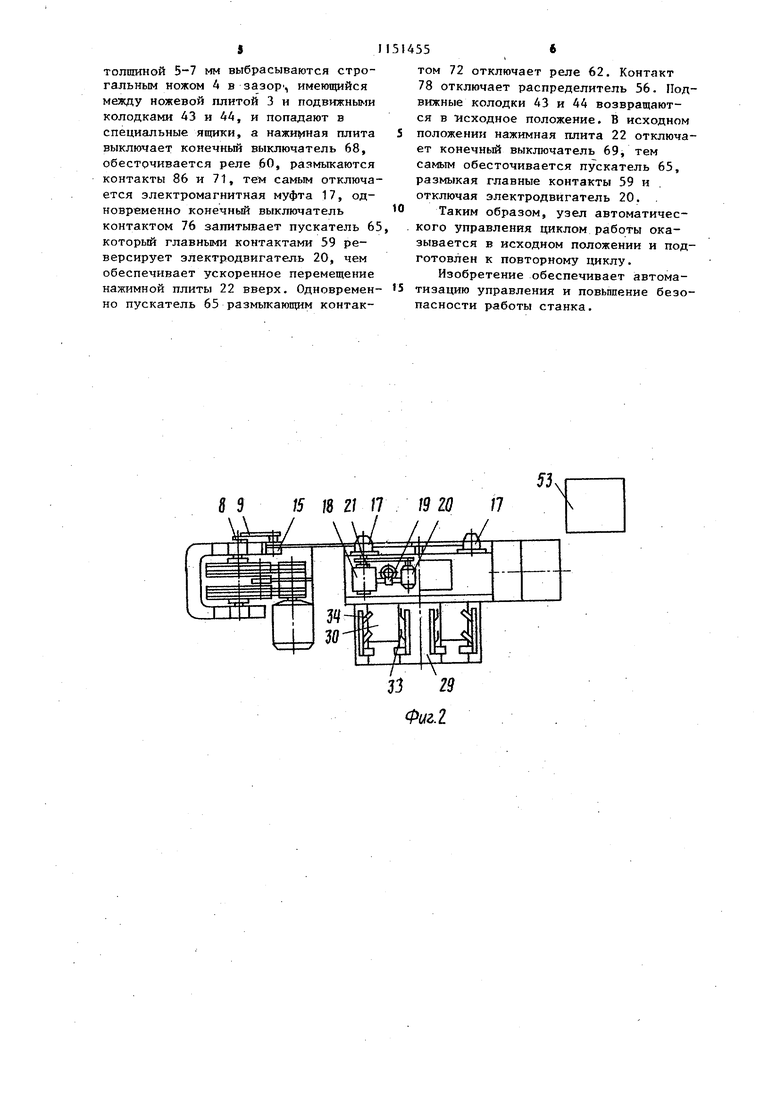
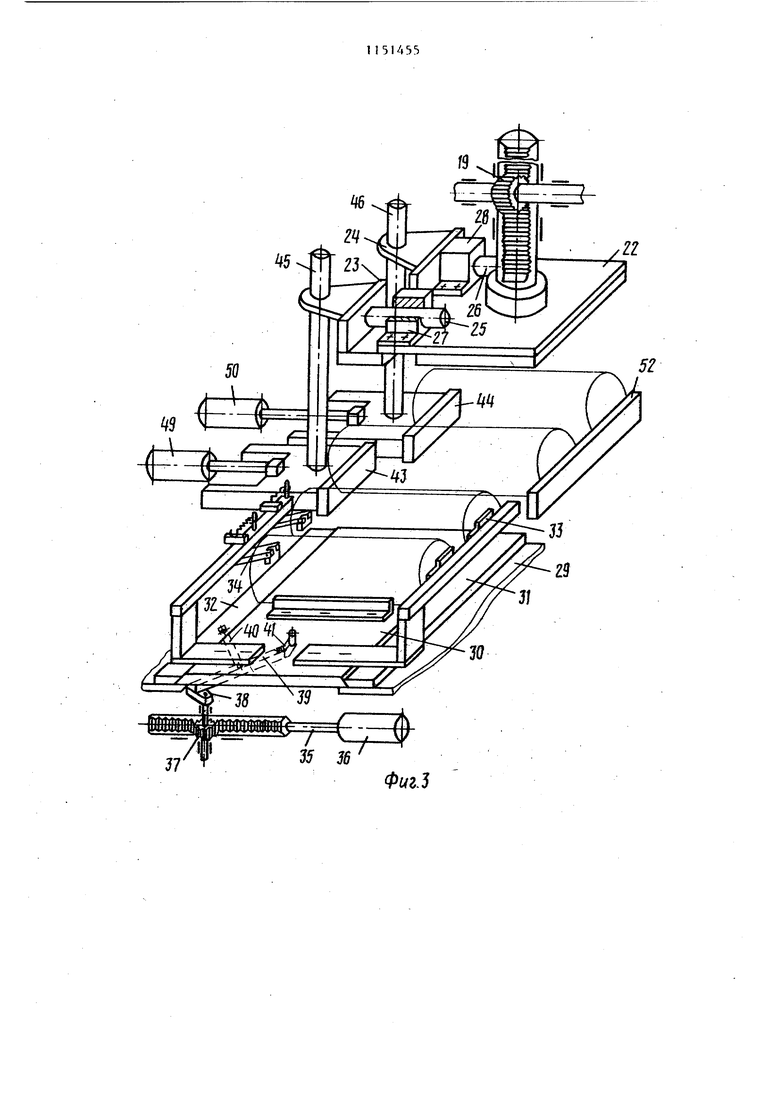
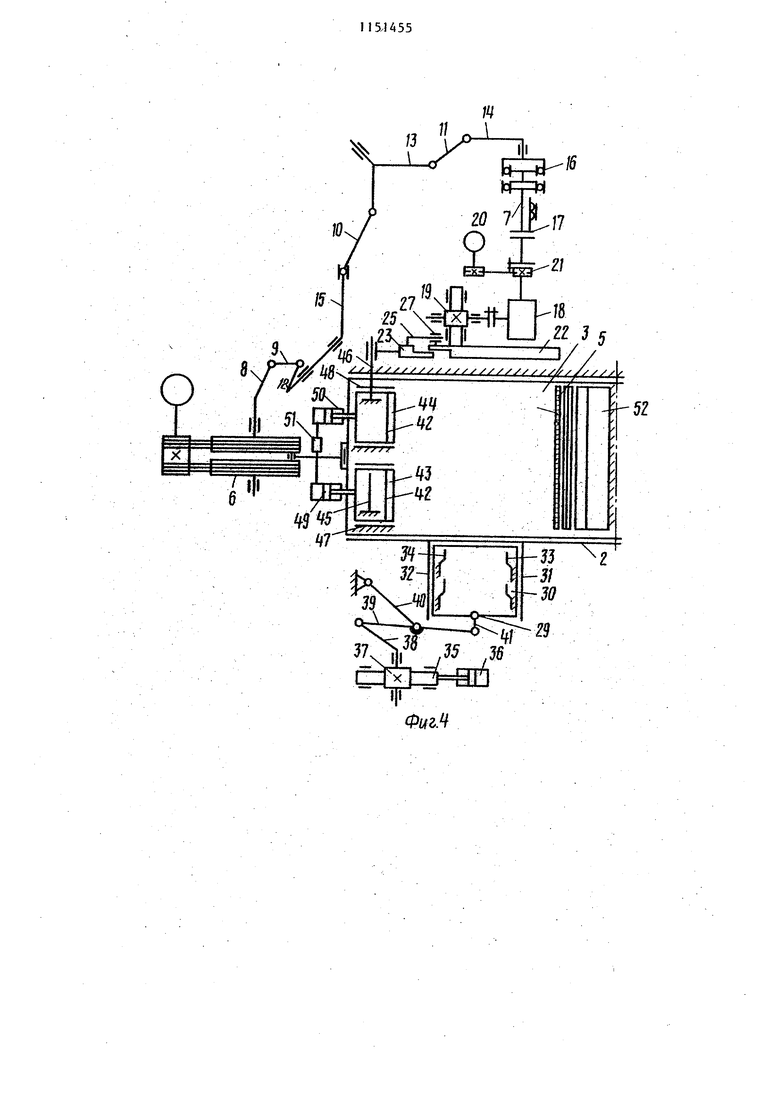
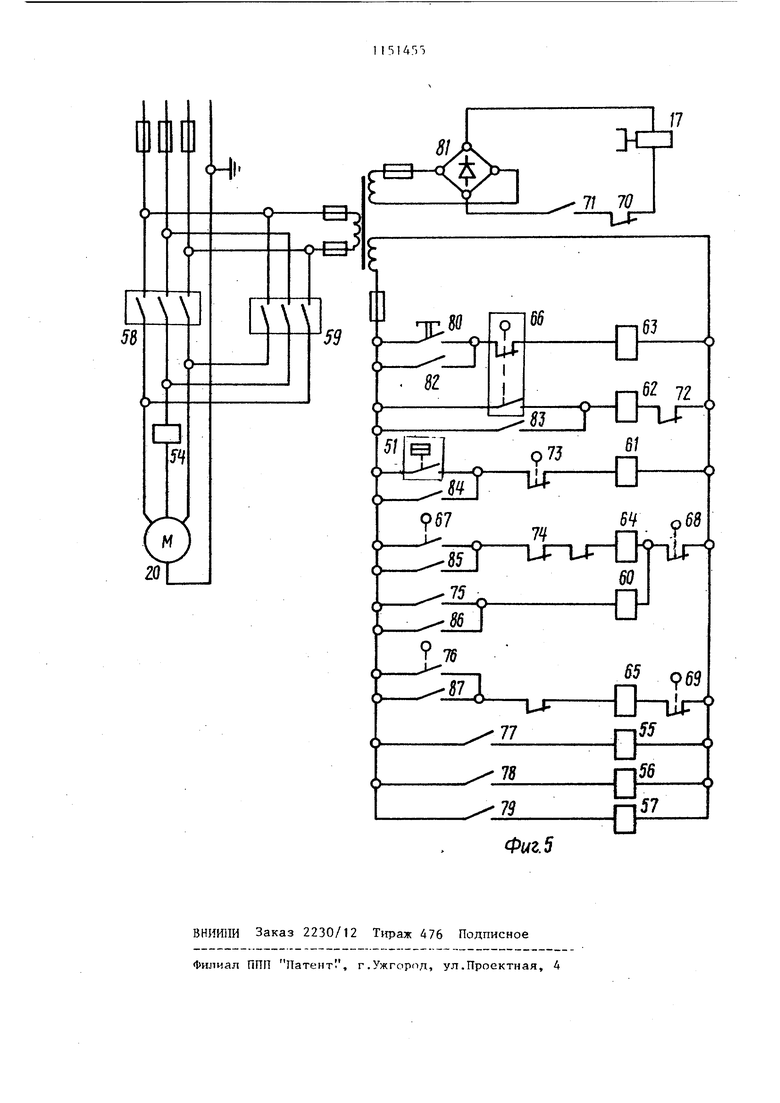
1 Изобретение относится к дерепообрабатывающей промьппленности, в частности к оборудованию для измел чения древесины. Известен станок для изготовлени стружки, имею1ций станину с отводящим лотком, цепь с ножами, механиз зажима и подачи древесины и привод 1 . Известен также станок для изготовления древесной стружки, имею щий станину с направляющими для но жевой плиты с приводом, механизм зажима древесины с гидроприводом, нажимную плиту с приводом и узел автоматического управления циклом работы станка С2. Недостатками известных станков являются отсутствие автоматизации управления циклом работы станка и низкая безопасность ра-боты. Цель изобретения - автоматизация управления циклом работы станка и повышение безопасности в рабо Достигается цель тем, что стано для изготовления древесной стружки имеющий станину с направляющими дл ножевой плиты с приводом, механизм зажима древесины с гидроприводом, нажимную плиту с приводом и узел автоматического управления циклом работы станка, снабжен механизмом загрузки выполненным в виде несуще каретки с подпружиненными упорами Кроме того, нажимная плита выполнена раздвижной и связана с-механизмом зажима древесины посредст вом скалок. Причем узел автоматического упр ления циклом работы станка снабжен реле давления, реле тока и электро магнитной муфтой, причем реле давления связано с гидроприводом меха низма зажима древесины, а реле ток и электромагнитная муфта встроены в привод нажимной плиты и связаны между собой посредством электричес ких распределителей. На фиг, 1 представлен станок, вид сбоку на фиг. 2 - то же, вид сверху, на фиг. 3 - узлы станка (механизм загрузки, нажимная плита и механизм зажима дреззесины) , на фиг. 4 - кинематическая схема стан ка-, на фиг. 5 - принципиальная эле тросхема узла автоматического упра ления циклом работы станка. Станок включает станину 1 с направляющими 2, ножевую плиту 3 со 532 строгальными 4 и подрезающими 5 ножами привода 6, нажимную плиту 7 с приводом подачи, состоящим из кривошипа 8, тяг 9-11, рычагов 12, 13, 14, кулисы 15, муфты 16 обгона, электромагнитной муфты 17, червячного редуктора 18, реечной передачи 19, электродвигателя 20, клиноременной передачи 21, нажимной плиты 22 с раздвижными элементами 23 и 24, скалок 25 и 26, корпусов 27 и 28, В состав станка входит механизм 29 загрузки, состоящий из несущей каретки 30, направляющих 31 и 32, подпружиненных упоров 33 и 34 и гидромеханического привода 35, включающего гидроцилиндр 36 двойного действия, реечную передачу 37. кривошип 38, рычаги 39 и 40 и серьгу 41, механизм 42 зажима древесины, состоящий из подвижных колодок 43 и 44 со скалками 45 и 46, направляющих 47 и 48, гидроцилиндров 49 и ЗО двойного действия, реле 51 давления и стационарной колодки 52, Станок включает также узел 53 автоматического управления циклом работы, который состоит из реле тока 54, распределителей 55 - 57, главных контактов 58 и 59, реле 60 - 62, пускателей 63 - 65, конечных выключателей 66 - 69, контактов 70 - 79, кнопки 80, питающей цепи 81 и блокирующих контактов 82 - 87. Работа станка для изготовления древесной стружки осуществляется следующим образом. Заготовки укладывают на несущую каретку 30 механизма 29 загрузки и фиксируют подпружиненными упорами 33 и 34. При этом ножевая плита 3 со строгальными 4 и подрезающими 5 ножами соверщает возвратнопоступательное движение в направляющих 2 от привода 6. Нажатием кнопки 80 запитывают пускатель 63 и замыкают блокирующий контакт 77. Срабатывает распределитель 55, управляющий гидромеханическим приводом 35. Гидроцилиндр 36 двойного действия через реечную передачу 37 поворачивает кривощип 38, который через рычаги 39 и 40 и серьгу 41 перемещает несущую каретку 30 с заготовками по направляющим 31 и 32 в зону резания, В конечном положении несущая каретка 30 воздействует на конечный выключатель 66, который нормально 3 замкнутым контактом отключает пускатель 63 и размыкают блокирутапщй контакт 82 и контакт 77, а нормально разомкнутым контактом запитывает реле 62 и включает блокирующий контакт 83 и контакт 78, который запитывает распределитель 56. Сраба тывают гидроцилиндры 49 и 50 двойного действия механизма 42 зажима древесины и перемещают подвижные колодки 43 и 44 .по направляющим 47 48. При этом прижимают заготовки к стационарной колодке 52, которые оказываются зажатыми с торцов. Одно временно подвижные колодки 43 и 44 через скалки 45 и 46 перемещают на величину своего хода раздвижные элементы 23 и 24 нажимной плиты 22, которые жестко связаны со скалками 25 и 26, скользящими в корпусах 27 и 28. Таким образом, длина нажимной плиты автоматически устанавливается в зависимости от длины заготовки и плита давит на заготовку по всей ее длине, что исключает заломы концов заготовки в процессе ее дорезания. При достижении определенного уси лия зажатия заготовок срабатывает реле 51 давления, которое замыкающим контактом запитывает реле 61. Тем самым замыкаются блокирующий контакт 84 и контакт 79, который запитывает распределитель 57, и гидроцилиндр 36 двойного действия через реечную передачу 37 поворачи вает кривошип 38 в противоположную сторону. При этом кривошип 38 через рычаги 39 и 40 и серьгу 41 перемещает несущую каретку 30 iio направляющим 31 и 32 из зоны резания. Не сущая каретка 30 возвращается в ис ное положение, отключает конечный выключатель 66, включает при движе нии конечный выключатель 67, которьй запитывает пускатель 64. Тем самым включаются блокировочный кон такт 85, главньй контакт 58 и контакт 75, запитывающий реле 60, которое включает блокировочный контакт 86 и контакт 71, а контакт 70 разомкнут в момент включения пуска теля 64.. При дальнейшем движении несущей каретки 30 отключают конечный выключатель 67, а в конце хода размыкают контакт 73, тем самым обесто чивают реле 61, размыкают блоки554рующий контакт 84 и контакт 79 и обесточивают распределитель 57. В момент включения главного контакта 58 включают электродвигатель 20, который через клиноременную передачу 21, червячный редуктор 18 и реечную передачу 19 ускоренно перемещает нажимную плиту 22 до соприкосновения с заготовками. В момент соприкосновения возрастает крутящий момент на электродвигателе 20, вызывающий возрастание тока в цепи электродвигателя. По достижении заранее настроенной величины тока, реле 54 тока включается, размыкает контакт 74 -и обеспечивает пускатель 64, размыкает главный контакт 58, блокировочный контакт 85, контакт 75 и включает контакт 70, который замыкает питающую цепь 81 электромагнитной муфты 17. Таким образом, электродвигатель 20 отключается, а электромагнитная муфта 17 включается, и осуществляется подача нажимной плитЫ 22 синхронно с ходом ножевой плиты 3 от привода 6 через кривошип 8, тягу 9, рычаг 12, кулису 15, тягу 10, рычаг 13, тягу 11, рычаг 14, муфты 16 обгона, электромагнитную муфту 17, червячный редуктор 18 и реечную передачу 19. Величина подачи нажимной плиты 22 настраивается изменением радиуса кулисы 15. Таким образом, нажимная плита 22 осзпцествляет подачу заготовок нормально плоскости ножевой плиты 3 на величину толщины стружки в момент холостого кода строгального 4 и подрезающего 5 ножей, так как муфта обгона 16 установлена таким образом что в данный момент она передает крутящий момент., а когда подрезающие ножи 5 делают делительные борозды на заготовке, соответствующие ширине стружки, а строгальный нож снимает стружку, муфта 16 обгона срабатывает вхолостую, тем самым нажимная плита 22 подачи не осзгществляет и заготовки находятся в фиксированном положении. За один рабочий ход строгальный нож 4 снимает с заготовок сдой стружки, которая скользит по ниясней кромке строгального ножа 4 и падает под станок, откуда удаляется конвейером. При достижении нижнего положения нажимной плиты 22 отходы заготовок S толщиной 5-7 мм выбрасываются строгальным ножом А в зазор , имеющийся между ножевой плитой 3 и подвижными колодками 43 и 4А, и попадают в специальные ящики, а наживная плита выключает конечный выключатель 68, обесточивается реле 60, размыкаются контакты 86 и 71, тем самым отключается электромагнитная муфта 17, одновременно конечньй выключатель контактом 76 запитывает пускатель 65 который главными контактами 59 реверсирует электродвигатель 20, чем обеспечивает ускоренное перемещение нажимной плиты 22 вверх. Одновременно пускатель 65 размыкающим контак55том 72 отключает реле 62. Контакт 78 отключает распределитель 56. Подвижные колодки 43 и 44 возвращаются в тисходное положение. В исходном положении нажимная плита 22 отключает конечный выключатель 69, тем самым обесточивается пускатель 65, размыкая главные контакты 59 и отключая электродвигатель 20. Таким образом, узел автоматического управления циклом работы оказывается в исходном положении и подготовлен к повторному циклу. Изобретение обеспечивает автоматизацию управления и повьппение безопасности работы станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СТРОГАНИЯ ДРЕВЕСНОЙ СТРУЖКИ | 1973 |
|
SU381521A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2054990C1 |
| Станок для окорки и раскалывания лесоматериалов,ножевая головка для раскалывания лесоматериалов,нажимная плита механизма надвигания,окорочная фреза,механизм поворота лесоматериалов и загрузочное приспособление окорочного станка | 1981 |
|
SU1009765A1 |
| Механизм перемещения плит и рам фильтр-пресса | 1978 |
|
SU749401A1 |
| Комбинированный деревообрабатывающий станок | 2024 |
|
RU2830037C1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1998 |
|
RU2174462C2 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| Древесно-стружечный станок | 2022 |
|
RU2832290C2 |
1, СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОЙ СТРУЖКИ, имеющий включающий станину с направляющими для ножевой плиты с приводом, механизм зажима древесины с гидроприводом, нажимную плиту с приводом и узел автоматического управления циклом работы станка, отличающийся тем. что, с целью автоматизации управления циклом работы станка и повышения безопасности в работе, станок снабжен механизмом загрузки, выполненным в виде каретки с подпружиненными упорами. 2.Станок поп,„1, отличающийся тем, что нажимная плита выполнена раздвижной и связана с механизмом зажима древесины посредством скалок, 3.Станок по п. 1, отличающийся тем, что узел автоматического управления циклом работы станка снабжен реле давления, реле тока и электромагнитной муфтой, « причем реле давления связано с гидроприводом механизма зажима древесины, а реле тока и электромагнитная муфта встроены в привод нажимной плиты и связаны между собой посредством электрических распределителей.
8 9 15 fg 2Г /7 /9 20 /7
/ W АЛ
53
Фиг.З
Л5
7
п
я
б/
975
О
lif
. у ее
7
UTTJr-CJhir««.«
J(
СР
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СТРУЖКИ | 0 |
|
SU290838A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шихта для выплавки низкоуглеродистого низкофосфористого ферромарганца | 1983 |
|
SU1219663A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
