Изобретение относится к машиностроению, к литейному производству, в частности к изготовлению поршней двигателей внутреннего сгорания, в том числе с нирезистовым кольцом и керамической вставкой, кристаллизацией под давлением.
Известно устройство для изготовления поршней, содержащее подвижную плиту с пуансоном, матрицу с рабочей полостью, установленную на опоре нижней плиты, выталкиватель и контейнер (а.с. СССР 161100). Недостатком устройства является низкое качество нижней части получаемого изделия из-за отсутствия подпрессовки снизу, а также возможный перекос и смещение нирезистового кольца и керамической вставки из-за отсутствия фиксации.
Наиболее близким к заявляемому является устройство для изготовления поршней двигателей внутреннего сгорания, содержащее подвижную плиту с пуансоном, матрицу с рабочей полостью, установленную на опоре нижней плиты, выталкиватель и контейнер с возможностью осевого перемещения. Матрица выполнена в виде втулки, установленной в контейнере, и днища, закрепленного на опоре нижней плиты. Устройство снабжено подвижным упором для фиксирования торца выталкивателя относительно нижней рабочей поверхности матрицы, боковыми прошивками, установленными в контейнере с возможностью перемещения перпендикулярно к вертикальной оси устройства и средством для фиксации нирезистового кольца (патент РФ 2060140). Устройство имеет следующие недостатки: перемещение контейнера производится посредством дополнительных гидроцилиндров с ходом 700 мм за счет уменьшения просвета между неподвижной матрицей и пуансоном, что затрудняет установку и контроль установки нирезистового кольца и керамической вставки. Из-за нестабильности дозы заливаемого металла неизбежна нестабильность хода стержней, оформляющих отверстия под поршневые пальцы. При уменьшении выхода стержней из втулки на отливке оформятся кольцевые приливы, затрудняющие извлечения отливки из матрицы. На юбке поршня в районе отверстий под поршневые пальцы образуются утолщения. В связи с отсутствием давления со стороны пуансона в процессе кристаллизации под давлением возможны дефекты в зоне торца юбки поршня и утолщения под поршневые пальцы со стороны торца юбки поршня.
Заявляемое изобретение направлено на решение следующих задач: повышение качества поршня за счет изменения технологии получения поршня путем давления на расплав со стороны торца юбки, за счет изменения конструкции поршня путем уменьшения утолщения в юбке в районе отверстий под поршневые пальцы, выполняя для этого выступающие площадки в подвижных полуформах, повышение надежности работы и удобства обслуживания устройства за счет устранения влияния кольцевых приливов, оформляющихся вокруг стержней, оформляющих отверстия под поршневые пальцы, на извлечение отливки из формы; облегчение обслуживания и повышение безопасности работы за счет устранения дополнительной плиты в разъеме формы, приводимой автономными гидроцилиндрами; облегчение съема отливки с пуансона при раскрытии формы за счет удержания промежуточной обоймы прихватами при раскрытии пресса.
Для решения поставленных задач предлагается устройство для изготовления поршней двигателей внутреннего сгорания, содержащее подвижную плиту с пуансоном, неподвижную плиту с нижней обоймой и выталкивателем, матрицу с рабочей полостью и боковыми стержнями, оформляющими отверстия под поршневые пальцы, днище матрицы.
Устройство снабжено верхней обоймой, закрепленной на подвижной плите, промежуточной обоймой, установленной на центрирующих штырях, закрепленных в верхней обойме, с возможностью вертикального перемещения, ограниченного упорами, установленными в верхней обойме, направляющей втулкой пуансона, закрепленной в промежуточной обойме, вкладышем, установленным в промежуточной обойме и удерживающим направляющую втулку, захватами, установленными в неподвижной обойме и фиксирующими промежуточную обойму в сомкнутом с нижней обоймой положении, конечным выключателем, установленным в верхней обойме. Матрица выполнена из двух подвижных полуформ, перемещающихся по направляющим, закрепленным в нижней обойме. Днище матрицы закреплено в нижней обойме, боковые стержни установлены в подвижных полуформах с возможностью осевого перемещения от гидроцилиндров, а вкладыш, установленный в промежуточной обойме, является замком для подвижных полуформ.
Для изготовления поршней, имеющих корпус с боковыми отверстиями и нирезистовое кольцо в дне поршня, днище матрицы может иметь гнездо для установки нирезистового кольца.
Для изготовления поршней, имеющих корпус с боковыми отверстиями, нирезистовое кольцо и керамическую вставку в дне поршня, днище матрицы может иметь гнездо для установки керамической вставки и нирезистового кольца.
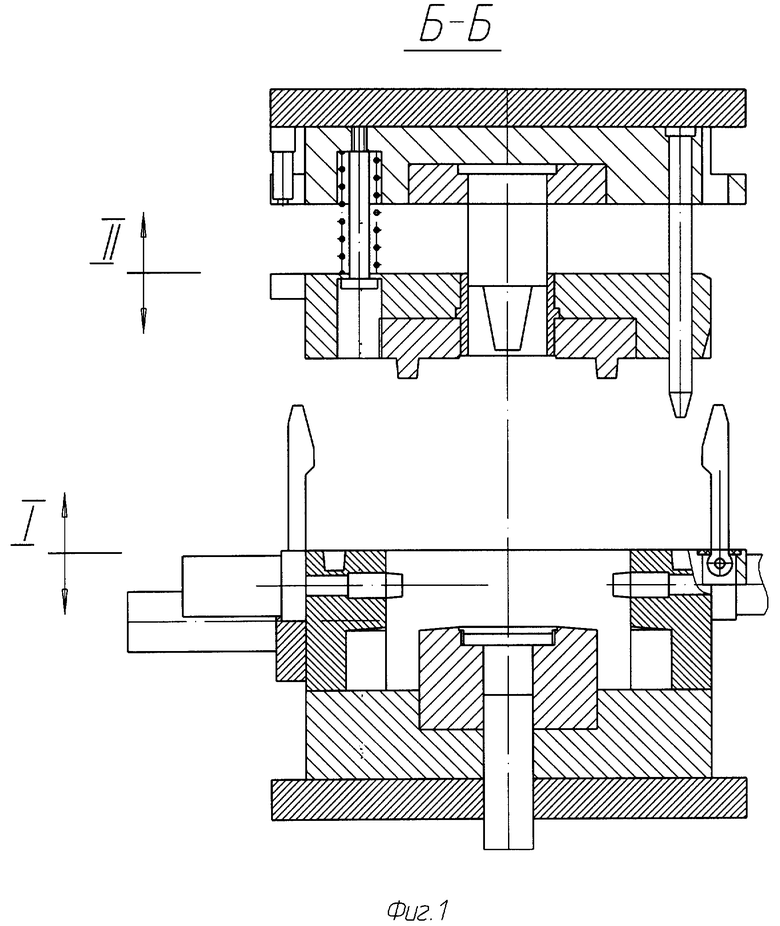
На фиг.1 изображена открытая пресс-форма при верхнем положении ползуна пресса с выведенными в крайних положениях подвижными полуформами, в которых стержни находятся в крайних положениях до упора.
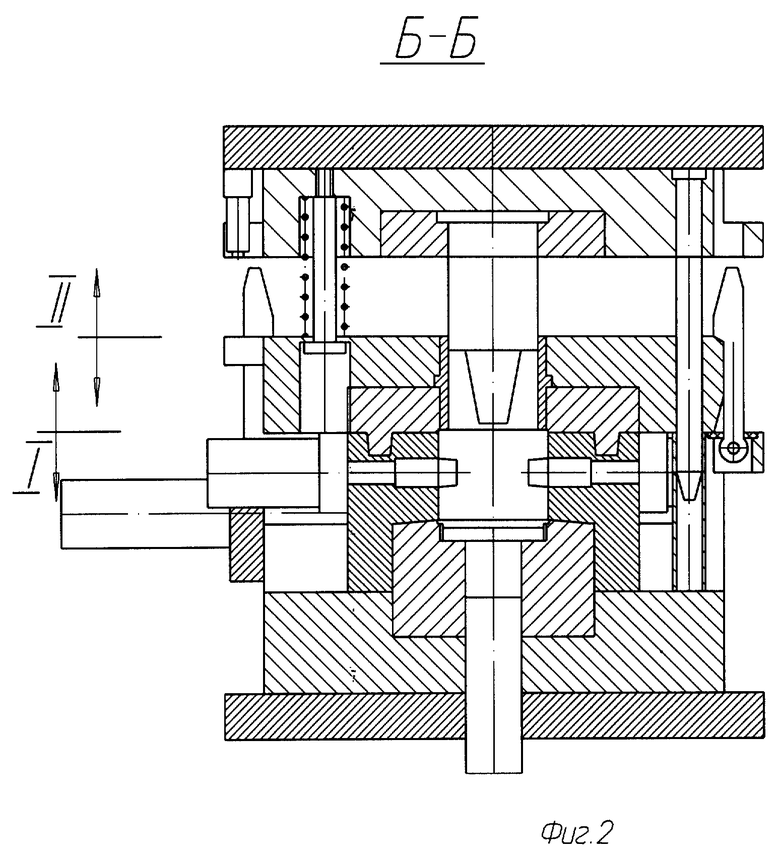
На фиг.2 изображена пресс-форма в момент закрытия по I разъему с сведенными к центру подвижными полуформами, в которых стержни находятся в крайних положениях до упора.
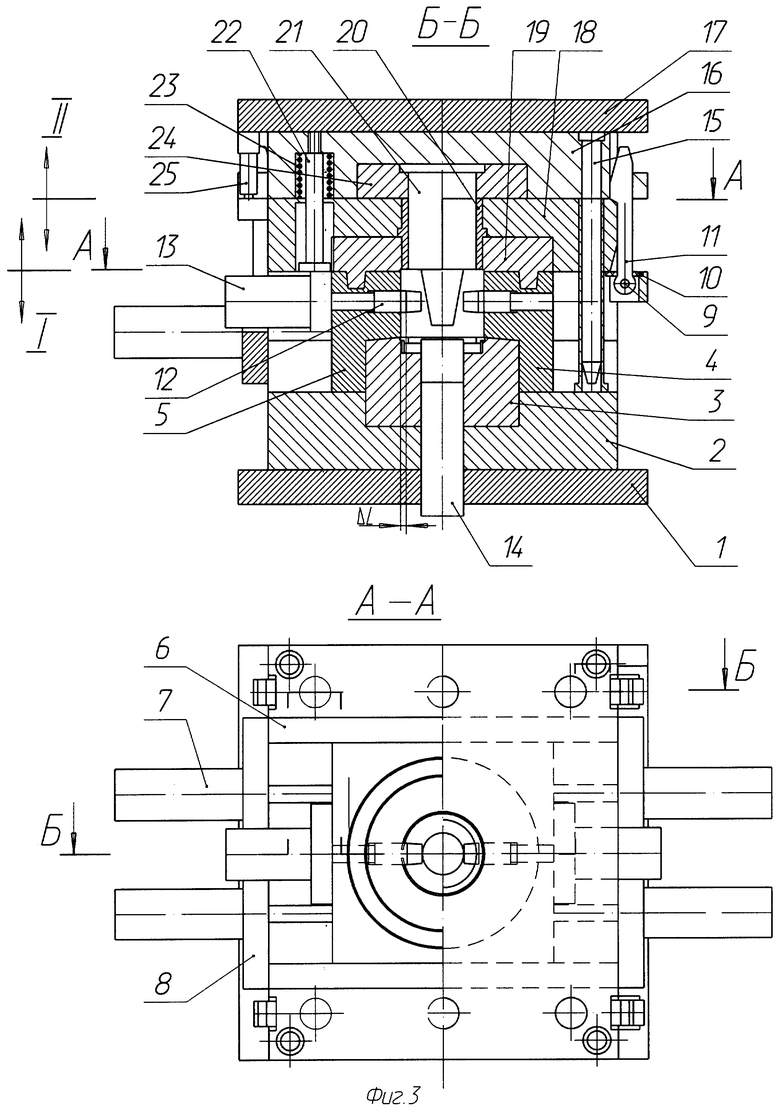
На фиг.3 изображена закрытая пресс-форма, в подвижных полуформах которой стержни введены в полость формы на величину осевого перемещения ΔL.
Пресс-форма состоит из плиты 1, на которой закреплена обойма 2 с вкладышем 3, оформляющим донышко поршня, подвижными полуформами 4 и 5, перемещающимися по направляющим 6 с помощью гидроцилиндров 7, закрепленных на плите 8, в свою очередь крепящейся к обойме 2. В обойме 2 установлены на осях 9 поворотные подпружиненные пружинами 10 захваты 11. В подвижных полуформах 4 и 5 установлены с возможностью осевого перемещения ΔL стержни 12, оформляющие отверстия под поршневые пальцы в отливке, приводимые гидроцилиндром 13. Во вкладыше 3 устанавливается плунжер 14, соединяемый с гидроцилиндром выталкивания пресса при монтаже пресс-формы. На центрирующих штырях 15, установленных в верхней обойме 16, закрепленной на опорной плите 17, установлена промежуточная обойма 18, в которой закреплен вкладыш 19, служащий замком для запирания полуформ 4 и 5, удерживающий направляющую втулку 20 пуансона 21 и оформляющий вместе с ней торец юбки поршня. В промежуточной обойме 18 установлены упоры 22, которые вместе с пружинами 23 определяют величину перемещения промежуточной обоймы 18 по центрирующим штырям 15. В верхней обойме 16 с помощью вставки 24 закреплен пуансон 21. В верхней обойме 16 установлен конечный выключатель 25, срабатывающий в момент смыкания верхней обоймы 16 и промежуточной обоймы 18 в конце рабочего хода пресса.
Пресс-форма работает следующим образом. Перед началом цикла обойма верхняя 16 и обойма промежуточная 18 находятся в верхнем крайнем положении (фиг.1). Подвижные полуформы 4 и 5 находятся в крайних положениях слева и справа соответственно. Стержни 12 также находятся в крайних положениях до упора в полуформах 4 и 5. Плунжер 14 находится в крайнем нижнем положении. Цикл начинается следующим образом. В гнездо вкладыша 3 на упоры устанавливается керамическая вставка, затем нирезистовое кольцо, прижимающее керамическую вставку. Гидроцилиндрами 7 подвижные полуформы 4 и 5 сдвигаются к оси пресс-формы до упора во вкладыш 3 и при этом прижимают нирезистовую вставку к опорной поверхности в формообразующей полости вкладыша 3, образуя полость формы. В полость формы заливается расплавленный металл. Пресс начинает ход закрытия с давлением в рабочем гидроцилиндре прессования 0,1 от Р mах: при смыкании промежуточной обоймы 18 с обоймой 2 по разъему 1 вкладыш 19 фиксирует полуформы 4 и 5 от раскрытия, втулка 20 закрывает часть верхнего торца формообразующей полости, захваты 11 заходят в пазы верхней обоймы 16 и фиксируют промежуточную обойму 18 в сомкнутом с обоймой 2 положении (фиг.2). При дальнейшем ходе закрытия пресса сжимаются пружины 23, центрирующие штыри 15 заходят в отверстие в обойме 2, выбирается зазор между промежуточной обоймой 18 и верхней обоймой 16, пуансон 21 касается зеркала расплавленного металла и вытесняет расплавленный металл вверх, заполняя форму. Через 8...10 с включается полное давление Р мах в рабочем гидроцилиндре прессования. Создается давление в жидкой фазе металла формы. После полного смыкания верхней обоймы и промежуточной обоймы при закрытии разъема II срабатывает конечный выключатель 25, который дает команду на включение гидроцилиндров 13, двигающих стержни 12 в подвижных полуформах 4 и 5 к оси формы, а также гидроцилиндра выталкивания пресса, двигающего плунжер 14 вверх (фиг.3). После приложения давления осуществляется выдержка отливки. После окончания процесса кристаллизации сбрасывается давление на гидроцилиндре выталкивания пресса, гидроцилиндрами 13 стержни 12 возвращаются в исходное положение. Пресс начинает ход раскрытия. Ползун пресса поднимается вверх, плита 17 с верхней обоймой 16 отходят вверх, открывая разъем II. Пуансон выходит из отливки, удерживаемой втулкой 20. После выбирания хода, определенного упорами 22, прихваты 11 выходят из контакта с пазами верхней обоймы 16 и освобождают промежуточную обойму 18, которая раскрывает разъем 1. После возвращения ползуна пресса в крайнее верхнее положение подвижные полуформы 4 и 5 отводятся гидроцилиндрами 7 в крайнее положение. Гидроцилиндр выталкивателя пресса двигает плунжер 14 вверх, выталкивая отливку из вкладыша 3 обоймы 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2205089C1 |
| Способ производства заготовок поршней ДВС из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки | 2022 |
|
RU2779724C1 |
Изобретение относится к изготовлению поршней двигателей внутреннего сгорания методом литья с кристаллизацией под давлением. Устройство содержит подвижную плиту с пуансоном, неподвижную плиту с нижней обоймой и выталкивателем, матрицу. Матрица выполнена из двух подвижных полуформ, перемещающихся по направляющим, закрепленным в нижней обойме. В полуформах установлены боковые стержни, оформляющие отверстия под поршневые пальцы. На подвижной плите закреплена верхняя обойма с центрирующими штырями, на которых установлена промежуточная обойма с возможностью вертикального перемещения. Перемещение промежуточной обоймы ограничено упорами. В промежуточной обойме закреплена направляющая втулка пуансона и вкладыш, удерживающий направляющую втулку. Вкладыш является замком для подвижных полуформ. В неподвижной обойме установлены захваты, фиксирующие промежуточную обойму в сомкнутом с нижней обоймой положении. Днище матрицы закреплено в нижней обойме и имеет гнездо для установки керамической вставки и нирезистового кольца. Обеспечивается повышение качества поршня, надежности работы и удобство обслуживания. 2 з.п. ф-лы, 3 ил.
| RU 2060140 C1, 20.05.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2093301C1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1978 |
|
SU768552A1 |
| US 4651631 A, 24.03.1987 | |||
| DE 1210301 A, 03.02.1966. | |||

