Известен автомат для отрезки концов заготовоктруб, снабженный шнеками для транспортировки заготовок, упором для ограничения их осевого смещения на шнеках, фрезами для отрезки концов заготовок и устройством для прижима заготовок к шнекам.
Автомат для отрезки концов заготовок труб, выполненный по описываемому изобретению, полностью автоматизирует -процесс отрезки и допускает возможность установки его в автоматической линии производства труб.
С этой целью, шнеки снабжены правой и левой резьбой для осевого смешения заготовок к фрезам.
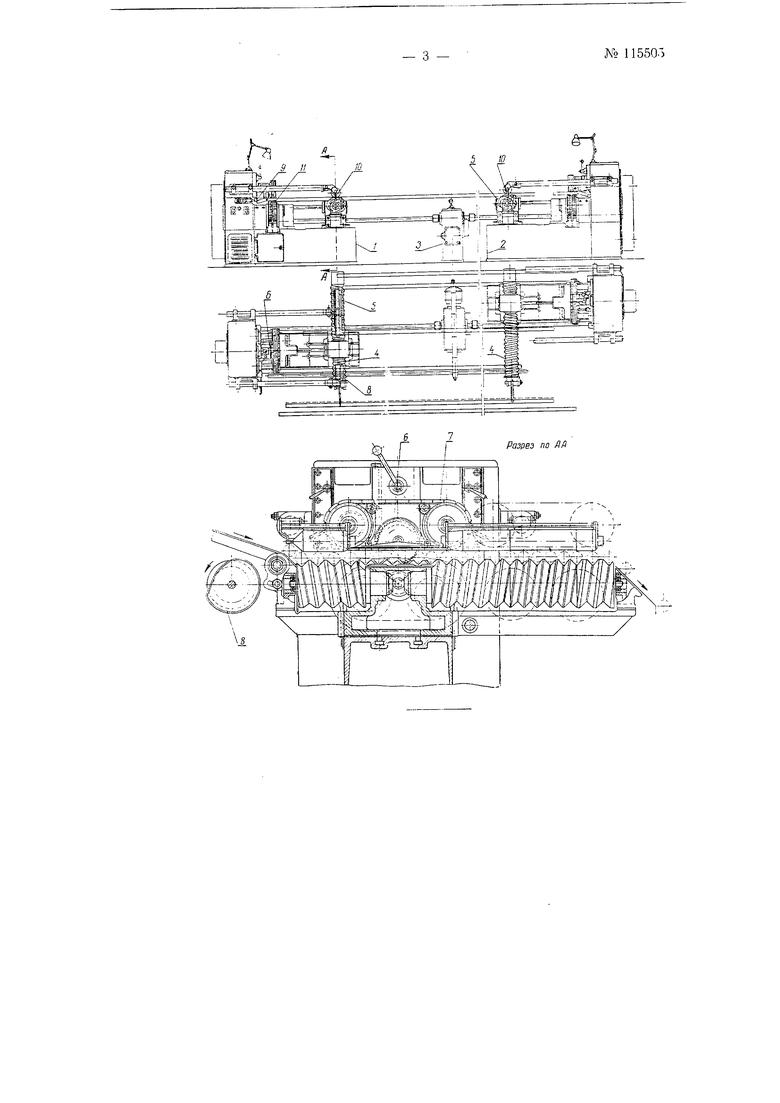
На чертеже изображен вид автомата в двух проекциях.
Автомат монтирован на трех тумбах 1, 2, 3 -я является двухсторонним. На тумбах 1 w. 2 размешены головки для крепления режушего инструмента, на тумбе 5 размеш;ены редуктор и электродвигатель, приводящий во вращение шнеки 4 w. 5. Шнеки имеют правую и левую резьбу для осевого смещения заготовок труб к фрезам 6, приводимым во вращение отдельными электродвигателями.
Автомат снабжен устройством для прижима заготовок труб к щнекам, выполненным в виде бесконечных ремней 7, монтированных на общей каретке, что позволяет перемещать их немного вниз для создания удерживающего усилия на заготовку трубы во время отрезки концов.
Из прокатного стана трубы скатываются по наклонной плоскости к загрузочному устройству 8, состоящему из двух фигурных дисков, вращающихся с постоянной скоростью против часовой стрелки. В момент, когда срезы дисков проходят горизонтальное положение, диски пропускают одну трубу в подошедщую к этому времени впадину шнеков, имеющих большой диаметр. Затем по шнекам труба подается к фрезам 6. сначала со стороны тумбы ), а затем со стороны тумбы 2.
Труба, попавщая на витки щнеков, вращающихся против часовой стрелки, подается к упору 9, установленному на-определенном расстоя.нии от фрезы.
№ 115505
Сила трения трубы о поверхность шнека регулируется подпружиненными роликами 10, свободно катящимися по трубам сверху и прижимающими их к шнекам. Когда очередная труба коснется левым (но чертежу) концом левого упора 9, она начнет затем скользить по нему н щнекам, и осевая подача трубы прекратится. Поперечная подача трубы на фрезу продолжается, причем конец трубы попадает в цепь //, звено которой имеет вид призмы.
Цепь 11, перемещаясь со скоростью поперечной подачи к фрезе, подводит под нее трубу, от которой отрезается конец.
После отрезки левого конца трубы она сходит с цепи 11 и попадает на следующий шнек 5, вращающийся, как и параллельный ему шнек, на тумбе 2, по часовой стрелке.
Шнек 5 подает трубу в сторону тумбы 2 и подводит другой правый ее конец к другой фрезе.
После отрезки правого конца, труба с помощью следующей пары шнеков сбрасывается с автомата.
Отрезки концов труб скатываются от фрез в отдельные бункеры.
Предмет изобретения
Автомат для отрезки концов заготовок труб, снабженный шнеками для транспортировки заготовок, упором для ограничения их осевого смещения на шнеках, фрезами для отрезки концов заготовок н устройством для прижима заготовок к шнекам, отличающийся тем, что, с целью автоматизации транспортировки заготовок в рабочую зону для отрезки их концов, щнеки снабжены правой и левой резьбой для осевого смещения заготовок к фрезам, отрезающим концы заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Кормораздатчик длч широкогабаритных птичников | 1960 |
|
SU140636A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| Приспособление к отрезным станкам для установки изделия | 1977 |
|
SU764951A1 |
| Грунтонос | 1960 |
|
SU144452A1 |
| Автоматическое устройство для обработки торцов проката | 1987 |
|
SU1469704A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| СПОСОБ ПОПЕРЕЧНОЙ РАСПИЛОВКИ ЗАГОТОВОК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057639C1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |