ел
tND
00
ел
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления бетонных образцов | 1983 |
|
SU1110640A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1973 |
|
SU677929A1 |
| МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1990 |
|
RU2021111C1 |
| Касетная установка для изготовления изделий из бетонных смесей | 1981 |
|
SU1004107A1 |
| Кассетная форма для изготовления изделий из бетонной смеси | 1989 |
|
SU1673457A1 |
| Кассетная форма Приворотского | 1981 |
|
SU1111860A1 |
| МНОГОМЕСТНАЯ ФОРМА И СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ СВАЙНЫХ МОДУЛЕЙ | 2006 |
|
RU2325276C2 |
| ФОРМА С НЕСКОЛЬКИМИ ФОРМОВОЧНЫМИ ОТСЕКАМИ | 1994 |
|
RU2081745C1 |
| Форма для изготовления контрольных бетонных образцов строительных конструкций | 1975 |
|
SU774943A1 |
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2092310C1 |

ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНЫХ ОБРАЗЦОВ БЕТОНА, содержащая размещенные в ее отсеках соединенные с днищем вертикальные разделительные перегородки, отличающаяся тем, что, с целью обеспечения адекватности образцов формуемым изделиям, она снабжена связанными посредством винтовых стяжек продольными опорными планками, закрепленными в верхних частях перегородок и опертыми на бортооснастку кассетной установки, разделительные перегородки выполнены Т-образными с горизонтальными опозитными выступами на формообразующих поверхностях, причем шаг выступов равен ширине формовочного отсека, а днище выполнено составным из отдельных, размещенных между разделительными перегородками , П-образных секций. с 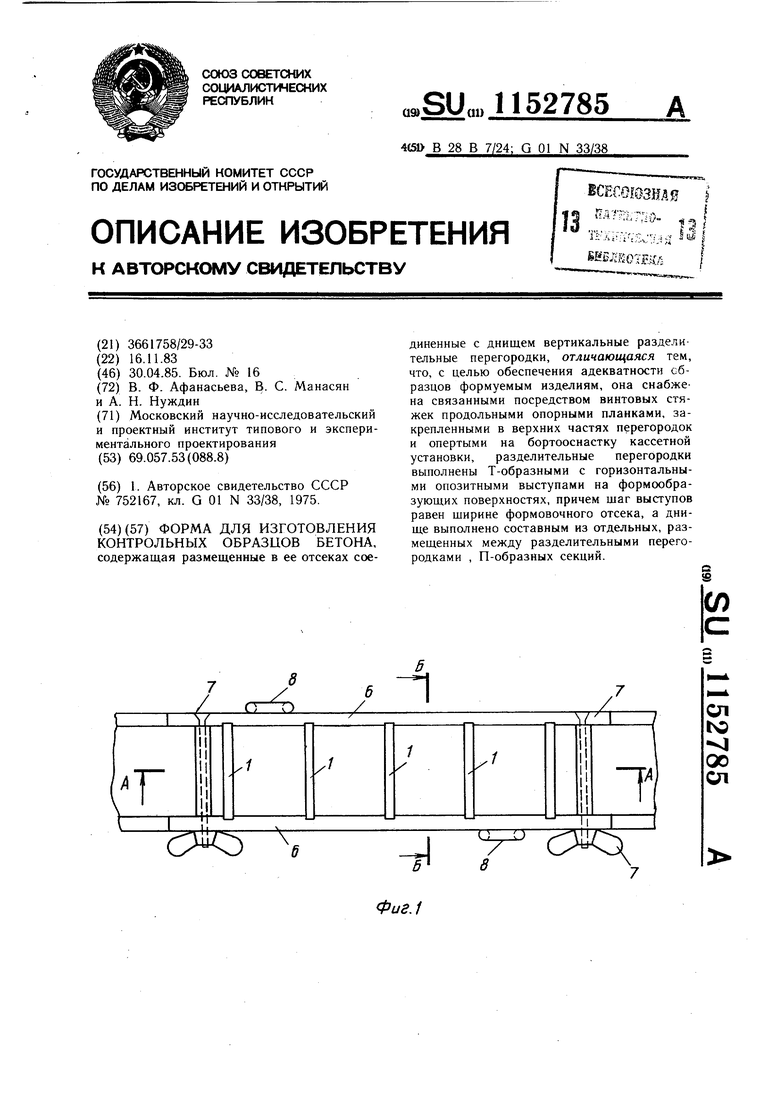
Фиг./
Изобретение относится к производству изделий сборного бетона и железобетсгна.
Наиболее близкой является форма для изготовления контрольных образцов бетона при формовании строительных изделий в кассетной установке, содержащая размещенные в отсеках последней соединенные с днищем вертикаЛьные разделительные перегородки.
Форму подвешивают на опалубочный лист кассетной установки, а бетонную смесь подают в емкость для образцов через перфорированные перегородки 1.
Недостатками указанной формы является неадекватность образцов формуемым изделиям, обусловленная тем, что изготовление образцов происходит в условиях, не соответствующих условиям изготовления изделий, причем основные различия касаются уплотнения бетонной смеси и тепловой обработки бетона. Вследствие этого прочность контрольных образцов имеет большие отклонения от действительной прочности бетона в изделии.
Цель изобретения - обеспечение адекватности образцов формуемым изделиям.
Указанная цель достигается тем, что форма для изготовления контрольных образцов бетона, содержащая размещенные в ее отсеках соединенные с днищем вертикальные разделительные перегородки, снабжена связанными посредством винтовых стяжек продольными опорными планками, закрепленными в верхних частях перегородок и опертыми на бортоснастку кассетной установки, разделительные перегородки выполнены Т-образными с горизонтальными опозитными выступами на формообразующих поверхностях, причем щаг выступов равен щирине формовочного отсека, а днище выполнено составным из отдельных, размещенных между разделительными перегородками, П-образных секций.
На фиг. 1 изображена форма для изготовления контрольных образцов бетона, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Форма для изготовления контрольных образцов состоит из разделительных перегородок 1 и днища 2. Перегородки 1 установлены перпендикулярно продольным стенкам 3 кассетной установки на всю ее высоту и имеют на поверхностях, обращенных друг к другу, опозитные выступы 4. Выступы 4
размещены равномерно по длине перегородки 1 с щагом, соответствующим ширине формовочного отсека кассетной установки.
Перегородки 1 выполнены -Т-образными с ущирением 5, размещенным между опорными планками 6, опертых на бортосиастку кассетной установки. Днище 2 формы выполнено из отдельных П-образных секций, соединенных между собой перегородками 1 и винтовыми стяжками 7. Такими же стяжками соединены планки б с перегородками 1.
Форма снабжена монтажными петлями 8 для установки ее в проектное положение. Форма для изготовления контрольных образцов собирается вне кассетной установки, смазывается смазкой и за монтажные петли 8 устанавливается в любом месте формовочного отсека. Заполнение формы бетоном осуществляют одновременно с заполнением формовочных отсеков кассетной
0 установки. Форму заполняют бетоном до верха стенок 3 кассеты. После заверщения тепловой обработки форму извлекают из формовочного отсека, укладывают в горизонтальное положение и распалубливают.
5 Распалубку формы осуществляют следующим образом; разбираются крепежные элементы бортов и удаляется опорная планка 6; разбирается крепежный элемент, связывающий крайнюю перегородку 1 с секцией днища 2, и удаляется перегородка;
0 убирается крайний бетонный столбик; далее последовательно разбираются крепежные элементы, связывающие другие перегородки с секциями днища, удаляются перегородки и бетонные столбики.
Отформованный бетонный столбик с образованными на его поверхности надрезами за счет выступов на поверхностях перегородок укладывают в горизонтальное положение на две опоры и подвергают действию вертикальной нагрузки. Под действием напряжений от изгиба происходит излом бетонного столбика по одному из надрезов. Далее та же операция повторяется с двумя частями столбика до тех пор, пока весь столбик не будет расколот на кубы с ребром, равным тлщине изделия.
Использование изобретения позволит изготавливать образцы адекватные формуемым изделиям, что повысит точиость анализа прочности изделий.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления контрольных образцов при формовании изделий и устройство для его осуществления | 1975 |
|
SU752167A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
