U2.f
Изобретение относится к станкостроению.
Известен способ расточки, при котором заготовке и вращающейся борщтанге с инструментом, несущей несбалансированную массу, сообщают относительную осевую подачу 1.
Недостатком известного способа является относительно невысокая точность при расточке глубоких отверстий.
Цель изобретения - повышение точности при расточке глубоких отверстий.
Для достижения поставленной цели, согласно способу расточки, при котором заготовке и вращающейся борщтанге с инструментом, несущей несбалансированную массу, сообщают относительную осевую подачу, изменяют частоту вращения борщтанги в зависимости от ее деформации по глубине растачиваемого отверстия и синхронно с частотой вращения борщтанги изменяют частоту вращения заготовки из условия сохранения скорости резания постоянной.
Схема осуществления способа как процесса выполнения взаимосвязанных действий показана на примере расточки отверстия консольно установленным резцом.
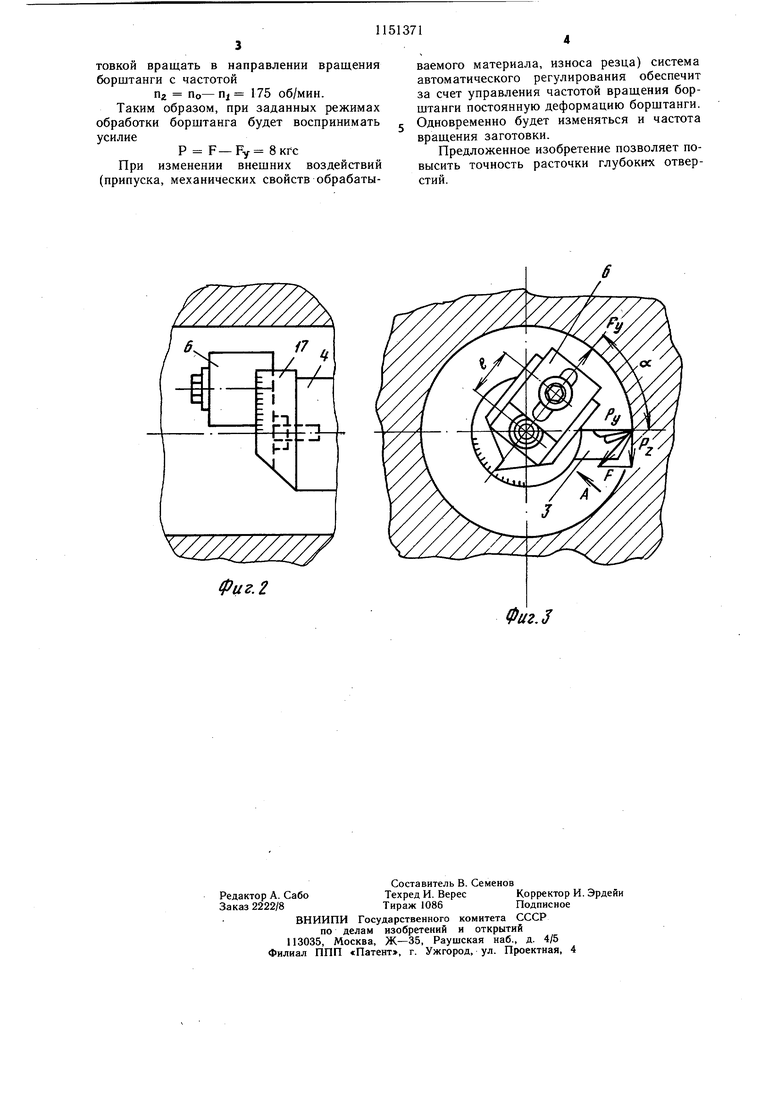
На фиг. 1 показана схема устройства для осуществления способа; на фиг. 2 и 3 - конструкция борштанги.
Способ осуществляется следующим образом.
Заготовка 1 устанавливается в щпинделе станка и ей сообщается вращение от регулируемого двигателя 2. Резец 3 консольно устанавливается в борщтанге 4 и ему сообщается вращение от регулируемого двигателя 5. На борщтанге закрепляют несбалансированную массу 6 на длине консоли, примерно равной длине консоли установки резца 3. Частоту вращения борщтанги 4 выбирают таким образом, чтобы рационально снизить и затем стабилизровать упругую деформацию борштанги 4, которая деформируется под воздействием силы резания, а также при изменении глубины расточки. Эта деформация обычно меняется с изменением припуска прочности материала, затупления инструмента и др.
С этой целью на борщтанге 4 устанавливают датчик 7 деформации, который через сравнивающее устройство 8 включают в замкнутую систему управления частотой вращения двигателя 5, содержащую задающее 9 и управляющее 10 устройства. Таким образом указанная система обеспечивает управление частотой вращения борщтанги и функции ее деформации по глубине расточки. Система обеспечивает заданную деформацию борштанги независимо от внешних факторов, что повышает точность обработки.
Управление частотой вращения двигателя 5 ведет к изменению скорости резания.
Для обеспечения заданной скорости резания установлены датчики 11 и 12, которые через суммирующее устройство 13 включены в замкнутую систему управления частотой вращения двигателя 2, содержащую задающее 14, сравнивающее 15 и управляющее 16 устройства. Таким образом осуществляют управление частотой вращения инструмента в функции деформации борштанги, удерживая ее в нужном диапазоне упругой деформации, а частотой вращения заготовки управляют в функции скорости, обеспечивая оптимальную скорость резания.
В процессе обработки под воздействием силы резания F (фиг. 2) борштанга деформируется. Для частичной или полной компенсации технологической нагрузки и деформации борштанги под углом ot установлена масса 6. При вращении борщтанги 4 центробежная сила Fy несбалансированной массы 6 частично компенсирует деформацию борштанги силой F. Каретка 17 позволяет изменять при наладке радиус е установки массы 6 и угол ot. Длина консоли установки массы 6 несколько превышает длину консоли установки резца 3 и делает эти длины соиз5 меримьши. Установленный на борщтанге датчик 7 измеряет деформацию изгиба, в функции которой осуществляется управление частотой вращения борштанги и величиной центробежной силы Ру.
Пример. Производится чистовая расточка отверстия диаметром D 60 мм, глубиной L 100 мм в детали из коррозионностойких сталей (Qf 130-150 кгс/мм). Материал резца с пластинкой из сплава ВК6М. Режимы резания: скорость резания V 123 м/мин, подача S 0,15 мм/об, t 0,5 мм, F 38 кгс, мощность Nb 0,76 кВт (при использовании несбалансированной массы m 2Н и рас. положенной на радиусе е 0,02 м). Для получения центробежной силы, в значитель ной степени компенсирующей силу резания F (Р,, 30 кгс), необходимо сообщить центру масс скорость
103,92 м/мин
Для получения такой скорости необходимо иметь частоту вращения борштанги
n об/мин
0 Для получения заданной скорости резания необходимо иметь относительную частоту вращения двух шпинделей
Пг %- 652 об/мин
Таким образом, для получения центробежной силы Fy 30 кгс и скорости резания V 123 м/мин необходимо щпиндель с заготовкой вращать в направлении вращения борщтанги с частотой
Пг По- п 175 об/мин. Таким образом, при заданных режимах обработки борщтанга будет воспринимать усилие
Р F-Fy 8кгс
При изменении внещних воздействий (припуска, механических свойств обрабатываемого материала, износа резца) система автоматического регулирования обеспечит за счет управления частотой вращения борштанги постоянную деформацию борштанги. Одновременно будет изменяться и частота вращения заготовки.
Предложенное изобретение позволяет повысить точность расточки глубоких отверстий.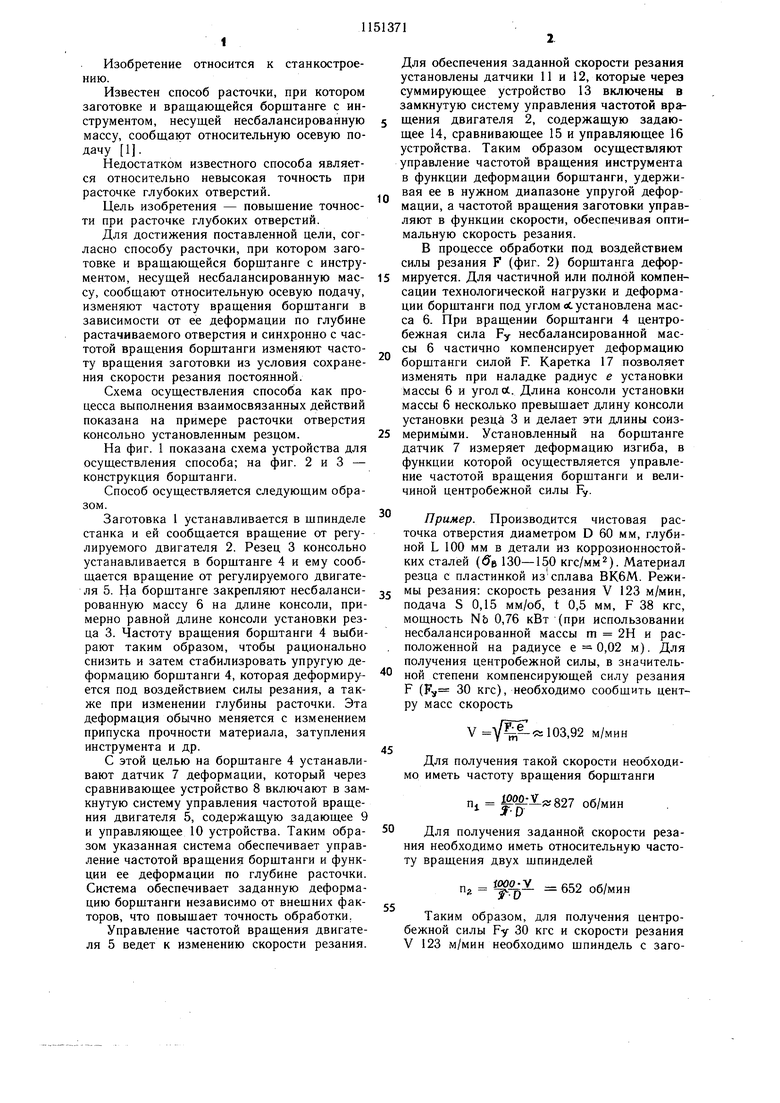
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1981 |
|
SU990428A1 |
| Устройство для глубокого сверления | 1986 |
|
SU1421470A1 |
| Способ ориентации блока цилиндров в горизонтальной плоскости на расточном станке | 1981 |
|
SU1034850A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Борштанга для расточки глубоких отверстий | 1977 |
|
SU738775A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Динамометрическая борштанга для глубокого сверления отверстий | 1983 |
|
SU1085700A2 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |
СПОСОБ РАСТОЧКИ, при котором заготовке и вращающейся борщтанге с инструментом, несущей несбалансирован /////////////////Л У/////// ///////// ную массу, сообщают относительную осевую подачу, отличающийся тем, что, с целью повыщения точности при расточке глубоких отверстий, изменяют частоту вращения борштанги в зависимости от ее деформации по глубине растачиваемого отверстия и синхронно с частотой вращения борщтанги изменяют частоту вращения заготовки из условия сохранения скорости резания постоянной. 1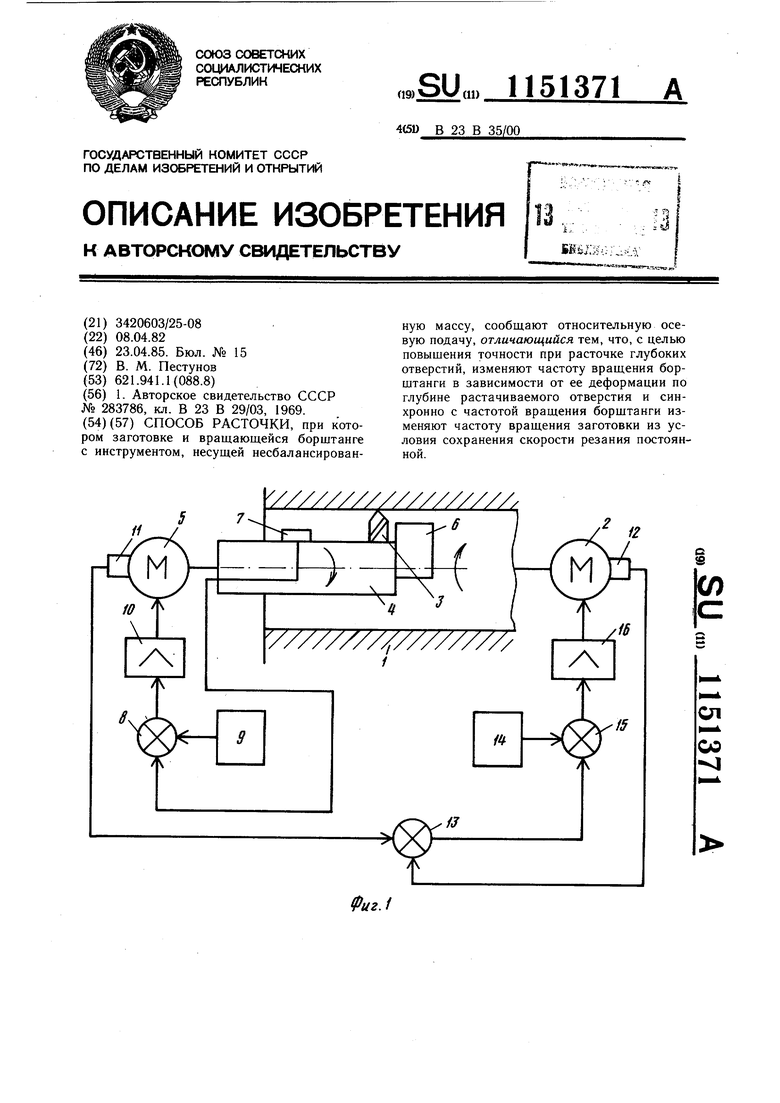
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВРАЩАЮЩАЯСЯ РЕЗЦОВАЯ ОПРАВКА | 0 |
|
SU283786A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
