Изобретение относится к оборудованию для переработки пластических масс, оно может быть использовано, .в частности в радиотехнической промышленности для изготовления изделий с арматурой.
В основном изобретении по авт.св. № 574897 описана литьевая пресс-форма для изготовления изделий кэ пластмасс.
Эта пресс-форма содержит неподвижную плиту с закрепленными в ней наклонной колонкой и запорным клином, подвижную плиту с фиксатором, установленные между плитами полуматрицы, взаимодействующей с наклонной колонкой и клином, ползун с оформляющим элементом и-центральный толкатель, причем в i ползун встроены взаимодействующий с наклонной колонкой и клином корпус: механизма подачи арматуры и нож для обрезки арматуры с хвостовиком, а в опорной плите выполнен копирный паз, взаимодействующий с хвостовиком ножа, и на толкателе установлены копиры, взаимодействующие с ножом и ползуном.
Однако известная пресс-форма не обеспечивает гарантированного сцепления арматуры с изделием.
Цель изобретения - обеспечение гарантированного сцепления арматуры .с изделием за счет изгиба ее в процес се изготовления.
Цео1ь достигается тем, что литьевая пресс-форма по авт.св. № 574897 снабжена цангами, установленными в корпусе механизма подачи арматуры, а нож для обрезки арматуры выполнен с гнездами, взаимодействующими с цангами, и одна из полуматриц имеет подпружиненный упор.
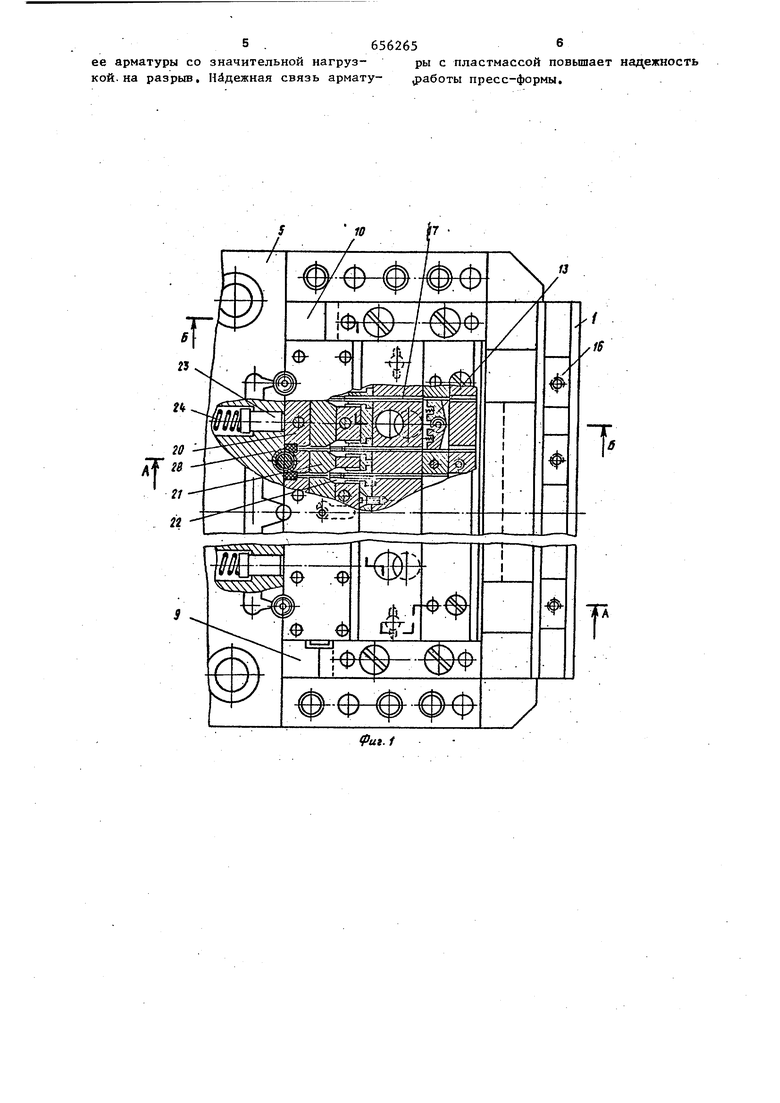
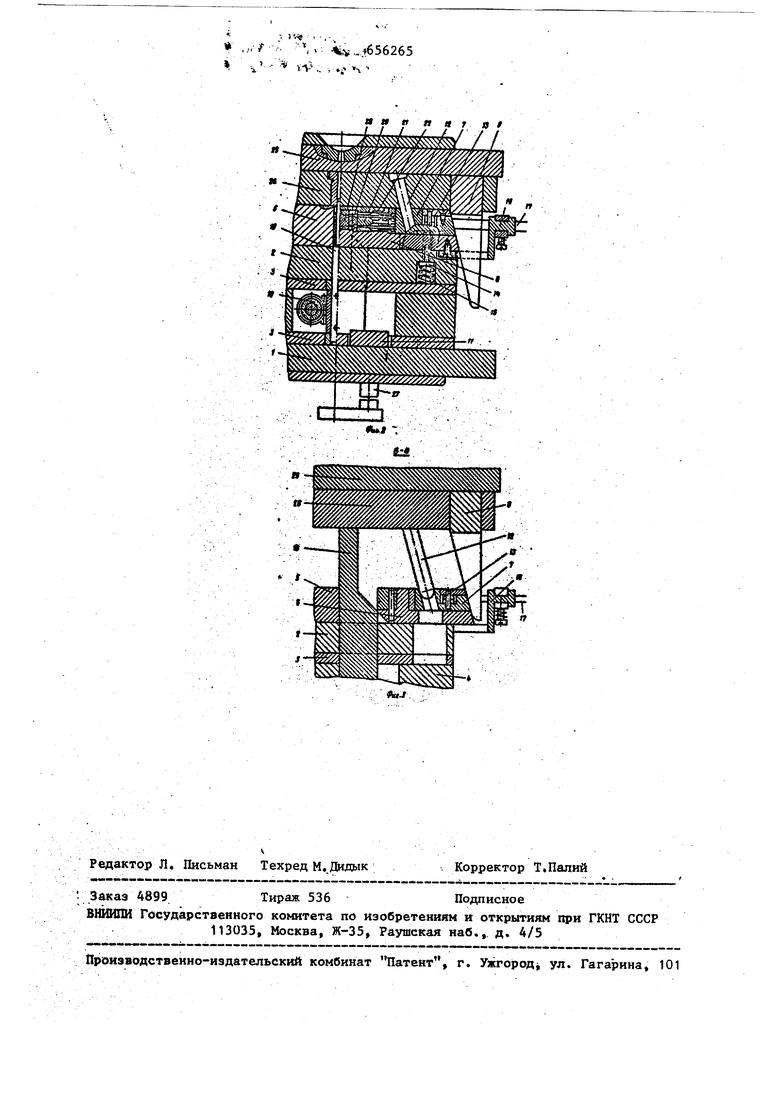
На фиг. 1 изображена предлагаемая литьевая пресс-форма, вид в плане по плоскости разъема;,на фиг, 2 - разрез А-А фиг.1; на фиг..З - разрез Б-Б фиг.1.
Литьевая пресс-форма состоит из подвижной и неподвижной полуформ. На плите 1 смонтирована подвижная полуфррма. К ней жестко присоединены, посредством опорной плиты 2 плиты 3 и стояки 4. На опорной плите 2 жестко 365 крепится полуматрица 5 и подвижно ползуны 6 и встроенные в .них корпуса механизмов подачи 7 арматуры. Для осуществления заданной последовательности действия механизмов 7 ползуны 6 перемещаются при смыкании полуформ запорными клиньями 8, а при разъеме полуформ - толкающей системой, состоящей из толкателей 9 и 10, которые крепятся на основании I1. Корпуса механизмов подачи 7 арматуры перемещаются наклонными колонка ми 12 и запорными клиньями 8, Корпуса 7 содержат подающие элементы 13. В опорную плиту 2 встроены фиксаторы 14 с пружиной 15 для фиксации пол зуна 6. Ползуны 6 снабжены устройст-т вом 16 для натяжения и выравнивания арматуры 17. Между плитами 3 и стояками 4 встроен механизм 18, вывинчивающий резьбовые знаки 19. Ползун 6 содержит оформляющую полуматрицу 20 и нож 21. В корпусах механизма пода чи 7 арматуры крепятся цанги 22. В полуматрицу 5 встроены упоры 23 с пружинами 24, посредством которых цанги зажимают арматуру 17. Последня направляется гнездами полуматрицы 20 и ножа 21, выполненными с минимальным зазором и воспринимающими усилия от ее деформации. Неподвижная полу- форма смонтирована на плите 25, на которой жестко закреплен кпинодержатель 26. К основанию 11 жестко прикреплен шток 27. . ,, Литьевая пресс-форма работает сле дующим образом. Заправка пресс-формы арматурой 17 из бухт осуществляется вручнзпо, когда полуформы разомкнуты, а корпуса механизма подачи 7 отодвинуты на величину технологической подачи. Толка тели 9 и 10 толкающей системы удержи вают ползуны 6 отсдвига в сторону смыкания. При смыкании полуформ за- . порные клинья 8 приводят в движение корпуса механизмов подачи 7; которые посредством ,,встроенных подающих эле ментов 13 тянут арматуру 17. При дальнейшем смыкании полуформ клинодержатель 26 воздействует на толкатели 9 и 10, которые освобождают пол зуны 6 для смыкания. До прикосновени . арматуры 17 с полуматрицей 5 упоры 23 под действием усилий пружин 24 противодействуют смьшанию ползунов 6 Так как смыкание ползунов 6 осуществляется через корпуса механизмов подачи 7, цанги 22, сопрягаясь с гнездами ножа 21, зажимают .арматуру 17. При дальнейшем движении подвижной полуформы арматура 17, зажатая с одной стороны цангами, с другой упирается свободными торцами в полуматрицу 5 и изгибается в ее оформляющей полости. В сомкнутом положении полуформ фиксаторы 14 фиксируют ползу-,.ны 6. После процесса прессования и соответствующей выдержки масса за-.;л твердевает, и пресс-форма раскрывается по плоскости между клинодержателем 26 и полуматрицей 5. С момента раскрытия 17олуформы наклонные колонки 12 воздействуют на корпуса механизмов подачи 7, перемещая арматуру 17 на величину ее подачи,, которая надежно удерживается изделием 28 в полуматрице 5. Надежное удержание арматуры 17 изделием обеспечивает набор щага подачи при любом сечении арматуры независимо от усилий прижима ее подающими элементами 13, так как она натянута между изделием и устройством 16. Возможность применения бо.лее сильного прижима средств подачи арматуры 17 увеличивает надежность подачи. Так как ползуны 6 удерживаются, фиксаторами 14.до набора шага подачи, упоры 23 не воздействуют на цанги 22, которые освобождают ножи -. 21 для перемещения. При дальнейшем движении подвижной полуформы шток 27 встречает упор литьевой машины (на чертеже не показан), и толкатель 9 сдвигает нож 21 относительно оформляющей полуматрицы 20, в результате чего происходит срез арматуры 17 со стороны оформляющей полуматрицы 20, а с противоположной сторонь арматура отклоняется в свободных отверстиях. После срез.а арматуры толкатели .9 и 10, с двух сторон взаимодействуя с ползу:4ами 6, производят разъем полуматриц. Извлечение изделия 28 из пресс-формы осуществляется выкручиванием резьбовых знаков 19 при помощи электродвигателя, установленного на литьевой машине (на чертеже не показан). Предлагаемая пресс-форма позволяет производить изделия с гарантированным сцеплением арматуры с пластмассой при автоматическом цикле работы. Изделия, полученные на предлагаемой прессформе,, можно прикреплять с. помощью ее арматуры со кой.на разрыв. 5 .6562656 значительной нагруз- ры с пластмассой повьшает надежность Надежная связь армату- работы пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма | 1977 |
|
SU774082A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Литьевая форма | 1989 |
|
SU1706881A1 |
| Литьевая пресс-форма | 1975 |
|
SU720894A2 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
ЛИТЬЕВАЯ ПРЕСС-ФОРМА по авт. св.. № 574897, о .т л и ч а ю -щ а я с я тем, что, с целью обеспечения гарантированного сцепления арматуры с изделием за счет изгиба ее в процессе изготовления, она снабжена цангами, установленными в корпусе механизма подачи арматуры, а нож для обрезки арматуры выполнен с гнездами, взаимодействующими с цангами, и одна из полуматриц имеет подпружиненный упор.
ШШ 5Ш$
«Ц1
