Изобретение относится к металлообработке и может использоваться для обработки деталей из пруткового материала.
Известны автоматы для двусторонней обработки концов деталей из прутковой заготовки, содержащее станину, .подвижные в осевом направлении головки с вращающимися шпинделями, снабженными держателями инструмента, прерывисто поворачивающимся барабаном с гнездами для размещения заготЬвок, рычагом для зажима обрабатываемой заготовки в гнезде барабана и кулачковым распределительным валом, а также механизмом прерывистой подачи прутка-заготовки 1.
Известный автомат для двусторонней обработки имеет механизм резки прутка, выполненный в виде неподвижной режущей втулки и поступательно перемещающегося пуансона. При этом на указанном автомате невозможно совместить процесс обрезки прутка с другими процессами, например, с проточкой канавки, снятием фаски, накаткой, что ограничивает технологические возможности автомата.
В известных автоматах для зенковки деталей с двух сторон применяются силовые головки с автономными приводами подач, что усложняет конструкцию автомата.
Цель изобретения - расширение технологических возможностей.
Указанная цель достигается тем, что автомат для двухсторонней обработки деталей из прутка, содержащий станину, механизм подачи и зажима прутка, дискретно поворачивающийся диск с гнездами для деталей и силовые агрегатные головки, снабжен вращающейся резцовой головкой, установленной на станине соосно с позицией загрузки деталей.
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - транспортный ротор; на фиг. 3 - узел подачи отрезки и прутка.
Автомат состоит из станины 1, на которой установлены механизм 2 подачи и отрезки, самодействующие агрегатные головки: сверлильная 3, резьбонарезная 4, несамодействующие зенковочные головки 5, транспортный ротор б, на валу которогр закреплен мальтийский крест 7, приводящий в движение транспортный ротор 6, фиксация транспортного ротора, на рабочей позиции осуществляется фиксатором с пневмоприводом 8. Рычаг 9 сопряжен с правой зенковочной агрегатной головкой 5, которая в свою очередь сопряжена с левой зенковочной головкой посредством зубчато-реечной передачи 10. На транспортном роторе 6 закреплены двуплечие рычаги 11, которые под воздействием силового замыкания пружин 12 осуществляют прижим заготовки, достаточный для транспортировки последней с позиции на позицию. Отжатие рычага 11, предшествующее загрузке прутка,осуществ,ляется с помощью кулачка 13 распределительного вала. Прижим заготовки на
рабочей позиции с усилием, достаточным для обработки последней, осуществляется пневмоцилиндром 14.
Механизм для подачи прутка представляет собой устройство, в котором пруток захватывается тремя ща риками, перемещающимися в конусном отверстии. Три шарика перемешаются в осевом направлении втулкой 15. Механизм имеет два одинаковых захвата: неподвижный 16 и подвижный 17. Подвижный захват совершает возвратнопоступательные движения. При движении захвата 17 вправо шарики вкатываются в конусное отверстие и защемляют пруток. Захват 17 перемещает пруток, при этом он свободно проходит через захват 16. При обратном ходе шарики захвата 17 выкатываются из конусного отверстия и свободно скользят по прутку, при этом неподвижный захват 16 удерживает пруток от перемещения влево.
Вращающаяся резцовая головка состоит
- из корпуса 18, в подшипниках которого постоянно вращается шпиндель 19, приводящийся ременной, передачей. На конце щпинделя закреплен корпус, в котором по направляющим перемещаются резцедержатели 20 под воздействием рычагов 21. РычаQ ги 21 в свою очередь получают подачу от блока 22 копиров, который является неподвижной обоймой упорного подшипника. Направляющая пруток втулка 23 опирается сво им правым концом на корпус 24 через игольчатый подшипник 25, придавая таким образом жесткость системе вращающихся и невращающихся элементов резцовой головки.
Автомат для двусторонней обработки заготовки работает следующим образо.м.
д Мальтийский механизм устанавливает транспортный ротор на позицию обработки. К этому времени золотник пневмоцилиндра узла фиксации под воздействием кулачка, кинематически связанного с распределительным валом, устанавливается в положение
5 «Рабочий ход. Пневмоцилиндр 8 фиксатора досылает скалку фиксатора в гнездо на транспортном роторе 6. Коническая поверхность фиксирующей части скалки и большой радиус расположения гнезд на роторе обеспечивает достаточную точность положения транспортного ротора, а следовательно, и заготовки относительно обрабатываюших узлов.
В начальный период времени послеостановки ротора и фиксации кулачок 13 отжиj мает рычаг 11. Механизм подачи прутка подает пруток в транспортный ротор. Кулачок освобождает рычаг 11. Пневмоцилиндр 14 осуществляет прижим прутка на позиции загрузки, которая является также и позицией отрезки и проточки. Под воздействием распределительного вала через рычажный передаточный механизм блок 22 копиров перемещается вправо задавая подачу своими копирными поверх ; ностями двуплечим рычагам 21, которые сообщают эту передачу резцедержателям с закрепленными в них инструментами, осуществляя таким образом проточку и отрезку.,; Поскольку автомат для двусторонней обработки заготовки является многопозициоиной машиной агрегатного типа, параллельно с загрузкой, проточкой и отрезкой на правой позиции осуществляется обработка на других технологических позициях: зенковка отрезанной заготовки с двух сторон, сверление заготовки, нарезка резьбы, выгрузка готовой детали. Панель правой зенковочной головки, в подшипниках которой вращается шпиндель с, закрепленным в нем режущим инструментом, под воздействием кулачка распределительного вала через рычажный передаточный механизм перемещается в направлении обрабатываемой детали, сообщая при этом аналогичное движение левой зенковочной головке через зубчато-реечную передачуСамодействующая сверлильная головка 3 осуществляет сверление заготовки насквозь. На позиции резьбонарезания самодействующая резьбонарезная головка выполняет нарезку резьбы. На позиции выгрузки под воздействием копира рычаг прижима ослабляет прижим детали. Выталкиватель, приводящийся от кулачка распределительного вала через рычажную передачу, выталкивает готовую деталь по лотку в приемный бункер. Предлагаемое выполнение автомата расширяет его технологические возможности и позволяет повысить производительность.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Автомат для двухсторонней обработки концов деталей | 1973 |
|
SU495161A1 |
| Многопозиционный агрегатный станок | 1983 |
|
SU1135605A2 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Токарный автомат | 1985 |
|
SU1332663A1 |

АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ из прутка, содержащий станину, механизм подачи и зажима прутка, дискретно поворачивающийся диск с гнездами для деталей, силовые агрегатные головки, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен вращающейся резцовой головкой, установленной на станине соосно с позицией загрузки деталей. % (Л 1C оо 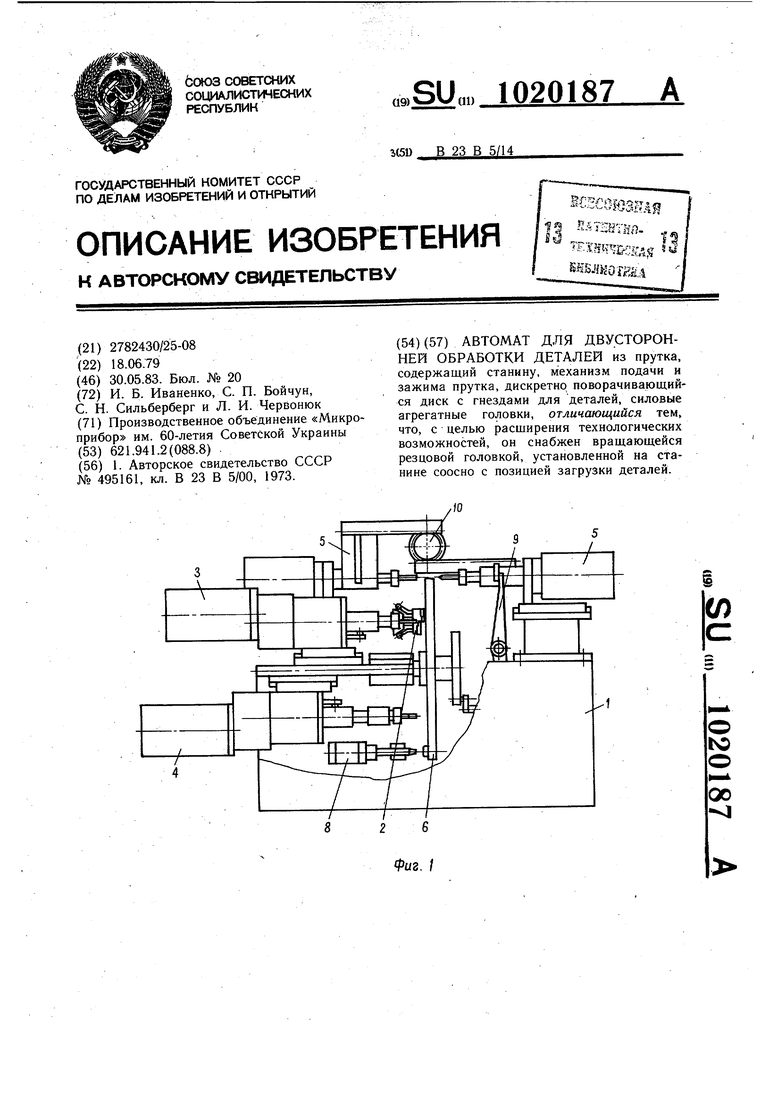
17
Фиг. 3
22 2f
20
| I | |||
| Автомат для двухсторонней обработки концов деталей | 1973 |
|
SU495161A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
