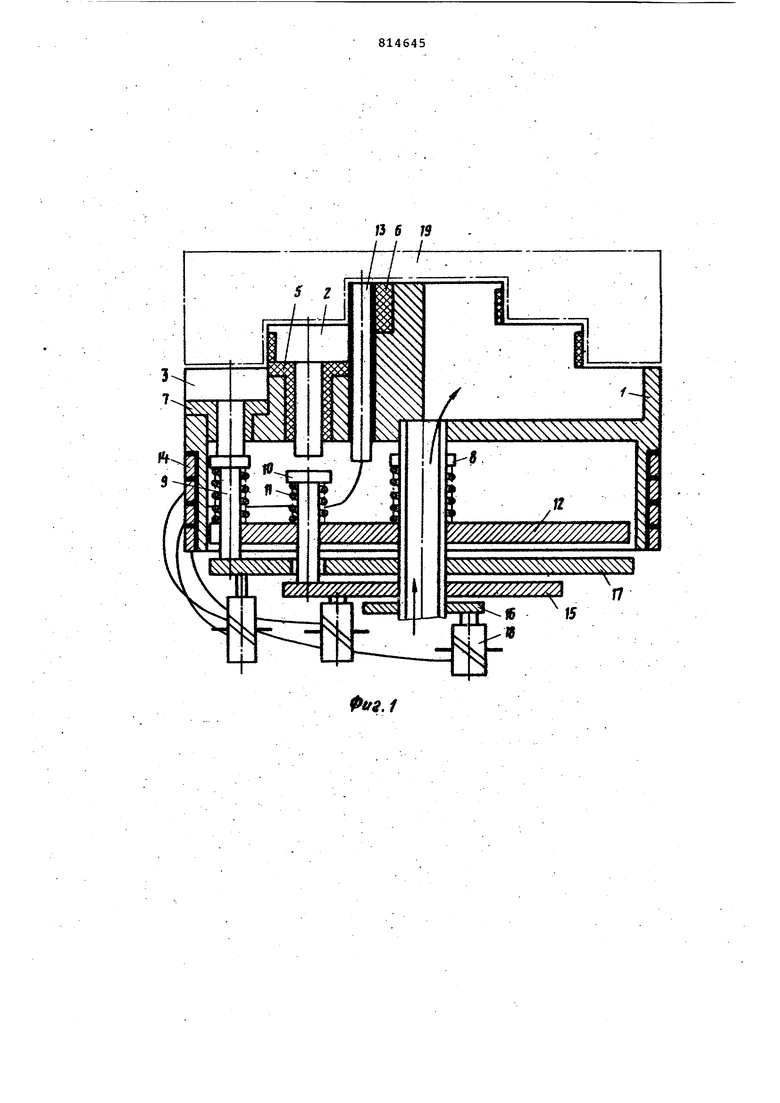
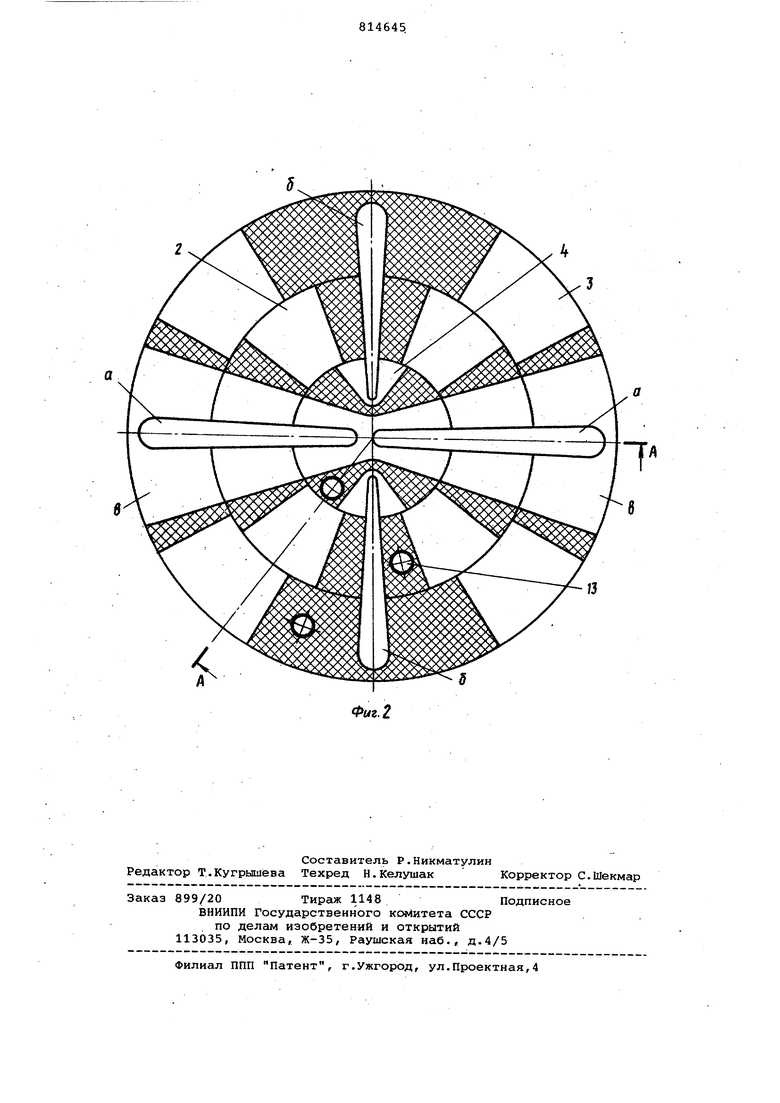
Изобретение относится к электрофизическим и электрохимическим мето дам обработки и касается составного электрода-инструмента для электрохимической обработки торцовых сложнофасонных поверхностей тел вращения. Известны составные электроды-инструменты с большим числом сегментов изолированных друг от друга, и подводся рабочего напряжения отдельно к каждому сегменту в зависимости от величин локальных межэлектродных зазоров 1 . Недостатком известных составных электродов-инструментов является то что при длительном отключении изолированных секций от рабочего напряжения снижается точность обработки и качество поверхности из-за растравли вания, а заложенная схема подключени секций к источнику питания не позволяет сообщать им вращательное движение. Цель изобретения - повышение производительности точности и качества .обрабатываемой поверхности. Указанная цель достигается тем, что составной электродный инструмент дополнительно снабжен подвиж.ными, изолированными друг от друга, рабочими сегментами с контактами, подключенными к источнику питания при помощи пружин контактных дисков и электромагнитов, управляемых от датчиков плотности тока. На фиг.1 схематично изображен предлагаемый составной электрод-инструмент J на фиг.2 - то же, вид сверху. Предлагаемый составной электродинструмент 1 состоит из сегментов 2,3,4 втулок 5,6,7 из изоляционного материала, контактов 8,9,10, пружин 11, диска 12 для подвода тока к контактам 8,,10, датчиков 13 плотности тока, токоподводящих колец 14, контактных дисков 15, 16, 17, электромагнитрв 18. Сегменты 2,3,4 монтируются в корпусе составного электрода-инструмента 1 с изоляционными втулками 5,6,7. К сегментам 2,3,4 под действием пружин 11 прижимаются контакты 8,9,10, установленные в диске 12. В корпусе монтируются датчики плотности тока, соединенные с токосъемными кольцами 14, каждое из которых изолировано друг от друга и от катода прокладками и втулкой из диэлектрика. Контакты 8,9,10 установлены в дисках 15,
16,17- и соединены с электромагнитами 18, которые в свою очередь соединены с соответствующими токосъемными кольцами 14, электрод-инструмент 1 имеет два постоянных сектора в, с целью улучшения качества обрабатываемой поверхности и устранения растравливания обрабатываемой поверх- ности детали 19 при отключении сегментов 2,3,4. В процессе обработки электролит подается через входные щели а и отводится через выходные щели б,
Предлагаемый составной .электродинструмент можно применять как с вращением, так и без него. При обработке деталей электрический ток подводится к секторам электрода-инструмента и контактам 8,9,10. В зависимости от величин локальных межэлектродных зазоров, измеряемых датчиками 13 плотности тока, контакты 8,9,10 с дисками 15,16,17 или прижимаются к изолированным от электрода-инструмента сегментам 2,3,4 за счет усилий пружин 11, или отключаются от них под действием электромагнитов 18, управляемых от датчиков 13. При прохождении через датчики 13 тока малой силы, что соответствует большим межэлектродным зазорам в обмотки электромагнитов через токосъемные кольца 14 подается рабочее напряжение. Под действием электромагнитов 18 диски 15, 16, 17 с контактами 8,9,10 отходят от соответствующих сегментов 2,3,4,что ведет к их отключению от источника технологического тока. При достижении зазоров установленной величины электромагниты 18 отключаются от источника напряжения и контакты 8,9,10 под действием пружин 11 прижимаются к соответствующим сегментам 2,3,4.
Регулирование активной площади электрода-инструмента в определенных зонах межэлектродного промежутка производится при помощи коммутации сегментов 2,3,4 с контактами 8,9,10. Такое изменение активной площади электрода-инструмента повышает точность обработки деталей.
Таким образом, предлагаемое устройство позволяет повысить производительность процесса за счет уменьшения пропуска, а также точность и качество обрабатываемой поверхности.
Формула изобретения
. Составной электрод-инструмент для электрохимической обработки торцовых сложнофасонных поверхностей тел вращения, выполненный из отдельных неповижных рабочих секторов,подключенных к источнику питания и изолированных друг от друга и датчиков плотности тока, отличающийся тем, что, с целью повышения производительности, точности и качества обрабатываемой поверхности, он дополнительно снабжен подвижными изолированньлми друг от друга рабочими сегментами с контактами, подключенными к источнику
питания при помощи пружин контактных
дисков и электромагнитов, управляемых от датчиков плотности тока.
Источники информации, принятые во внимание при экспертизе
1. Электрофизические методы обработки материалов и вопросы повышения долговечности деталей машин. Труды Тюменского индустриального института. 40 Вып.2З.Тюмень, 1973,с.17-18.
/ mmw///////////
y7//7/////7///Z W-e f5
%
PtrS. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработ-Ки | 1978 |
|
SU814637A1 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU887108A1 |
| Электрод-инструмент | 1973 |
|
SU511179A1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484505A1 |
| Станок для электрохимической размерной обработки | 1987 |
|
SU1407714A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| Электрод-инструмент | 1979 |
|
SU823054A1 |
| Устройство для электроэрозионного легирования | 1984 |
|
SU1271692A1 |
| Способ электрохимической обработки | 1990 |
|
SU1815040A1 |
| Способ электрохимической обработки | 1979 |
|
SU835694A1 |