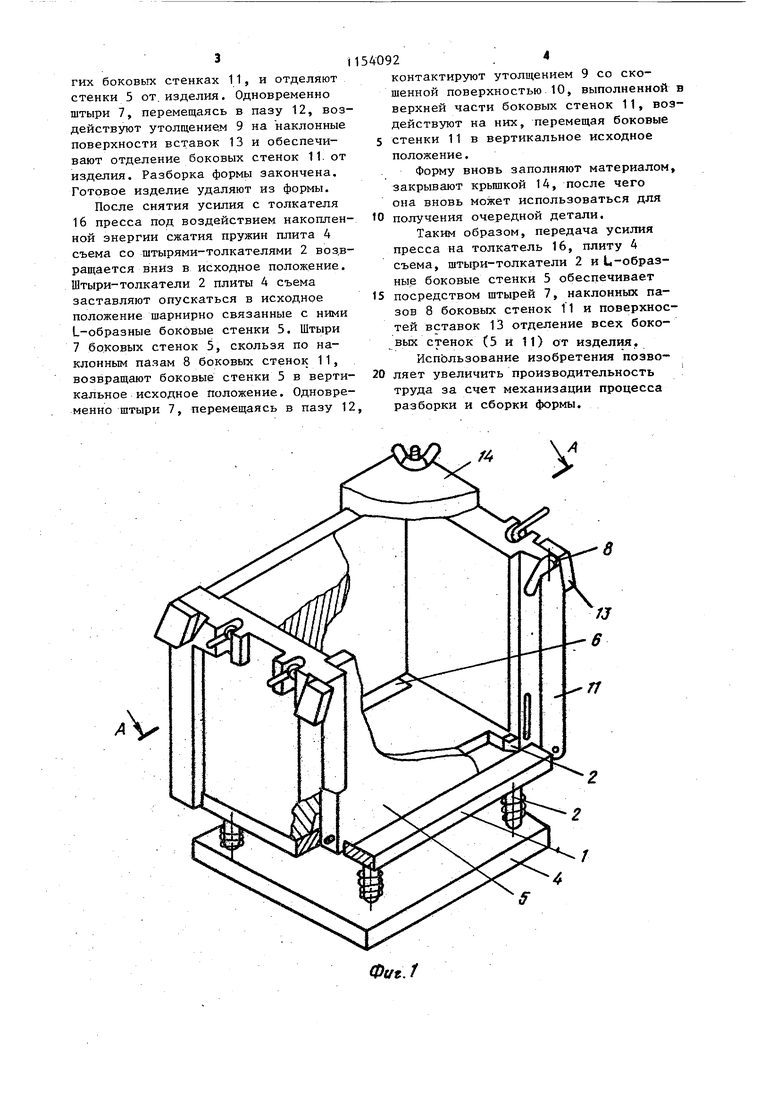
1 Изобретение относится к устройст вам для изготовления изделий для вс нивающихся материалов, в частности к формам для изготовления изделий и пенополистирола. Известна форма для изготовления изделий из вспенивающегося полимерного материала, содержащая основани съемные борта и крышку Cl 3. К недостаткам формы относится то что разработка ее производится в несколько стадий, что снижает произ водительность труда, а затрудненное отделение бортов формы от готового изделия не исключает повреждение из делия , Наиболее близкой к изобретению по технической сущности и достигаемому результату является форма для изготовления изделий из вспенивающихся поли1(ерных материалов, содержащая днище, разьемные боковые стен ки, две из которых выполнены L-обра ными со штырями в верхней и нижней частях вертикальных торцов, крышку и плиту съема со штырями-толкателями 2. К недостаткам известной формы от носятся применение дополнительных средств для размыкания формы и, в связи с этим, громоздкость конструк ции и сложность в эксплуатации. Цель изобретения - упрощение кон струкции и эксплуатации формы, повы шение производительности труда и ог раничение перемещения формы. . Указанная цель достигается тем, что в уорме для изготовления изделий из вспенивающихся полимерных материалов, содержащей днище разъем ные боковые стенки, две из которых выполнены L-образными со штырями в верхней и нижней частях вертикальных торцов, крьшЕку и плиту съема со штырями-толкателями, плита съема выполнена подпружиненной относительн днища, а концы ее штырей-толкателей .шарнирно связаны с двумя L-образными боковыми стенками, штыри которых, закрепленные в их верхних частях, выполнены с утолщениями на торцах и установлены с возможностью взаимодействия со скошенной поверхностью, выполненной в верхней части двух ДРУГ1-К стенок, и с поверхностями пазов вставок коробчатой формы, смонтированных на скошенной поверхности этих боковых стенок. 2 Днище формы выполнено с приливами, охватываемыми упорами, смонтированными на столе пресса. На фиг. 1 изображена форма, общий вид; на фиг.2 - сечение А-А на фиг.1 (форма в закрытом положении); на фиг.З - сечение Б-Б на фиг.2 (форма в закрытом положении). Форма содержит днище 1 с отверстиями под штыри-толкатели 2с надетыми на них пружинами 3, смонтированными между днищем 1 и плитой 4 съема. На днище 1 противоположно одна другой установлены двеЦ-образные боковые стенки 5 с горизонтальными полками 6, связанные шарнирно со штырями-толкателями 2 плиты 4 съема, L, -образные боковые стенки 5 выполнены со штырями 7 в верхней и нижней частях вертикальных торцов. Штыри 7, закрепленные в верхних частях, установлены с.возможностью перемещения в наклонных пазах 8, выполнены с утолщениями 9 на торцах и установлены с возможностью взаимодействия со скошенной поверхностью 10, выполненной в верхней части двух других боковых стенок 11, и с поверхностями пазов 12 вставок 13 коробчатой формы, смонтированных на скошенной поверхности 10 стенок 11. Сверху форма закрыта крьшкой 14. К столу 15 пресса с толкателем 16 форма крепится упорами 17 за приливы 18 днища 1-. Форма работает -следующим образом. . После вспенивания материала в форме ее устанавливают на стол пресса и ограничивают от перемещения упорами 17 стола пресса за приливы 1В днища 1формы. Крышку 14 формы снимают. На плиту 4 съема воздействуют толкателем 16 пресса. Плита 4 съема под воздействием толкателя 16 пресса перемещается вместе с жестко закрепленными на ней щтырями-толкателями 2вверх к днищу 1, одновременно сжимая пружины 3 и накапливая их энергию сжатия. Штыри-толкатели 2, перемещаясь одновременно с плитой 4 съема, воздействуют на шарнирно связанные с ними горизонтальные полки 6 двух Lобразиых боковых с.тенок 5 и заставляют боковые стенки 5 перемещаться вверх, отделяя изделие от днища 1 формы. Штыри 7, жестко закрепленные в боковых стенках 5, при перемещении последних вверх скользят по наклонным пазам 8, выполненным в двух других боковых стенках 11, и отделяют стенки 5 от. изделия. Одновременно штыри 7, перемещаясь в пазу 12, воздействуют утолщением 9 на наклонные поверхности вставок 13 и обеспечивают отделение боковых стенок 11. от изделия. Разборка формы закончена. Готовое изделие удаляют из формы.
После снятия усилия с толкателя 16 пресса под воздействием накопленной энергии сжатия пружин плита 4 съема со штырями-толкателими 2 возвращается вниз в исходное положение. Штыри-толкатели 2 плиты 4 съема заставляют опускаться в исходное положение шарнирно связанные с ними L-образные боковые стенки 5. Штыри 7 боковых стенок 5, скользя по наклонным пазам 8 боковых стенок 11, возвращают боковые стенки 5 в вертикальное исходное Положение. Одновременно штыри 7, перемещаясь в пазу 12
54092. 4
контактируют утолщением 9 со скошенной поверхностью 10, выполненной в верхней части боковых стенок 11, воздействуют на них, перемещая боковые 5 стенки 11 в вертикальное исходное положение.
Форму вновь заполняют материалом, закрывают крышкой 14, после чего она вновь может использоваться для О получения очередной детали.
Таким образом, передача усилия пресса на толкатель 16, плиту 4 съема, штыри-толкатели 2 и Ц-образные боковые стенки 5 обеспечивает 15 посредством штырей 7, наклонных пазов 8 боковых стенок 11 и поверхностей вставок 13 отделение всех боковых стенок (5 и 11) от изделия.
ИспЬльзование изобретения позволяет увеличить производительность .
труда за счет механизации процесса разборки и сборки формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из вспенивающихся полимерных материалов | 1980 |
|
SU939258A1 |
| Пресс-форма для опрессовки гонков к механическим ткацким станкам | 1961 |
|
SU148329A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| УЗЕЛ РЕЛЬСОВОГО СКРЕПЛЕНИЯ С ПОЛУШПАЛКОМ | 2019 |
|
RU2718528C1 |
| Пресс для сборки ящиков посредством зубчатых пластин | 1985 |
|
SU1247281A1 |
| Агрегат для изготовления трубчатых изделий из бетонных смесей | 1984 |
|
SU1237444A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для сборки ящиков | 2019 |
|
RU2742703C2 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |

1. ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНИВАЮЩИХСЯ ПОЖМЕРНЫХ МАТЕРИАЛОВ, содержащая днище, разъемные боковые стенки, две из которых выполнены 1 -образными со штырями в верхней и нижней частях вертикальных торцов, крышку и плиту съема со штырями-толкателями, отличающаяс я тем, что, с целью упрощения ее конструкции и эксплуатации и повышения, производительности труда, плита съема выполнена подпружиненной относительно днища, а концы ее штырейтолкателей щарнирно связаны с двумя Ь-образными боковыми стенками, штыри которых, закрепленные в их верхних частях, выполнены с утолщениями на торцах и установлены с возможностью взаимодействия со скошенной поверхностью, выполненной в верхней части двух других боковых стенок, и с поверхностями пазов вставок коробчатой формы, смонтированных на скошенной поверхности зтих боковых стенок. 2. Форма ПОП.1, отличающаяся тем, что, с целью ограничения ее перемещения, днище формы выполнено с приливами, охватываемыми упорами, смонтированными на столе пресса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для изготовления изделий из вспенивающегося материала | 1973 |
|
SU582983A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления изделий из вспенивающихся полимерных материалов | 1980 |
|
SU939258A1 |
| Солесос | 1922 |
|
SU29A1 |
