Изобретение относится к электрохимической размерной обработке в частности к электродам-инструментам для электрохимической калибровки крупногабаритных отверстий. Целью изобретения является попышение точности формообразования и к чества обрабатьшаемых крупногабарит ных отверстий без повьшения энергоемкости серийного электрроборудования путем получения прерывистых режимов работы, создаваемых непосредственно электродом-инструментом в процессе обработки. Поставленная цель достигается те что в электроде-инструменте для электрохимической калибровки отверс тий, установленном на оси с возможностью вращения, в теле которого выполнены чередующиеся подводящие отводящие каналы, соединенные с наружной поверхностью электрода-инструмента щелью, ширина которой к диа метру канала находится в соотношени 1:5, в теле электрода-инструмента установлены из диэлектрического материала секторы, в которых вьтолнен каналы, при этом наружная поверхнос секторов плавно занижена по отношению к наружной катодной поверхности электрода-инструмента, причем максимальное занижение вьшолнено по ос симметрии сектора и равно 0,040,05 мм. На фиг. 1 схематически изображен электрод-инструмент, поперечный разрез} на фиг. 2 - разрез А-А на фиг. 1. Электрод-инструмент содержит звездообразный токоподвод 1, у кото рого периферийная поверхность лучей .2 представляет токоподводящую рабочую секцию 3 и установленные между лучами 2 изолированные секторы 4, снабженные шелями 5, гидравлически соединенные либо с подводящими каналами 6, полостями 7 и подводящей электролит магистралью 8, расположенной в центре токоподвода 1, либо с отводящими каналами 9, полостями 10, а также содержит уплотнительные кольца 11, препятствующие утечке электролита из зазора. Электрод-инструмент работает следующим образом. Перед началом работы по подводящей электролит магистрали 8, через полости 7, каналы 6 и щели 5 подается электролит в увеличенный зазор равный 0,07-0,1 мм. После удара об обрабатываемую поверхность электролит меняет свое направление с радиального на тангенциальное, при том скорость его протекания через о межэлектродный зазор, образованный рабочей секцией и обрабатываемой поверхностью, увеличивается (благодаря плавному уменьшению зазора в секторе 4). Пройдя межэлектродный зазор, скорость протекания электролита снова падает, и он удаляется из раббчей зоны через щели 5 и отводящие каналы 9 и полости 10 в течение всего процесса обработки. Одновременно с началом вращения электрода-инструмента на токоподводящие рабочие секции 3 через звездообразный токоподвод 1 и лучи 2 подается постоянное электрическое напряжение. При вращении электродаинструмента каждый участок обрабатываемой поверхности подвергается воздействию электрического поля при прохождении его рабочей секцией 3 и снятию поля при прохождении изолированного сектора, что создает эффект пульсации тЬка на каждом участке обрабатываемой поверхности.
11
Фиг.2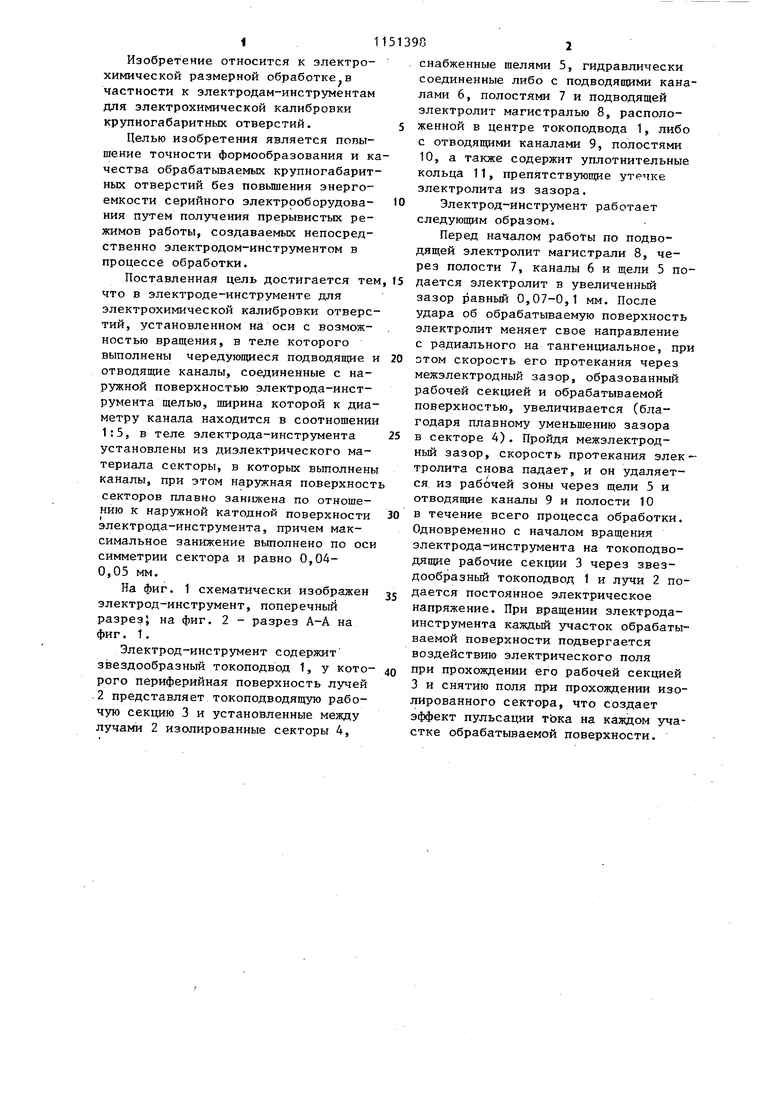
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Составной электрод-инструмент | 1978 |
|
SU814645A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |
| Катодное устройство Суслина | 1981 |
|
SU998076A1 |
| Способ электрохимической обработки | 1990 |
|
SU1815040A1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU848238A1 |
| Станок для электрохимической обработки тел вращения | 1982 |
|
SU1127735A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ . ЭЛЕКТРОХИШЧЕСКОЙ КАЛИБРОВКИ ОТВЕРСТИЙ, установленный на оси с возможностью вращения, в теле которого выполнены чередующиеся подводящие и отводящие каналы, соединенные с наружной поверхностью электрода-инструмента щелью, ширина которой к диаметру канала находится в соотношении 1:5, отличающийся тем, что. с целью повышения точности формообразования и качества обрабатываемых крупногабаритных отверстий без повышения энергоемкости серийного электрооборудования путем получения прерывистых режимов, создаваемых непосредственно электродом-инструментом в процессе обработки, в теле электрода-инструмента установлены из диэлектрического материала секторы, в которых выполнены каналы, при этом наружная поверхность секторов плавно занижена по отношению к наружной катодной поверхности электрода-инструмента, причем максимальное занижение выполнено по оси симметрии сектора и. равно 0,04-0,05 мм. КЛ ел 00 со 00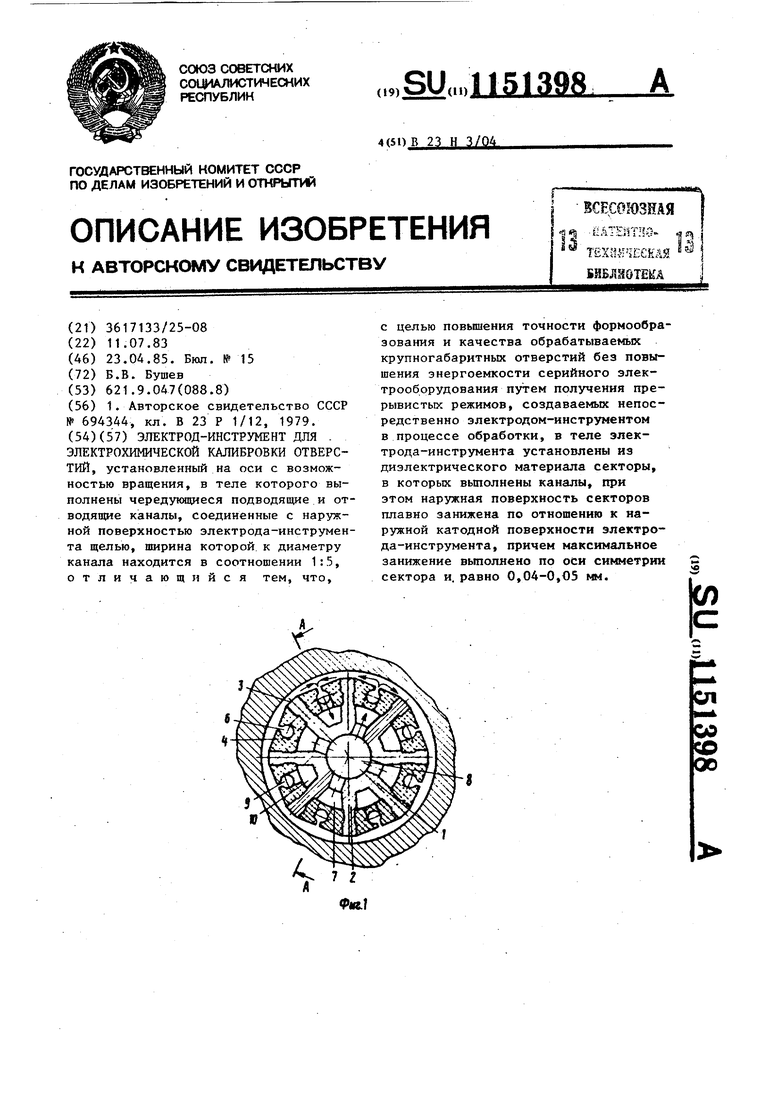
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрод-инструмент для электрохимической обработки | 1978 |
|
SU694344A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
