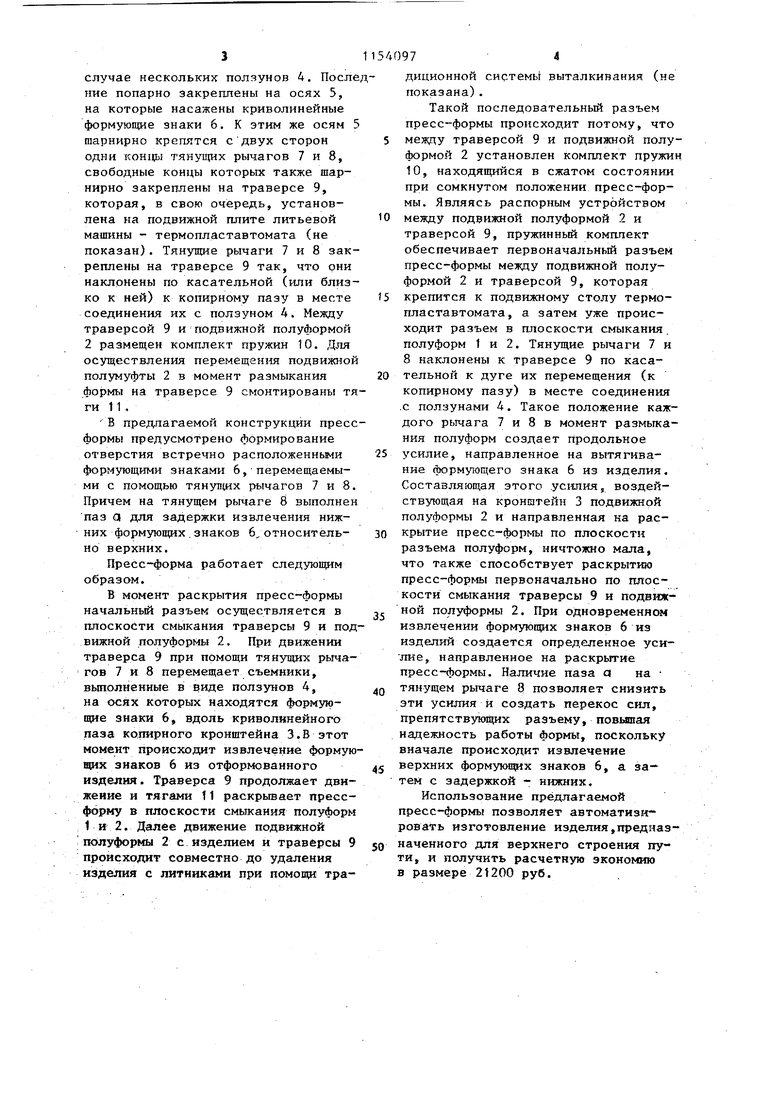
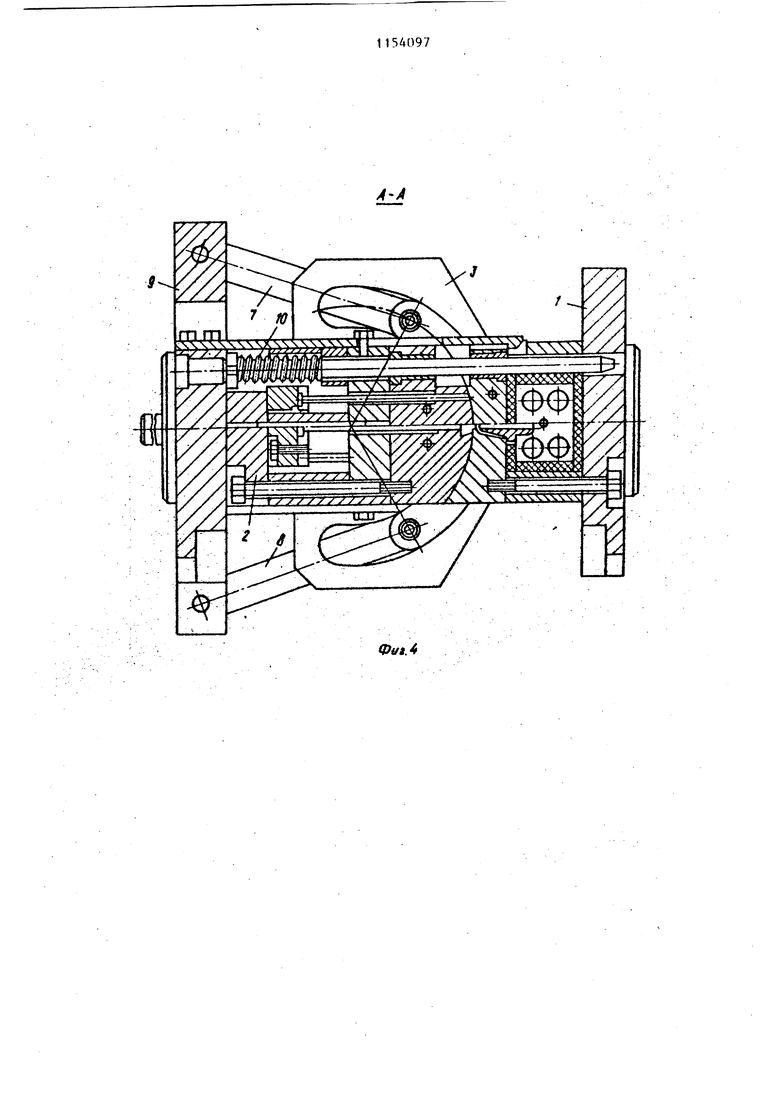
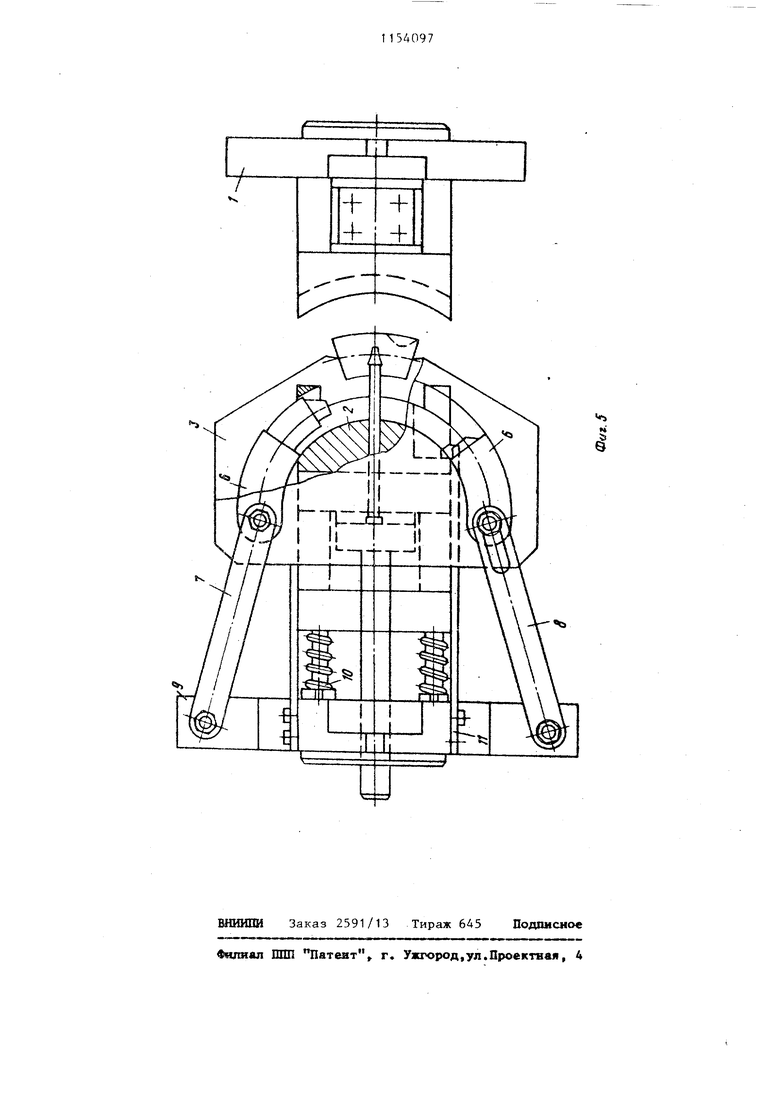
Изобретение относится к прессформам для литья изделий из гшастмасс, в частности для изготовления изделий с криволинейным отверстием из термогшастичных полимерных материалов методом литья под давлением и может быть исггользовано в машиностроении. Известна пресс-форма для изготов ЮЛ1даерных изделий с криволинейньи отверстием, содержащая систе му рычагов, шарнирно соединенных с нолуформами и подвижной планкой для перемещения съемника, который вьшолнен в виде цилиндра, торцовь е поверхности которого, непосредствен но воздействующие на изделие в момент съема, имеют профилированную форму lj . Недостатком пресс-формм является то 5 что профиль съемника позволяет осуществлять с изделием в каждый момент лишь линейный контакт. В результате этого при большой кривизне отверстия изделие под воздействием такого сосредоточенного усилия будет деформироваться. Съем изделия при наличии глубокого криволинейно го отверстия целесообразно осущест влять извлечением из него знака при неподвижном изде;ши. Наиболее близкой по технической сущности и достигаемому результату к изобретению является пресс-форма для литья полимерных изделий с криволинейным отверстием, содержащ подвижную и неподвижную полуформы,; кронштейн, смонтироваиньш на подвижной полуформе, съемник в виде жестко связанного с формующш-i знаком ползунаg смонтированного с воз можностью перемещения в копирном пазу кронштейна и шарнирно связанного с одним концом тянущего рычага. Пресс-форма предназначена для изготовления изделий с глубокими криволинейными отверстиями большог радиуса (малой кривизны), когда хо раскрытия формы достаточно для одновременного выведения знака из изделия посредством ползуна, перемещающегося по длинной дуге . . Недостаток известной пресс-форм заключается в том., что она имеет ограниченные технологические возможности, поскольку не применима для изготовления изделий с отверстием большой кривизны. Объясняется это тем, что в известной прессформе формующий знак вьшодится из изделия одновременно с раскрытием пресс-формы, что определяется кинематикой рычажного механизма. Однако для отверстий большой кривизны ход ползуна, необходимьп для вывода формующего знака из изделия, получается малым. Вследствие этого величина раскрытия (разъема прессформы), зависящая от хода ползуна, мала и необходимый разъем прессформы не обеспечивается. Цель изобретения расширение технологических возможностей пресс-(5юрмы путем обеспечения изготовления изделий с кр1 волинейным отверстием большой кривизны. Указанная цель достигается тем, что пресс-форма для литья полимерных изделий с криволинейным отверстием, содержащая подвижную и неподвижную полуформы, кронщтер н, смонтированный на подвижной полуформе, съемник в виде жестко связанного с формующим знаком ползуна, смонтированного с возможностью перемещения в копирном пазу кронштейна и шарнирно связанного с одним концом тянущего рычага, снабжена соединенной с подвижной плитой литьевой машины и подпружиненной относительно подвижной полуформы траверсой с тягами д.ля перемещения подвижной полуформы, причем свободньй конет1 тянущего рычага шарнирно соединен с траверсой. Изобретение обеспечивает формование изделий большой кривизны благодаря последовательности разъема,при которой вначале извлекается формуюгций знак, а затем происходит размыкание в плоскости разъема полуформ. На фиг.1 изображена пресс-форма в сомкнутом положении, вид сбоку; на фиг.2 - подвижная полуформа, вид по разъему,- на фиг.З - неподвижная полуформа, вид по разъему; на фиг,4 разрез А-А на фиг. 2, на фиг.5 пресс-форма в разомкнутом положении . Пресс-форма содержит неподвижную 1 и подвижную 2 полуформы. На подвижной полуформе 2 смонтирован кронштейн 3, в котором выполнен , криволинейньй копирный паз, по которому перемещается съемник, в виде, по меньшей мере одного, а в данном
3
случае нескольких ползунов 4. После ние попарно закреплены на осях 5, на которые насажены криволинейные формующие знаки 6. К этим же осям 5 гаарнирно крепятся с двух сторон одни концы тянуи1их рычагов 7 и 8, свободные концы которых также шарнирно закреплены на траверсе 9, которая, в свою очередь, установлена на подвижной плите литьевой машины - термопластавтомата (не показан). Тянущие рычаги 7 и 8 закреплены на траверсе 9 так, что они наклонены по касательной (или близко к ней) к копирному пазу в месте соединения их с ползуном 4. Между траверсой 9 и подвижной полуформой 2 размещен комплект пружин 10. Для осуществления перемещения подвижной полумуфты 2 в момент размыкания формы на траверсе 9 смонтированы тяги 11 ,
В предлагаемой конструкции прессформы предусмотрено формирование отверстия встречно расположенньми формующими знаками 6,перемещаемыми с помощью тяну1 №1Х рычагов 7 и 8. Причем на тянущем рычаге 8 выполнен паз а для задержки извлечения нижних формующих.знаков 6, относительно верхних.
Пресс-форма работает следующим образом.
В момент раскрытия пресс-формы начальный разъем осуществляется в плоскости смыкания траверсы 9 и подвижной полуформы 2. При движении траверса 9 при помощи тянущих рычагов 7 и 8 перемещает съемники, выполненные в виде ползунов 4, на осях которых находятся формующие знаки 6, вдоль криволинейного паза копирного кронштейна 3.В этот момент происходит извлечение форнуюBpix знаков 6 из отформованного изделия. Траверса 9 продолжает движение и тягами 11 раскрывает преесформу в плоскости смыкания полуформ I и 2. Далее движение подвижной гюлуформы 2 с изделием и траверсы 9 происходит совместно до удаления изделия с литниками при помощи тра40974
диционной системы выталкивания (не показана).
Такой последовательный разъем пресс-формы происходит потому, что 5 между траверсой 9 и подвижной полуформой 2 установлен комплект пружин 10, находящийся в сжатом состоянии при сомкнутом положении пресс-формы. Являясь распорным устройством 10 между подвижной полуформой 2 и траверсой 9, пружинный комп.пект обеспечивает первоначальный разъем пресс-формы между подвижной полуформой 2 и траверсой 9, которая
J5 крепится к подвижному столу термопластавтомата, а затем уже происходит разъем в плоскости смыкания, полуформ 1 и 2. Тянущие рычаги 7 и 8 наклонены к траверсе 9 по касательной к дуге их перемещения (к копирному пазу) в месте соединения .с ползунами 4. Такое положение каждого рычага 7 и 8 в момент размыкания полуформ создает продольное
5 усилие, направленное на вытягивание формующего знака 6 из изделия. Составляющая этого усилия, воздействующая на кронштейн 3 подвижной полуформы 2 и направленная на раскрытие пресс-формы по плоскости разъема полуформ, ничтожно мала, что также способствует раскрытию пресс-формы первоначально по плоскости смыкания траверсы 9 и подвижной полуформы 2. При одновременном извлечении формующих знаков 6 из изделий создается опредбутенное усилие, направленное на раскрытие пресс-формы. Наличие паза а на
0 тянущем рычаге 8 позволяет снизить эти усилия и создать перекос сил, препятствующих разъему, повьлпая надежность работы формы, поскольку вначале происходит извлечение
5 верхних формуюп х знаков 6, а за-тем с задержкой - нижних.
Использование предлагаемой пресс-формы позволяет автоматизировать изготовление изделия,предназ
0 наченного для верхнего строения пути, и получить расчетную экономию в размере 21200 руб.
j4j I
Уч 1 ул уГчЧЧУЧ..
/
4-б- Aч v 
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU958111A1 |
| Литьевая форма | 1980 |
|
SU889448A1 |
| Литьевая форма для полимерных изделий | 1984 |
|
SU1248836A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1121092A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1988 |
|
SU1668023A1 |
| Литьевая форма для полимерных изделий | 1985 |
|
SU1227484A2 |
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU605682A1 |
ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМ ОТВЕРСТИЕМ, содержащая подвижную и неподвижную полуформы, кронштейн смонтированный на подвижной полу.форме, съемник в виде жестко связанного с формующим знаком ползуна, смонтированного с возможностью перемещения в копирном пазу кронштейна и щарнирно связанного с одним концом тянущего рычага, отличающаяся тем, что, с целью расширения технологических возможностей пресс-формы путем обеспечения изготовления изделий с криволинейным отверстием большой кривизны, она снаб-г жена соединенной с подвижной плитой литьевой машины и подпружиненной относительно подвижной полуформы траверсой с тягами для перемещения подвижной полуформы, причем свободный конец тянущего рычага шарнирно соединен с траверсой.
A Фиг.2
11
VNXI
Фиг.
«t
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU401521A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для литья полимерных изделий с криволинейным отверстием | 1977 |
|
SU644630A1 |
| Солесос | 1922 |
|
SU29A1 |
