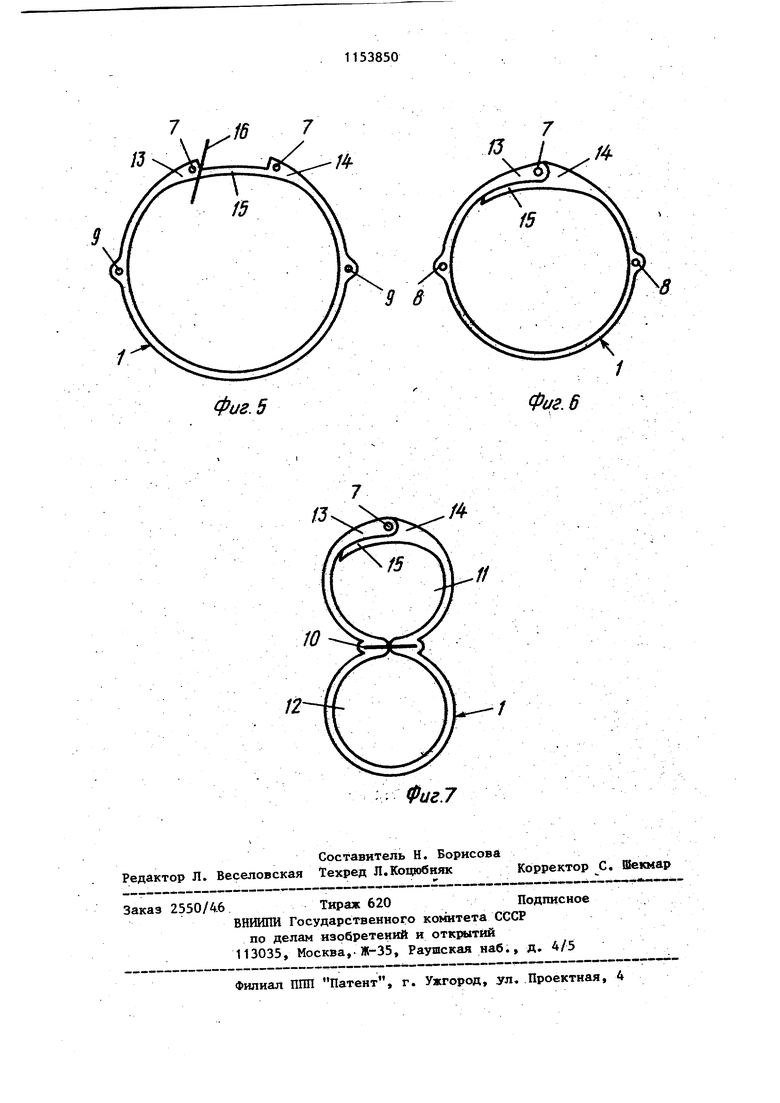
Фиг.1 f11 Изобретение относится к соединительным манжетам для электрических кабелей и трубопроводов. Известна соединительная манжета для электрических кабелей и трубопроводов, выполненная в виде трубки из термоусаживающегося изоляционного материала и разделенная вдоль образующей, причем на продольных краях места разделения предусмотрены наруж ные выступы, служащие для герметичного запирания манжеты при использовании по меньшей мере одного механически жесткого запирайщего эле мента, в качестве которого используе ся металлическая шина, надвигаемая на выступы fl Монтаж известной манжеты затрудни телен, так как относительно жесткий материал, из которого она выполнена, должен формироваться в противоположном его изогнутой форме виде (в форм трубы), За счет связанного с этим постоянного расхождения разделительного места и в связи с тем, что металлическая шина должна очень жестко сидеть на выступах, легко возникает опасность того, что на выступах манжеты при надвигании металлической шины будут сделаны ею надрезы. Выету пы при последующей усадке гарнитуры на соединительные места могут растре киваться, вследствие чего манжета разрушается. Так как металлическая шина остается на манжете после усадки, происходит одностороннее.увеличе ние ее размеров. Наиболее близкой по технической сущности и достигаемому эффекту является соединительная манжета, выполненная в виде трубки из термоусаживаемого изолирующего материала, разделенной вдоль образующей с образованием зубчатых кромок, выступы одной из которых сопряжены с выемками другой 12;. Такое выполнение позволяет получить соединительную манжету, не имею щую радиально выступающих частей, поэтому размеры соединяемых или ремонтируемых, кабелей или трубопроводо в месте монтажа увеличиваются несущественно. Недостатком известной манжеты является сложность ее из1;отовления и монтажа, обусловленные тем, что выступы и выемки имеют трапециевидную . При таком выполнении необходима высокая точность изготовления. Кроме того, место стыка может разойтись при усадке из-за наличия значительных сил усадки в направлении окружности, при горячей запрессовке выступы обеих сторон могут выжиматься радиально наружу. Целью изобретения является упрощение монтажа. Поставленная цель достигается тем, что в соединительной манжете, выполненной в виде трубки из термоусаживаемого изолирующего материала, разделенной вдоль образующей с образованием зубчатых кромок, выступы одной из которых сопряжены с выемками другой, трубка выполнена с продольным утолщением в зоне зубчатых кромок и имеет проходящее через каждый выступ сквозное отверстие, в котором расположен запирающий элемент в виде стержня из механически прочного материала, причем выступы вьшолнены прямоугольной формы. Для повышения надежности запирания места стыка манжета может быть выполнена с проходящим через каждый выступ дополнительньвч отверстием, расположенным параллельно вышеуказанному сквозному, в котором размещен дополнительньй запирающий элемент. В качестве стержня может быть использована трубка. Для соединения более чем одного кабеля соединительная манжета может быть выполнена с дополнительными продольными утолщениями, расположенными с внешней стороны и имеющими сквозные отверстия. На фиг.| - место соединения двух кабелей манжетой; на фиг. 2 и 3 анжеты различной формы, вид сбоку; на фиг.4 - место соединения в разомкнутом положении, разрез; на фиг.5-7анжеты, применяемые для соединения вух кабелей, на различных стадиях зготовления, вид сбоку. Манжета 1 из термоусаживаемого изоляционного материала устанавливается вокруг места соединения электрических кабелей 2 и 3 и жестко усаживается по обе стороны на наружные оболочки кабелей 2 и 3. Манжета выполнена в виде трубки, имеющей продольное утолщение 4, разделенной в зоне утолщения вдоль образующей с образованием зубчатых кромок, прямоугольные выступы 5 которых сопряжены с прямоугольными выемками 6. Через каждый выступ 5 обеих кромок проходит отверстие 7, в котором размещается запиракшщй элемент (не показан) в виде стержня из механически прочного материала. Стержень может иметь круглую или профилированную форму, а также выполняться в виде трубки. Манжета 1 может иметь два отверстия 7 (фиг.З), проходящих параляельно друг другу, в каждом из которых размещается запирающий стержень. В манжету с одной стороны можно вводить и более одного кабеля. Для этого манжета выполняется, например, с двумя дополнительными продольными утолщениями 8, расположенными с внеш ней стороны и имеющими сквозные отверстия 9. Если в эти отверстия вводится крепежный элемент 10, то такая манжета может быть, например, стянута в середине в форме цифры 8. Как видно на фиг.7, за счет этого создаются две не зависимые друг от друга полос ти 11 и 12, в которые могут быть введены кабели При соответственно большем числе утолщений 8 с отверстиями 9, которые могут распределяться на одинаковых или неодинаковых расстояниях по пери метру манжеты, ее можно использовать например, для трех кабелей. Монтаж с помощью манжеты осуществ ляется следующим образом. Разомкнутая по месту стыка манжет устанавливается над местом соединени с охватом обоих кабелей. Затем ее кромки сводятся так, что выступы 5 входят в выемки 6. При правильной сборке все части отверстия 7 распола гаются RO одной оси. Затем в отверстие вводится запирающий элемент. Как только манжета полностью меха нически заперта этим запорным элементом, можно начинать процесс усадки. Манжета усаживается в соответствии с положением на фиг.1 на соединительное или ремонтируемое место и жестко прилегает к этому.месту. Для повышения степени герметичности внутренняя поверхность манжеты до усадки может быть покрыта клеящим веществом, которое становится эффекТИВНМ4 при подводе тепла и дополнительно герметизирует концы манжеты с торцовой стороны. Для дополнительной герметизации может быть также использована помещаемая под местом стыка лента, которая может быть покрыта клеящим веществом. Манжета изготавливается следующим образом. Сначала экструдируют шланг из соответствующего сшиваемого синтетического материала, например полиэтилена, который затем сшивается. Этот шланг можно наматывать на барабан или сразу же делить на отрезки, длина которых соответствует манжеты. После отделения такого участка его расширяют по диаметру с одновременным подводом тепла и в этом состоянии охлаждают. При охлаждении новые размеры манжеты замораживаются. Благодаря введенной памяти манжета при новом подводе тепла вновь стремится восстановить свои первоначальные (меньшие) размеры. Шланг, из которого получают манжету, преимущественно экструдируют так, что он в одном Месте своего периметра имеет продольное утолщение 4 (фиг. 2 и 3), в котором имеется по меньшей мере одно проходящее в яродольном направлении проходное отверстие 7. Однако могут быть также выполнены два проходных отверстия (фиг.З), проходящих параллельно друг другу в утолщении 4. Эти проходные отверстия могут выполняться с помощью соответствующего оформления литьевого инструмента при экструзии шланга. Однако можно также вводить )В стенку шланга в утолщение 4 трубку из механически прочного материала, в частности из синтетического материала. 1 , , После расширения отрезка шланга для изготовления манжеты отрезок кладут,под штамп, и в области утолщения 4 штампуют разделительное место, имеющее форму меандра. Штамповку манжеты в соответствии с фиг.2 осуществляют при этом так, что проходное отверстие 7 находится приблизительно на средней линии М штамповки в форме меандра, т.е. штамповка осуществляется симметрично по отношению к проходному отверстие 7, Эта симметрия является действительной также для манжеты в соответствии с фиг.З. Штамповка должна осуществляться таким образом, чтобы совместно охватывались оба проходных отверстия 7. В результате ,5 штамповки утолщение 4 разделено соот ветственно на две части, каждая из которых имеет выступы 5 и выемки 6, которые при сборке точно сопрягаются между собой. Манжета может быть получена из пшанга, которые имеет сечение, изображенное на фиг.5. Этот шланг имеет два прокодньпс отверстия 7, которые выполнены на двух разделенных рас{Сиренкях 13 и 14 шланга. Между обоими расширениями находится отрезок 15 пшанга, который, имеет уменьшенную толщину стенок. 50 До изготовления выступов 5 и выемок 6, которые необходимы для запирания манжеты 1, манжету в соответствии с фиг.5 разделяют в месте, обозначенном штрихом 16. Вслед за тем из расширений 13 и 14 за счет штамповки блоков образуют выступы 5 и выемки 6, которые при сборке обоих продольных краев манжеты сопрягаются, в результате чего проходные отверстия могут с перекрытием сводиться в одно.

1. СОЕДИНИТЕЛЬНАЯ МАНЖЕТА, выполненная в виде трубки из термоусаживаемого изолирующего материала, разделенной вдоль образующей с образованием зубчатых кромок, выступы одной из которых сопряжены с выемками другой, отличаю.щаяся тем, что, с целью упрощения монтажа, трубка выполнена с продольным утолщением в зоне зубчатых кромок и / имеет проходящее через каждый выступ сквозное отверстие, в котором расположен запирающий элемент в виде стержня из механически прочного мат риала, причем выступы выполнены прямоугольной формы. 2.Соединительная манжета по п. 1, отличающаяся тем, что она выполнена с проходящим через каждый выступ дополнительным отверстием, расположенным параллельно вышеуказанному сквозному, в котором размещен дополнительный запирающий элемент. 3.Соединительная манжета по пп. 1 и 2, отличающаяся тем, что стержень выполнен в виде СО трубки. 4.Соединительная манжета по пп. 1-3, отличающаяся тем, что она вьтолнена с дополнительньми продольными утолщениями, расположенными с внещней стороны и имеющими сквозные отверстия. ел со 00 СП /
Фиг. 2
Фиг.Ъ
Фиг Л
/4
9 В
Фиг. 5
Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления статора электрической машины | 1987 |
|
SU1525815A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тренировочный комплекс | 1988 |
|
SU1560242A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
