1
Изобретение относится к химическому машиностроению и может быть использовано на фильтр-прессах, имеющих ряд последовательно установленных плит и рам для их перемешения на определенное расстояние вдоль станины в одном направлении со смещением шага каждого последующего перемещения на размер, равный толщине ранее перемещенных плиты и рамы. Обратное перемещение всего набора выполняется зажимным устройством фильтр-пресса.
Известен механизм перемещения плит и рам фильтр-прессов, состоящий из бесконечных цепей со звездочками, на которых перемещаются каретки с захватами и оснащенные реверсатором, входной и выходной вал которого сопряжены между собой двумя спаренными полушестер- нями l. Известный механизм перемещения плит и рам фильтр-прессов требует изготовления специального редуктора с блоками спаренных полушестерен, выполняющих роль реверсатора. При работе крайние зубья полушестерен быстро изнашиваются из-ва соударений при входе в зацепление. Работа специального редуктора сопровождается повышенным шумом.
Наиболее близким по технической сущности и достигаемому результату является механизм перемещения плит и рам фильтр-пресса, включающий приводной вал со звездочками, бесконечные цепи, каретки с захватами и устройство автоматического упраЕшения с реле вре мани 2..
Недостатком известного механизма перемещения плит и рам является сложность устройства автоматического управления.
Целью изобретения является упрощение и удешевление устройства автоматического управления.
Поставленная цель достигается тем, что устройство автоматического управления выполнено в виде закрепленных на ведущей звездочке приводного вала
упоров, кулачка U -образного профиля, взаимодействующего выступами с упорами, ч путевого переключателя, контакты которого соединены с кулачком.
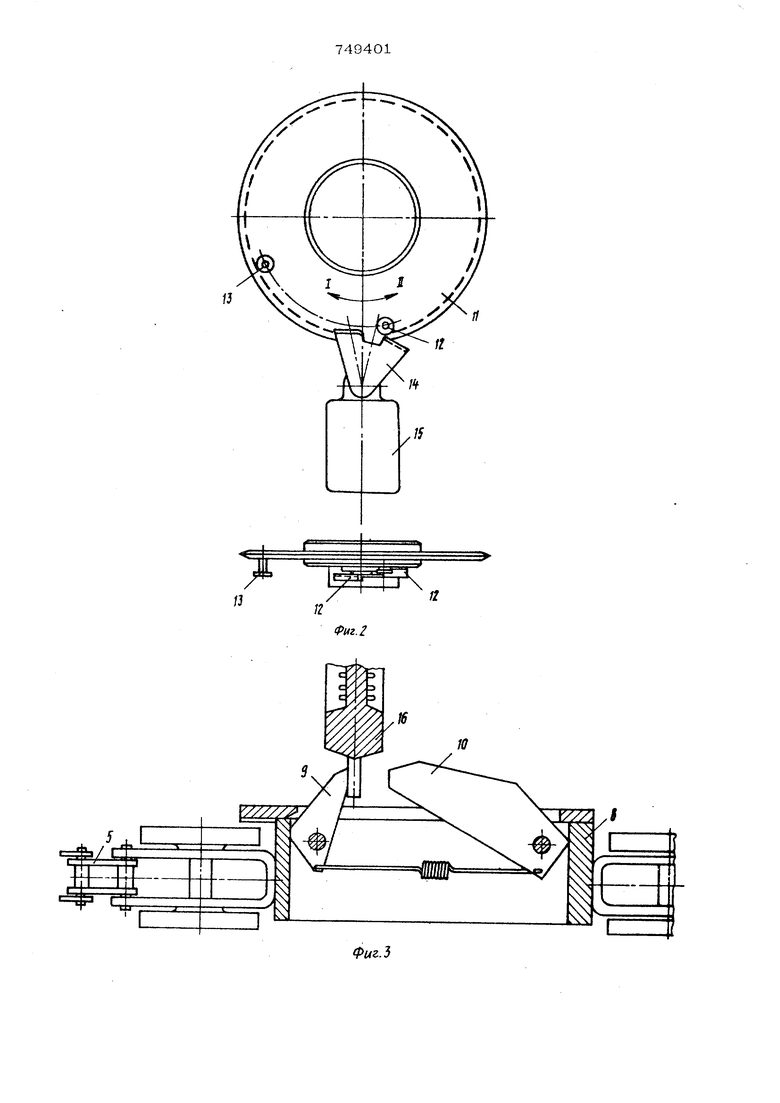
На фиг. 1 изображен фильтр-пресс с механизмом перемещения плит и рам, общий вид; на фиг. 2 - механизм, переключения электродвигателя на реверс; на фиг, 3 - каретка с захватами, общий вид, на фиг. 4 - приводной вал механизма со звездочками и фрикционной муф той; на фиг. 5 - принципиальная электрическая схема устройства автоматического управления механизмом перемеще- ния плит и рам.
Механизм перемещения плит и рам фильт1: -пресса состоит из электродвигателя с редуктором 1, муфты 2, установленной на приводном валу 3 с ведомой звездочкой 4, передающими движение бесконечным цепям 5, расположенным по обе стороны набора плит 6 и рам 7. FJa бесконечных цепях закреплены каретки 8 (правая и левая) с захватами 9 и упорами 10. Ведущая звездочка 11 снабжена упорами 12 и, 13 взаимодействующими с кулачком 14, имеющим f- образную форму и связанным с контактами путевого переключателя 15 { S4),
Плиты 6 и рамы 7 фильтр-пресса установлены на боковых балках станины, на одной из которых закреплена штанга 16, а ведущая 11 и ведомая 4 звездочки соединены между собой цепной передачей 17.
Механизм перемещения плит и рам фильтр-пресса работает следующим образом, Взшючением пакетного выключателя напряжение подается на щит управления, что позволяет включить механизм перемещения в работу.
При нажатии кнопки S 2 напряжение поступает на катущку реле К1, которое, включаясь своими контактами, блокирует кнопку S 2 и, становясь на самопитание одновременно запитывает устройство управления.
Напряжение через контакт реле времени К4 и через замкнутый контакт пу- тевого переключателя 4 поступает на катушку магнитного пускателя К2, Магнитный пускатель К2 становится на самопитание и замыкает цеш, питания катушки реле времени К4. Контакт реле времени К4 размыкается и питание на катушку магнитного пускателя К2 поступает через блок-контакт К2.
Магнитный пускатель К2 главными контактами включает электродвигател} М. От электродвигателя вращательное движение передается через редуктор 1 , на ведущую звездочку 11 и далее через цепную передачу 17, ведомую звездочку
4и муфту 2 на приводной вал 3.
Приводной вал 3 через звездочки 4 0 передает движение бесконечнм цепям 5, расположенным по обе стороны набора плит и рам.
Закрепленные на бесконечных цепях
5каретки 8, перемещаясь вдоль набо5 ра, увлекают захватами 9 плиту 6, перемещая ее в сторону нажимной плигы, отведенной зажимным устройством фильтрпресса.
Рама 7, соединенная с плитой 6 гиб0 кими связями, перемещается за плитой на расстоянии 15О-.180 мм.
Плита 6 движется до соприкосновения с нажимной плитой и с ранее перемещенными плитами, досылая при этом
5 находящуюся в промежутке раму.
Упор 10 обладает способностью утапливаться и проходить мимо ранее перемещенной части набора в обоих направлениях.
0Кинематика механизма рассчитана так,
что линейный путь движения бесконечных цепей 5 всегда больще максимального пути перемещения плиты, в результате чего не требуется настройка шага
5 и обеспечивается смещение каждого последующего перемещения на толщину ранее перемещенной плиты и рамы. Избыток линейного перемещения цепей погашается фрикционной муфтой.
ОПри достижении перемещаемой плитой
6и рамой 7 крайнего положения и компенсации запаса перемещения упор 12, расположенный на ведущей звездочке 11 привода, всхздействует на выступ 17-образного кулачка 14, чем вынуждает кулачок переместиться в фиксируемое положение П. Кулачок при этом производит переключение контактов путевого переключателя 15 {S4). Замкнутый контакт размыкается и, отключает катушку магнитного пускателя К2, а разомкнутый контакт замыкается, подготавливая цепь для включения катушки магнитного пускателя КЗ,
, С отключением магнитного пускателя К2 отключается катушка реле времени К4, При этом начинается отсчет времени, на-которое настроено реле К4, и по ис57течении уставки контакт К4 замыкает цепь питания катушки магнитного пускателя КЗ, С его включением механизм по лучает реверсивное движение, т. е. каретки перемещаются за очередной плитой и рамой. Захват 9 каретки, обладающий способностью утапливаться, проходит мимо уха плиты, а упор 10 останавливает дай жение каретки. Ведущая звездочка 11, вращаясь, воздействует упором 13 на выступ кулачка 14 и заставляет его занять фиксируемое положение I. С этого момента начинается повторение цикла перемещения очередной плиты и рамы. Реле времени К4 имеет пределы ре гулирования 0,4 - 180 с. За время вы держки погашается инерция подвижных частей механизма и якоря электродвига- теля, что предотвращает рывки. Упоры 12 и 13 выставлены на разно высоте по отношению к плоскости расположения кулачка и поэтому воздействуют на соответствующие выступы кулачка 14 С помощью путевого выключателя S3 можно остановить движущиеся каретки в любом промежуточном положении. Это осуществляется посредством штанги 16, перекрывающей Длину набора плит и рам фильтр-пресса. Штанга при продольном смещении воздействует на рычаг выключателя S3, который, срабатывая, размы кает контакт S3 и прекращает подачу напряжения на управляющие элементы. При включении выключателя 3 3 напряжение подается в схему, происходит 1 повторное включение задействованных элементов и перемещение кареток продолжается с сохранением направления прерванного движения. Таким образом, благодаря выполнению устройства автоматического управления в виде закрепленных на ведущей звездочке приводного вала упоров, кулачка J-o6pa3Horo профиля, взаимодействующего выступами с упорами, и путевого переключателя, контакты которого соединены с кулачком, достигается упрощение и удешевление механизма перемещения плит и рам фильтр-пресса. Формула изобретения Механизм перемещения плит и рам фильтр-пресса, включающий приводной вал со звездочками, бесконечные цепи, каретки с захватами и устройство автоматического управления с реле времени, отличающийся 1тем, что, с целью упрощения и удешевления устрой- автоматического управления, оно выполнено в виде закрепленных на ведущей звездочке приводного вала упоров, кулачка 1/ -чэбразного профиля, взаимодействующего выступами с упорами, и путевого переключателя, контакты которого соединены с кулачком. Источники информации, принятьге во внимание при экспертизе 1.Авторское свидетельство СССР № 182113, кл. В 01D 25/12, 1964. 2.Патент Японии № 17584, кл. 72 С 343.1, 1977.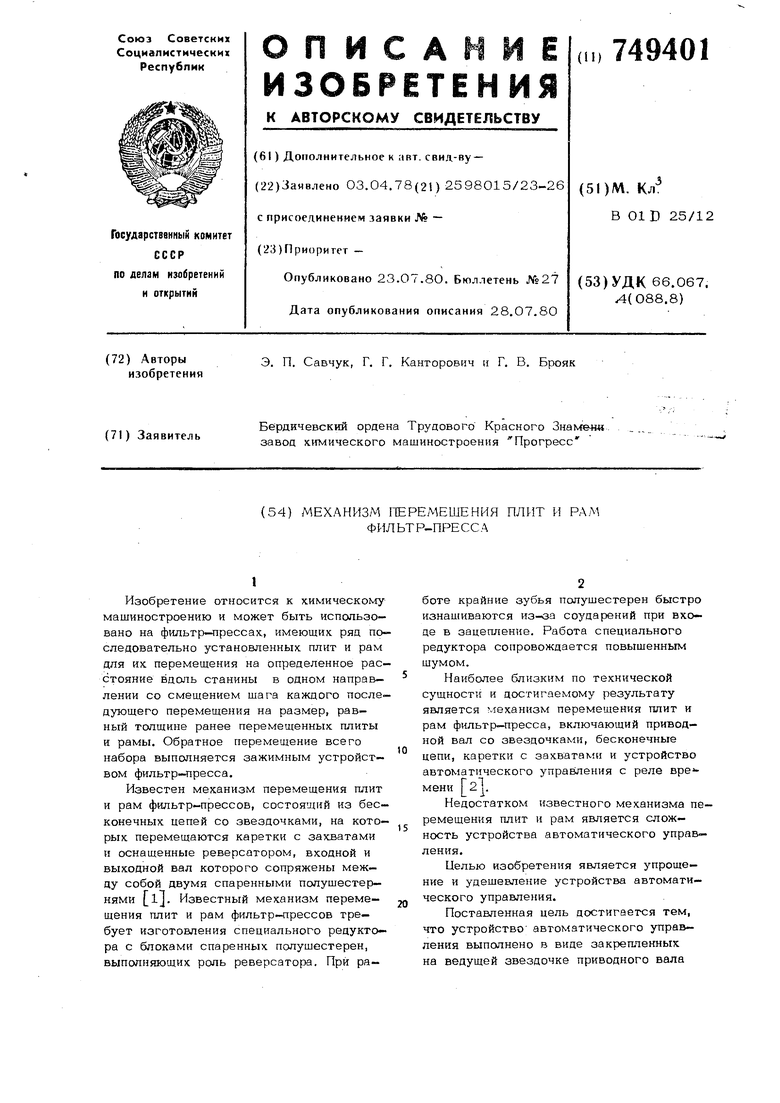
| название | год | авторы | номер документа |
|---|---|---|---|
| Пластификатор для разогрева деталей обуви | 1983 |
|
SU1227165A1 |
| АГРЕГАТ ДЛЯ ПОДАЧИ ТОВАРОВ В ПОДДОНАХ И ИМ ПОДОБНОЙ ТАРЕ ИЗ ПОДСОБНЫХ ПОМЕЩЕНИЙ В ТОРГОВЫЙ ЗАЛ | 1969 |
|
SU239848A1 |
| Устройство для образования попереч-НыХ шВОВ HA ТЕРМОСВАРиВАЕМыХ РуКАВАХи ОТРЕзАНия гОТОВыХ пАКЕТОВ | 1979 |
|
SU806540A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Устройство для поштучной подачи плит | 1985 |
|
SU1359223A2 |
| АВТОМАТ ДЛЯ ДОЗИРОВКИ РЫБЫ В ТАРУ | 1966 |
|
SU183118A1 |
| Устройство поворота многошпиндельного барабана токарного автомата | 1979 |
|
SU856661A1 |
| АППАРАТ ДЛЯ УЧЕТА ВРЕМЕНИ | 1972 |
|
SU335708A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU1004155A1 |
| Станок для изготовления выводов флажкового типа электрических конденсаторов | 1959 |
|
SU125627A1 |

to«a,
