о со
4 СХ)
сл
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1981 |
|
SU990428A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Металлорежущий станок | 1983 |
|
SU1093423A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Устройство для доворота,фиксации и перемещения борштанги горизонтально-расточного станка | 1984 |
|
SU1220883A1 |
| Борштанга для расточки глубоких отверстий | 1982 |
|
SU1174167A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
СПОСОБ ОРИЕНТАЦИИ БЛОКА ЦИЛИНДРОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ НА РАСТОЧНОМ СТАНКЕ, при котором совмещают оси коренных опор блока с осью инструмента путем контакта крайних коренных опор с цетрирующими элементами инструмента, отличающийся тем, что, с целью повышения производительности путем сокращения времени ориентации блока, последний приводят в односторонний контакт поверхностями крайних коренных опор выше их плоскости разъема с центрирующими элементами, которые сориентированы так, что их ось составляет с горизонтальной плоскостью угол, не превышающий угол трения, а вылет на размер определяется по формуле Н -5/«& П(Ц .j(-§-) , где D - диаметр коренной опоры, по которой произво.аится центрирование; с JS У - величина смещения оси расточки; (/) oi - угол между осью цетрирующего элемента и горизонтальной плоскостью.
7 J 10 SJ
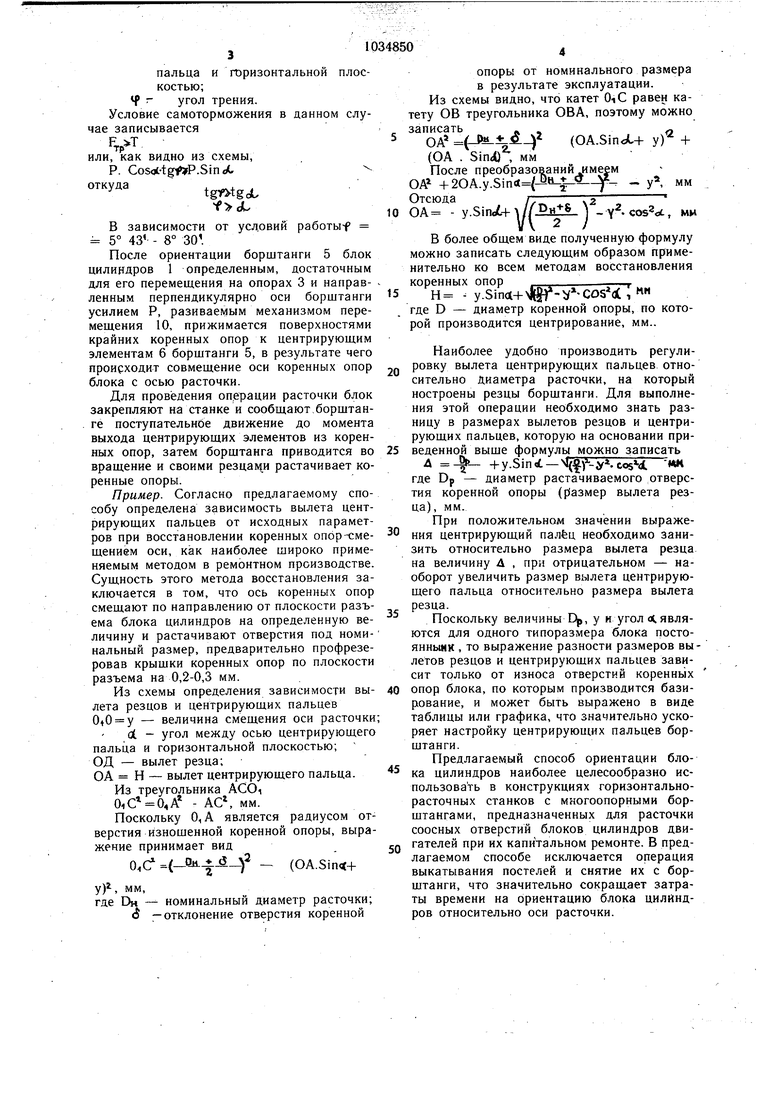
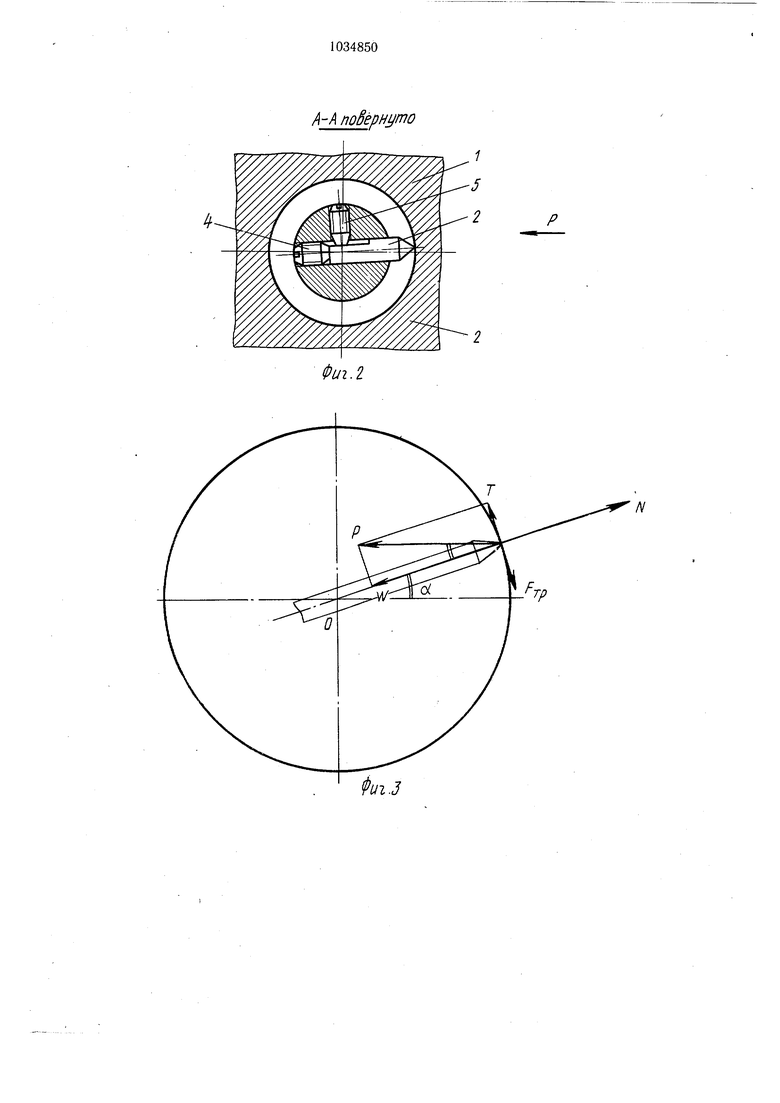
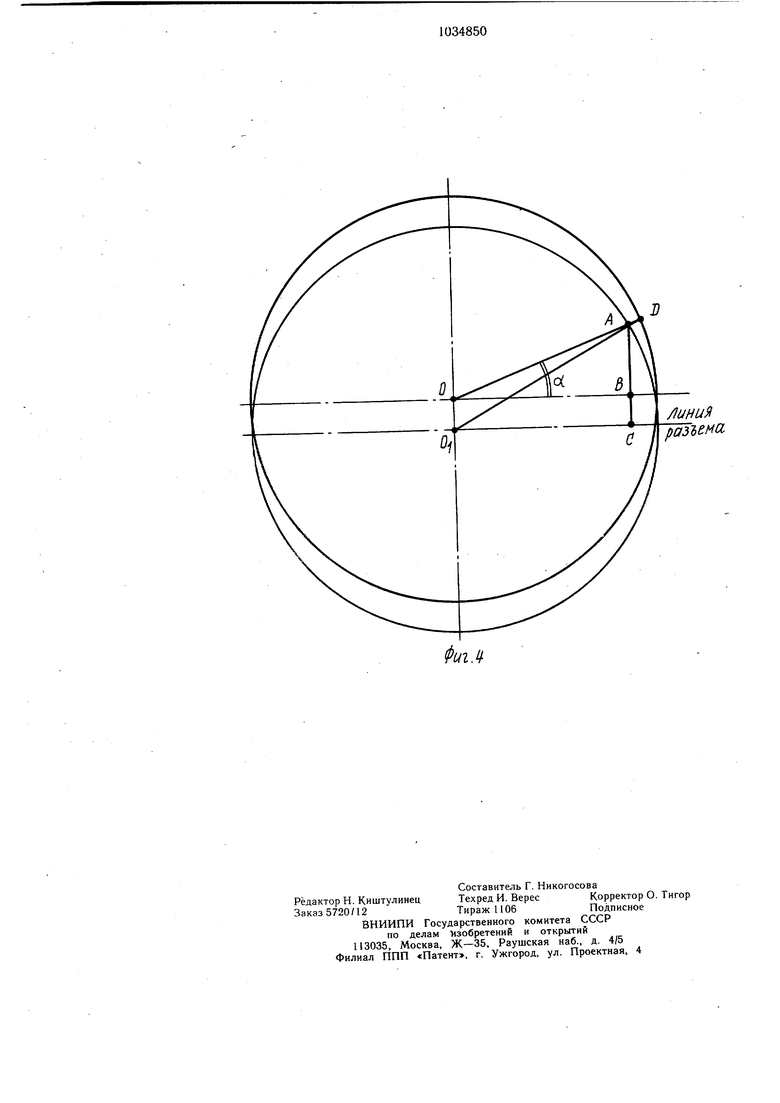
Фиг.1 Изобретение относится к машиностроению, а именно к горизонтально-расточным станкам с многоопорными борштангами, и может быть использовано «а операции растачивания соосных отверстий блоков цилиндров двигателей при их капитальном ремонте. Известен способ ориентации блока путем совмещения его оси с осью расточной борштанги за счет перемещения его в горизонтальной плоскости конусными элементами, базирующимися на поверхности борщтанги, при вводе их в отверстия крайних коренных опор блока цилиндров 1 Однако этот способ не обеспечивает требуемой точности центрирования, так как имеющиеся отклонения от перпендикулярности торцовых поверхностей блока относительно его оси вызывают поворот блока цилиндров по точкам контакта конусных элементов с торцовыми поверхностями крайних коренных опор. Кроме того, зазор в сопряжении noBepxHQCTb борштанги - отверстие конусного элемента влечет за собой снижение точности центрирования на величину зазора при одностороннем его выборе. Известен также способ ориентации блока в горизонтальной плоскости при помощи индикаторных рычажных измерителей, устанавливаемых в специальных пазах на поверхности борщтанги таким образом, что каждый измеритель своей ножкой контактирует с поверхностью соответствующей коренной опоры. Центрирование блока по оси расточки производится с высокой точностью путем выкатывания индикаторными измерителями крайних коренных опор блока и коректировкой его положения относительно оси расточки до момента, при котором отклонения стрелок индикаторов в диаметрально противоположных точках горизонтальной плоскости равны нулю 2. Недостаткомэтого способа является то, что операция центрирования связана с большими затратами времени на многократное выкатывание постелей и соответствующие перемещения блока до нулевых показаний индикаторов с учетом того, что любое перемещение относительно оси расточки одного края блока оказывает непосредственное влияние на положение другого края, что осложняет процесс- центрирования. Основным узлом устройства для осуществления этого способа ориентации блока является индикаторный измеритель, конструкция которого представляет собой сложный, изготовленный с высокой точностью шарнирно-рычажный механизм с.индикаторной головкой. Цель изобретения - повышение производительности путем сокращения времени ориентации блока. Указанная цель достигается тем, что согласно способу ориентации блока цилиндров в горизонтальной плоскости на расточном станке, при котором совмещают оси коренных опор блока с осью инструмента путем контакта крайних коренных опор с центрирующими элементами инструмента, блок приводят в односторонний контакт поверхностями крайних коренных опор выше их плоскости разъема с центрирующими элементами, которые сориентированы так, что их ось составляет с горизонтальной плоскостью угол, не превышающий угол трения, а вылет на размер, определяют по формуле H -y-SindL V{f-)-y cosc( , где D - диаметр коренной опоры, по которой производится центрирование, мм; у-величина смещения оси расточки, мм; с( -угол между осью центрирующего элемента и горизонтальной плоскостью, град. На фиг. 1 изображено устройство, реализующее предлагаемый способ, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема разложения сил для определения угла наклона центрирующих пальцев к горизонтальной плоскости; на фиг. 4 - схема для определения зависимости вылета центрирующих пальцев. Растачиваемый блок цилиндров 1 с крыщками коренных опор 2 устанавливается на опоры 3 станка 4 плоскостью разъема блока цилиндров. Борштанга 5 с выставленными на определенные размеры центрирующими элементами 6, выполненными, например, в виде пальцев, и резцами 7 вводится в поддерживающие опоры 8 и растачивае мые отверстия, а затем устанавливается по рискам на крышке 9 поддерживающей опоры 8 в положении, при котором центрирующие элементы 6 располагаются выше плоскости разъема коренных опор под определенным, постоянным углом к горизонтальной плоскости. Предельное значение,данного угла определено из условия самоторможения блока цилиндров i и центрирующих элементов 6, что предотвращает как перемещение блока поверхностями коренных опор по центрирующим элементам, так и разворот борштанги. Из схемы разложения сил для определения угла наклона центрирующих элементов видно, что сила трения 1ур Nf Р . Cosa. tgf, где N - нормальная составляющая реакция силы Р; - коэффициент трения; р -сила, прижимающая блок к центрирующему пальцу; -угол между осью центрирующего пальца и горизонтальной плоскостью;Ч угол трения. Условие самоторможения в данном случае записывается VT или, как видно из схемы, Р. Cosat-tg P. откуда. „J. , В зависимости от условий pa6oTbif 5° 43« - 8° 30 После ориентации борштанги 5 блок цилиндров 1 определенным, достаточным для его перемещения на опорах 3 и направленным перпендикулярно оси борштанги усилием Р, разиваемым механизмом перемещения 10, прижимается поверхностями крайних коренных опор к центрирующим элементам 6 борштанги 5, в результате чего происходит совмещение оси коренных опор блока с осью расточки. Для проведения оп.ерации расточки блок закрепляют на станке и сообщают,борщтанге поступательное движение до момента выхода центрирующих элементов из коренных опор, затем борщтанга приводится во вращение и своими резцами растачивает коренные опоры. Пример. Согласно предлагаемому способу определена зависимость вылета центрирующих пальцев от исходных параметров при восстановлении коренных опор-смещением оси, как наиболее широко применяемым методом в ремонтном производстве. Сущность этого метода восстановления заключается в том, что ось коренных опор смещают по направлению от плоскости разъема блока цилиндров на определенную величину и растачивают отверстия под номинальный размер, предварительно профрезеровав крыщки коренных опор по плоскости разъема на 0,2-0,3 мм. Из схемы определения зависимости вылета резцов и центрирующих пальцев у - величина смещения оси расточки ot - угол между осью центрирующего пальца и горизонтальной плоскостью; ОД - вылет резца; ОА Н - вылет центрирующего пальца. Из треугольника АСО, П i Л ...; - AC, мм. Поскольку о, А является радиусом отверстия изношенной коренной опоры, выражение принимает вид О.С -0-«- - -f - (OA. DH - номинальный диаметр расточки; «5 -отклонение отверстия коренной опоры от номинального размера в результате эксплуатации. Из схемы видно, что катет OiC равен катету ОВ треугольника ОВА, поэтому можно записать -л ОА (-Ife-iL i)2 (OA.SincL+ у) + (ОА . , мм После преобразований имеем ОА +20A.y.Sinct pB e J -. у, Отсюда ОА - y.Sindt.-f . -Y.cosV, В более общем виде полученную формулу можно записать следующим образом применительно ко всем методам восстановления коренных опор Н - y.Sin X-fW-V -COS(Cn« где D - диаметр коренной опоры, по которой производится центрирование, мм.. Наиболее удобно производить регулировку вылета центрирующих пальцев относительно Диаметра расточки, на который ностроены резцы борштанги. Для выполнения этой операции необходимо знать разницу в размерах вылетов резцов и центрирующих пальцев, которую на основании приведенной выше формулы можно записать 4 + у.Sin сС - M(f f-y. tosH «Н где Dp - диаметр растачиваемого отверстия коренной опоры (размер вылета резца), мм. При положительном значении выражения центрирующий палец необходимо занизить относительно размера вылета резца на величину Д , при отрицательном - наоборот увеличить размер вылета центрирующего пальца относительно размера вылета резца. Поскольку величины D, у и угол «, являются для одного типоразмера блока постоянными , то выражение разности размеров вылетов резцов и центрирующих пальцев зависит только от износа отверстий кореннь1х опор блока, по которым производится базирование, и может быть выражено в виде таблицы или графика, что значительно ускоряет настройку центрирующих пальцев борштанги. Предлагаемый способ ориентации блока цилиндров наиболее целесообразно использовать в конструкциях горизонтальнорасточных станков с многоопорными борштангами, предназначенных для расточки соосных отверстий блоков цилиндров двигателей при их капитальном ремонте. В предлагаемом способе исключается операция выкатывания постелей и снятие их с борщтанги, что значительно сокращает затраты времени на ориентацию блока цилиндров относительно оси расточки.
по§ёрнуто
Р
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЛАТЕНТНО-ТЕХЙИЧЕСНАЯБИБЛИОТЕКА | 0 |
|
SU300258A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рекомендации по ппименению станков типа «РД для обработки блоков тракторных дизелей при капитальном ремонте | |||
| М., ГОСНИТИ, 1980; с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
