки - разгрузки печи 1 прокалки форм и охлаждения отливок, где происходит стыковка поворотной кассеты 22 с шаговым приводом поворота 24, который водилом 25 обеспечивает ее поворот с отливками и формами на один щаг.
Печь 1 оборудована двумя напольными манипуляторами 26 и 27, которые предназначены для загрузки - разгрузки прокалочного и охладительного каналов 2 и 5 и транспортирования поддонов 28 с формами 4 или отливками 7 от канала 2 прокалки к каналу 5 охлаждения. Каждый из манипуляторов 26 и 27 содержит привод горизонтального перемещения от канала прокалки форм к каналу охлаждения отливок
и привод горизонтального перемещения вил 29, которые предназначены для загрузки и разгрузки прокалочного канала 2 и охладительного канала 5, а также для транспортирования поддонов 28 с формами или отливками от канала 5 охлаждения к
каналу 2 прокалки с одной стороны печи 1, а с другой - от канала 2 прокалки .к каналу 5 охлаждения.
Два подвесных манипулятора 30 и 31, установленные на балках 32 и 33, предназначены для загрузки и разгрузки вакуумных плавильных агрегатов 12 и 13 и тележекнакопителей 20 и 21.
Каждый из подвесных манипуляторов 30 и 31 содержит руку 34, которая имеет возможность поворота вокруг своей оси в
горизонтальной плоскости на 180° и перемещаться в вертикальной плоскости вниз и вверх. Захват 35 руки 34 необходим для захвата формы или отливки, переноса ее от печи прокалки и охлаждения к вакуумным плавильным агрегатам 12 и 13 и переноса отливок от печи 1 к тележке-накопителю 21 с другой стороны.
Установка прокалки форм, вакуумной заливки форм металлом и охлаждения отливок работает следующим образом.
Для загрузки и разгрузки двухканальной печи 1 устанавливаются тележки-накопители 20 и 21 на позицию загрузки с формами 4, которые расположены в ложементах 23, а на позицию разгрузки с пустыми
ложементами 23 для принятия отливок 7 после охлаждения. После установки тележек-накопителей 20 и 21 подвесной манипулятор 30 опускает вертикально вниз руку 34 и своим захватом 35 схватывает
форму 4, после чего она вертикально поднимается, извлекая форму 4 из ложемента 23 а затем поворачивается на 90° к двухканальной печи 1, где находится в исходном положении напольный манипулятор 26 с
пустым поддоном 28, установленным на его вилах 29, и опускает руку 34 вместе с формой, устанавливая ее на поддон 28, после чего происходит разжим захвата 35 и рука 34 вертикально поднимается и поворачивается в исходное положение к тележкенакопителю 20. В это время с другой стороны двухканальной печи 1 подвесной манипулятор 31 из исходного положения поворачивает руку 34 на 180° к каналу охлаждения и опускает ее вертикально, схватывает своим захватом 35 прокаленную форму 4, после чего поднимает руку 34, извлекая форму 4, на поддоне 28. После этого подвесной манипулятор 31 перемещается горизонтально по балке 33 с одновременным поворотом руки на 180° к вакуумному плавильному агрегату 12 или 13 (по вызову).
После завершения этих манипуляций рука 34 с прокаленной формой 4 опускается, устанавливая форму 4 в обогреваемый муфель 19, после чего происходит разжим захвата 35 и рука 34 поднимается. Подвесной манипулятор 31 по балке 33 возвращается в исходное положение.
После установки формы 4 в муфель 19 загрузочная камера 17 закрывается и из нее производят откачку воздуха до значения, равного с плавильной камерой 14, после чего открывается затвор и производят подвод муфеля 19 с формой 4 к тигелю 15 с расплавленным металлом. После этого с помощью привода 16 поворота тигель 15 поворачивается и жидкий металл заполняет пустую форму 4. После заполнения формы 4 металлом тигель 15 с помощью привода 16 поворота возвращается в исходное положение, а муфель 19 с отливкой 7 выводится из плавильной камеры 14 в загрузочную камеру 17, после чего происходит закрытие и герметизация затвора.
В камеру 17 загрузки напускают воздух, а затем с помощью привода 18 открывают загрузочную камеру 17. В это же время происходит загрузка тигеля 15 металлом для расплава новой порции металла. Производится вызов подвесного манипулятора 31, который из исходного положения перемещается горизонтально по балке 33 к вакуумному плавильному агрегату 12 или 13. После заверщения горизонтального перемещения рука 34 вертикально опускается и с помощью захвата 35 производит схват отливки 7, после чего рука 34 вертикально поднимается, извлекая отливку 7 из муфеля 19, а затем подвесной манипулятор 31 перемещается горизонтально по балке 33 с одновременным поворотом руки на 180° к двухканальной печи 1. При заверщении манипуляций рука 34 с отливкой 7 опускается и отливка 7 устанавливается на поддон 28, находящийся на вилах 29 напольного манипулятора 27, после чего происходит разжим захвата 35 и рука 34
вертикально поднимается и поворачивается на 180°.
Заслонки 8 и 9 вертикально поднимаются, открывая каналы охлаждения 5 и прокалки 2, после чего вилы 29, на которых
установлены поддоны 28 с формой 4 и отливкой 7 соответственно, перемещаются в канал 2 прокалки и в канал 5 охлаждения. После завершения перемещения вил 29 в каналы прокалки 2 и охлаждения 5 происходит подъем передающих механизмов
® 3 и 6, которые поднимают с пода все поддоны 28 с формами 4 и отливками 7, в том числе и с вил 29 напольных манипуляторов 26 и 27 соответственно, после чего освобожденные вилы 29 извлекаются из кана5 лов прокалки 5 и охлаждения 2. Заслонки 8 и 9 опускаются и закрывают оба канала, а передающие механизмы 3 и 6 с поднятыми поддонами 28 перемещаются горизонтально на один шаг равный 300 мм.
В это время напольный манипулятор 26 из исходного положения перемещается от канала прокалки 2 к каналу охлаждения 5 с одной стороны двухканальной печи 1, а с другой стороны этой печи напоЛный мани5 пулятор 28 из исходного положения перемещается от канала 5 охлаждения к каналу 2 прокалки.
После заверщения этих манипуляций заслонки 10 и 11 открываются, вилы 29
0 напольных манипуляторов 26 и 27 горизонтально перемещаются в каналы охлаждения 5 и прокалки 2, а передающие механизмы 3 и 6 опускаются и поддоны 28 с отливками 7 и формами 4 устанавливаются на поды соответствующих каналов и по
5 одному на вилы 29 напольных манипуляторов 26 и 27.
Освобожденные передающие механизмы 3 и 6 возвращаются горизонтально в исходное положение, а вилки 29 напольных манипуляторов 26 и 27 извлекают из кана0лов поддона 28 с отливкой 7 с одной стороны, и с формой 4 с другой стороны двухканальной печи 1, после чего заслонки 10 и 11 вертикально опускаются и закрывают оба канала, а напольные манипуляторы 26
5 и 27 с поддонами 28, на которых установлены отливки 7 и форма 4, возвращаются в исходное положение. После завершения движений напольных манипуляторов 26 и 27 рука 34 подвесного манипулятора 30
поворачивается из исходного положения к каналу прокалки на 90°. Опускается рука 34 и производится захват отливки 7, после чего рука 34 вертикально поднимается, извлекая отливку из поддона 28. После этого подвесной манипулятор 30 перемещается по балке 32 к тележке-накопителю 21, которая установлена на разгрузочной позиции, с одновременным поворото.м руки на 90°. После заверщения этих манипуляций рука 34 с отливкой 7 опускается, устанавливая отливку 7 в ложемент 23 тележкинакопителя 21, происходит разжим отливки 7 и рука 34 вертикально- поднимается, далее манипулятор 30 по балке 32 возвращается в исходное положение к загрузочной позиции с одновременным поворотом руки на 180°. После достижения исходного положения подвесного манипулятора 30 происходит поворот кассет 22 тележек-накопителей 20 и 21 на один фиксированный шаг с помощью щагового поворота 24 и водила 25. Рука 34 подвесного манипулятора 30 опускается и своим захватом 35 захватывает форму 4 и поднимает руку 34 вертикально, извлекая форму 4 из ложемента 23 тележки-накопителя 20. Затем рука 34 поворачивается к каналу 2 прокалки на 90°. После завершения поворота руки 34 подвесного манипулятора 30 происходит ее вертикальное опускание и форма 4 устанавливается на поддон 28, который находится на вилах 29 напольного манипулятора 26 и происходит разжим захвата 35. Рука 34 вертикально поднимается и поворачивается в исходное положение. В это время подвесной манипулятор 31 с противоположной стороны двухканальной печи 1 поворачивает руку 34 из исходного положения к каналу 5 охлаждения на 180°. После чего рука 34 вертикально опускается и захватом 35 схватывает прокаленную форму 4 и поднимает ее вертикально. После этого подвесной манипулятор 31 по балке 33 перемещается к вакуумному плавильному агрегату 12 или 13 с одновременным поворотом руки 34 на 180°. После завершения этих манипуляций рука 34 с формой 4 вертикально опускается, устанавливая форму 4 в обогреваемый муфель 19 и производит разжим формы 4. Рука 34 вертикально поднимается, после чего подвесной манипулятор 31 по балке 33 возвращается в исходное положение. Загрузочная камера 17 с помощью привода 18 закрывается и происходит откачка воздуха. Далее цикл повторяется. Использование предлагаемой установки позволяет повысить качество отливок и снизить брак по засору на 10-12% за счет того, 4JO плавка и заливка металла производятся в среде вакуума без наполнителя. Использование комплексной механизации загрузки - выгрузки, как печи прокалки и охлаждения, так и вакуумных заливочных агрегатов полностью ликвидирует тяжелый ручной труд и позволяет высвободить 4 человека на этих операциях при 2-х сменной работе, что составляет 10-12 тыс. р. в год. Предлагаемая установка позволяет высвободить 230 м производственной площади за счет ликвидации землеприготовительного отделения, сэкономить 17000 кВт, электроэнергии, 9 млн. литров воды, 100000 м воздуха в год. Экономический эффект от ее использования составляет 54 тыс. р. в год. Формула изобретения 1.Установка для литья по выплавляемым моделям, содержащая плавильный и заливочный агрегат, проходную печь прокалки и охлаждения и передающий транспортный механизм, отличающаяся тем, что, с целью повышения качества отливок и производительности установки, она снабжена тележками-накопителями с поворотными столами, расположенными со стороны загрузки и выгрузки проходной печи прокалки и охлаждения, выполненной двухканальной, один из каналов является камерой тер.мостатирования, причем передающий транспортный механизм выполнен в виде напольных и подвесных манипуляторов, расположенных по торцам проходной печи прокалки и охлаждения. 2.Установка по п. 1, отличающаяся тем, что плавильный и заливочный агрегат выполнен в виде вакуумной камеры. Источники информации, принятые во внимание при экспертизе 1. Литье по выплавляемым моделям. Под ред. Я. И. Шкленника и В. А. Озерова, М., «Машиностроение, 1971, с. 416. 2.Авторское свидетельство СССР № 768537, кл. В 22 С 9/04, 1978. 3.Авторское свидетельство СССР № 231747, кл. В 22 D 47/02, 1966 (прототип).
32
5иП
, /д юаа
