Изобретение относится к изготовлению алмазного инструмента на органической связке.
Цель изобретения - повышение качества обрабатываемой поверхности и стойкости HHCTpy ieHTa.,
Предлагаемый способ изготовления алмазного инструмента включает приготовление шихты, состоящей из абразивного порошка, фенолформальдегидной смолы, наполнителей и порообразовате- ля, в качестве порообразователя ис- пользугат гидрат пирофосфорнокислого натрия, дополнительно шихту обрабатывают составом, содержащим серу, синтетический дивинильньп1 каучук с мол. м. 1000-3000 и стеарин в следующем соотношении, мас,%:
Сера5-12
Синтетический дивиниль.ный каучук мол.м.
1000-3000 20-60
СтеаринОстальное
Способ осуществляют следующим образом.
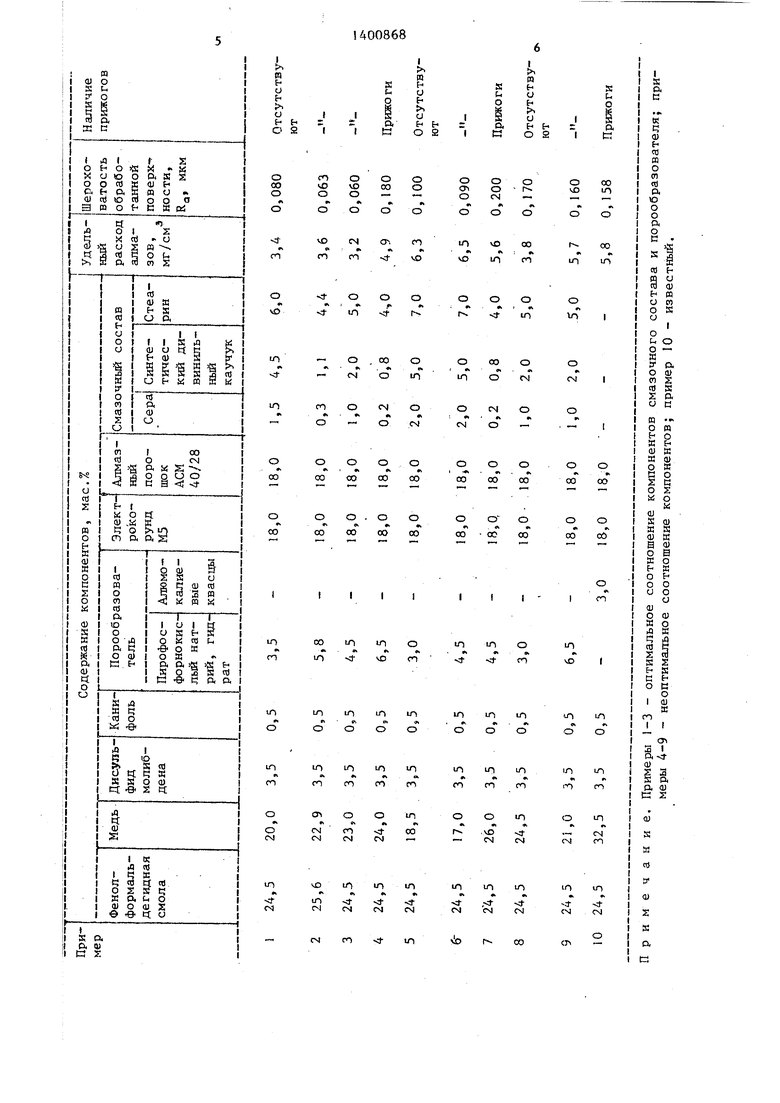
В соответствии с рецептутюй отвешивают навески фенолформальдегидной смолы (24,5-25,5 ) медного порошка (20,0-23,0%), порошка дисульфида молибдена (3,5%), канифоли (0,5%) алмазного микропорошка АСМ 40/28 (18 мас.%), порошка электрокорунда М5 (18,0%) и гидрата пирофосфорнокислого натрия (3,5-5,8%). Навески помещают в смеситель планетарного типа и перемешивают до равномерного распределения компонентов.
Отдельно готовят смазочньй состав Разогревают до 65-70 С серу техничес кую (0,3-1,5 мас.%), синтетический дивинипьный каучук мол.м. 1100 ед (1,1-4,5 мас.%) и стеарин (4,4- 6,0 мас.%); компоненты перемешивают, смесь охлаждают до комнатной температуры, композицию измельчают до получения порошка с размером частиц ме нее 0,5 мм. Полученным порошком обрабатывают перемешанные ранее компоненты шихты, добавляя к ним порошок смазочного состава (5,8-12,0 мас.% от общей массы шихты) и тщательно смешивая с ними в планетарном смесителе.
Приготовленную шихту по мещают в пресс-форму, прессуют и термически обрабатывают по известным режимам.
Входящая в гидрат пирофосфорнокислого натрия ( вода.
0
5
0
5
0
5
0
5
0
5
испаряясь, при изготовлении шихты круга образует в нем поры. В отличие от известного порообразователя - алю- 1мокалиевых квасцов - гидрат пирофосфорнокислого натрия позволяет повысить прочность круга и увеличить его стойкость (при шлифовании на повьш1ен- ных режимах связка круга не пластифицируется). Кроме того, при разложении гидрата пирофосфорнокислого натрия .выделяется фосфорньй ангидрид, который, фосфатируя поверхность вязкого жаропрочного сплава (под действием давления и высоких температур, возникающих в зоне резания при повьш1енньпс режимах шлифования), охрупчивает его. Тем самым снижаются усилия резания, устраняется засаливание круга и повышается его стойкость. Выделившийся натрий, взаимодействуя со стеарином смазочного состава, образует стеарат натрия, которьй снижает шероховатость обработанной поверхности.
Обработка шихты (состав: сера - каучук - стеарин) достигается как снижение шероховатости обработанной поверхности, так и устранение на ней прижогов. В процессе приготовления шихты, при смешивании ее в смесителе, алмазные и абразивные зерна обволакиваются серой и каучуком в присутствии стеарина, т.е. на зернах образуется покрытие. При спекании инструмента это покрытие полимеризуется, в результате чего на зернах создается прочная полимерная пленка. В процессе шлифования эта пленка играет роль смазки, которая способствует снижению шероховатости обработанной поверхности, а также устранению прижогов (при обработке на повышенных режимах без применения СОЖ) за счет снижения темпера- турь в зоне контакта алмаз - об- рабатьшаемый материал . Введенньй в смазочный состав стеарин в процессе спекания инструмента взаимодействует . с пирофосфорнокислым натрием с образованием стеарата натрия, который в готовом инструменте располагается в порах круга. Стеарат, в сравнении со стеарином, является более сильным поверхностно-активным веществом по отношению к металлам, а это ведет к снижению износа инстр т ента (повьш1е- НИК) его Стойкости) и к улучшению качества обработанной поверхности за счет снижения трения и уменьшения
температур при повышенных режимах шлифования.
, Введение в шихту отдельно каждого компонента смазочного состава не приводит к желаемому результату, так как на абразивных, материалах шихты не образуется достаточно равномерное полимерное покрытие (отдельные абразивные частицы покрыты только каким- нибудь одним компонентом). Соотношение компонентов состава определяется условиями полимеризации покрытия.
Из шихты по предлагаемому способу изготавливают алмазные круги 1А1 200x20x5 АСМ 40/28. Круги испытьшают при обработке жаропрочного сплава при обработке на станке. Режимы шлифования: скорость круга 37 м/с, подача поперечная 0,04 мм/дв.ход.
Результаты испытаний приведены в таблице.
В ходе испытаний контролируют стойкость круга (удельный расход в мг/см), шероховатость обработанной поверхности и наличие на обработанной поверхности прижогов. Шлифование ведется без СОЖ.
В результате испытаний установлено, что предлагаемый способ обеспечи-
вает повьш1ение стойкости алмазных кругов на 37-45%, снижение шероховатости обработанной поверхности в , среднем на 1 класс и устранение на ней прижогов при шлифовании без СОЖ Формула изобретения
Способ изготовления абразивного инструмента,при котором шихту, содержащую абразивный порошок, фенол- формальдегидную смолу и наполнители, смешивают с порообразоватепем, прессуют термически обрабатывают, о т- личающийся тем, что, с целью повьпиения качества обрабатываемо поверхности и стойкости инструмента, в качестве порообразователя берут гидрат пирофосфорнокислого натрия, а шихту после смешивания дополнительно обрабатьгеают порошкообразным составом, содержащим серу, синтетический дивинильный каучук с мол.м. и стеарин в следутощем соотношении, мае.%:
Сера5-12
Синтетический дивинильный каучук мол.м. 1000-300020-60
СтеаринОстальное

| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| ТВЕРДЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2013 |
|
RU2531587C1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1028493A2 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Импрегнатор абразивного инструмента | 1984 |
|
SU1247385A1 |
| ВЫСОКОПОРИСТАЯ ПОЛИМЕРНАЯ АБРАЗИВНАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2482955C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1366378A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 2012 |
|
RU2501847C1 |
Изобретение относится к изготовлению алмазного инструмента на органической связке и позволяет повысить стойкость алмазного инструмента, снизить шероховатость обработанной поверхности и устранить на ней прижоги при шлифовании без применения смазоч- но-охлаждающей жидкости. В1ихта состоит из абразивного порошка, фенолфор- мальдегвдной смолы, наполнителей и порообразователя, в качестве которого используют гидрад пирофосфорнокислого натрия. Дополнительно шихту обрабатывают составом, содержащим серу, синтетический дивинипьный каучук с мол,м. 1000-3000 и стеарин в следующем соотношении, мас.%: сера 5-12, синтети- . ческий дивинильный каучук (мол.м. 1000-3000) 20-60, стеарин остальное. В результате такого приготовления шихты на зернах абразива образуется покрытие в виде прочной полимерной пленки, играющей роль смазки, а образующийся во время термообработки шихты стеарат натрия является поверхностно-активным веществом по отношению к металлам. 1 табл. i (Л С
| Способ изготовления абразивного инструмента | 1981 |
|
SU1028493A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
