1
Изобретение предназначено для отрезки и зенкования трубок и прутков не только круглого, но и квадратного и прямоугольного сечений.
Известны автоматы для отрезки и зенкования трубок, содержащие цанговые илн роликовые механизмы подачи.
Предлагаемый автомат отличается от известных тем, что подающий механизм его выполнен в виде -перемещаемых в направляющих станины автомата салазок с двумя суппортами, несущими подающие губки, зажимающие заготовку под действием регулируемых пружин и освобождающих ее под действием клина на толкателе, свободно перемещающегося в салазках в необходимых пределах и сообщающего им возвратно-поступательное движение посредством рычажной системы от пневыоцилиндра. Кроме того, с целью регулирования длины отрезаемой заготовки, по ходу салазок на станине установлен регулируемый упор со щкалой.
Для удержания салазок подающего механизма в момент раздвигания подающих губок, на станине автомата установлены фиксаторы, шарики которых под действием пружин заскакивают в углубления салазок.
Для удержания салазок подающего механизма в момент захвата подающими губками
заготовки салазки соединены с грузом через канат.
На фиг. 1 показан предлагаемый автомат,
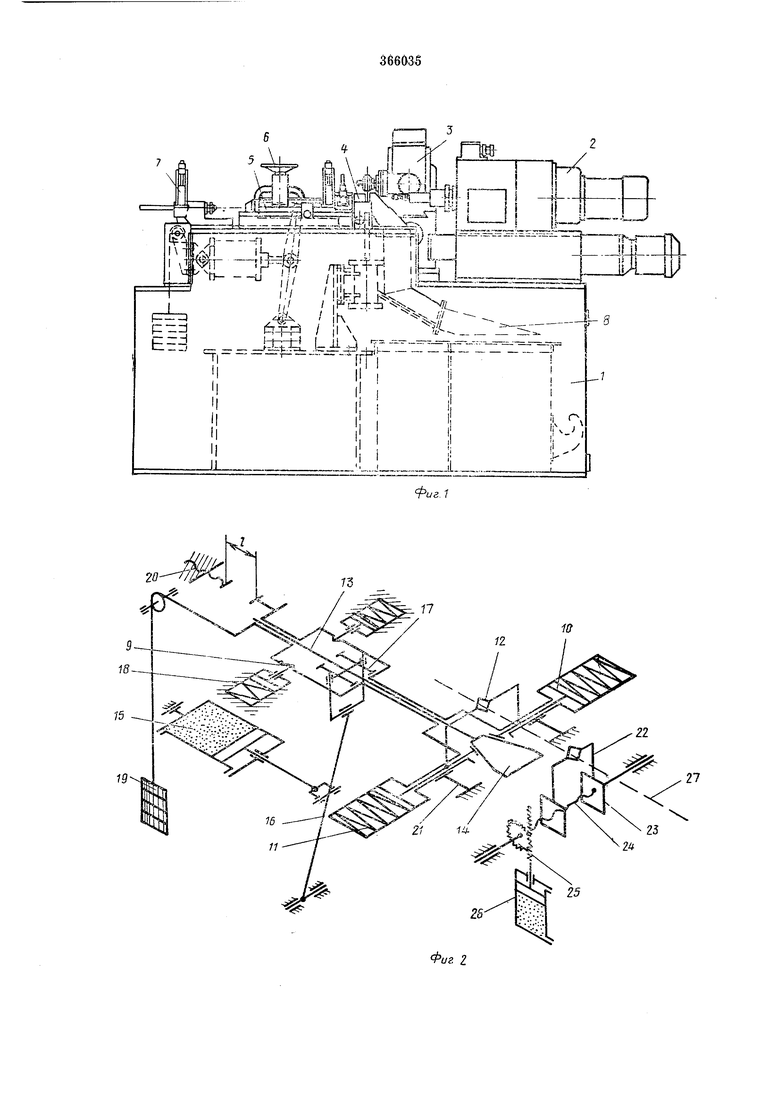
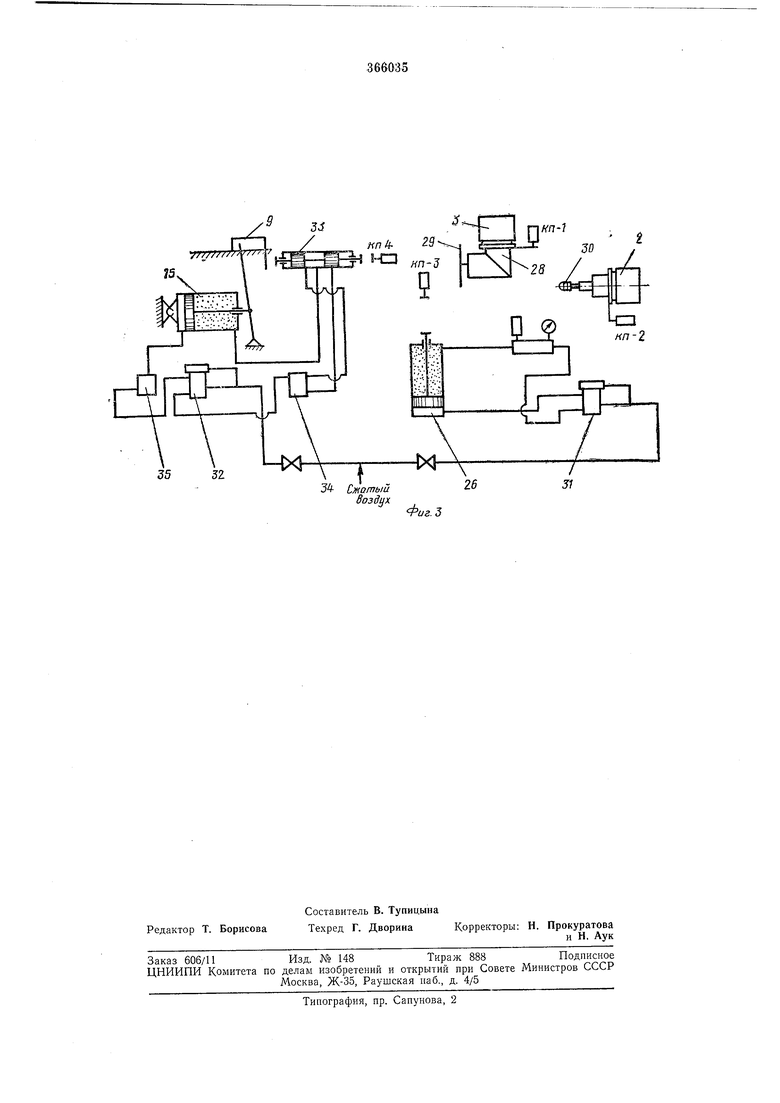
общий вид; на фиг. 2 - то же, кинематическая схема; на фиг. 3 - то же пневматическая схема.
На станине 1 установлены силовые головки 2 и 3, зажнмной механизм 4, подающий механизм 5, опорные ролики 6 и 7 и стружко-отделитель 8.
Подающий механизм выполнен в виде перемещаемых в направляющих станины салазок 9, на которых установлены подвижные суппорты JO, перемещаемые регулируемыми пружинами 11. На суппортах 10 укреплены подающие губки 12. В салазках 9 свободно перемещается толкатель 13 с клином 14, возвратнопоступательное перемещение которых осуществляется от пневмоцилиндра 15 через рычаг 16. Для смягчения удара в салазках предусмотрен амортизатор 17. Фиксируются салазки щариковыми фиксаторами 18 при разжатии подающих губок и грузом 19 при зажатии
губками заготовки. Ход салазок определяется регулируемым упором 20 и неподвижным упором 21.
Зажимной механизм состоит из зажимных губок 22, укрепленных на подвижных суппортах 23, винта 24 с правой и левой нарезкой.
зубчатого колеса 25 и пневмоцилиндра 26 с рейкой.
Подающий и зажимной механизмы работают следующим образом.
Усилие от пневмоцилиндра 15 через рычаг /6 передается на толкатель 13, ограничено перемещающийся в салазках 9, которые, в свою очередь, перемещаются в направляющих станка. В крайнем левом положении салазок 9 подающие губки 12 разжаты клином 14. При движении поршня пилиндра 15 вправо рычаг 16 перемещает толкатель 13 также вправо, при этом клин 14 освобождает суппорт 10 и иод действием пружин // нодающие губки 12 зажимают заготовку 27. Салазки в этом положении удерживаются на месте грузом 19. При дальнейшем движении толкателя 13 последний амортизаторами 17 упирается в салазки 9 и перемещает их до упора 21, а зажатая заготовка подающими губками 12 перемещается на длину Ij равную длине отрезаемой детали.
Для изменения длины отрезаемой детали упор 20 устанавливают на необходимую величину по щкале.
При движении поршня влево вначале перемещается толкатель с клином, а салазки неподвижны - удерживаются фиксаторами 18, при этом суппорты 10 разводятся на максимальный размер, подающие губки 12 освобождают заготовку и при дальнейшем движении толкатель 13 перемещает салазки 9 в крайнее левое положение до упора.
Зажимной механизм работает как самоцентрирующие тиски. При движении порщня пневмоцилиндра 26 рейка вращает колесо 25 с винтом 24, имеющим правую и левую нарезкн и перемещающим суппорты 23 с губками 22, зажимающими заготовку.
Автомат работает следующим образом.
На ролики 6 н 7 укладывают разрезаемую заготовку и включают автомат на автоматический цикл. Включается вращение шпинделей силовых головок и дается команда на подачу силовой головки 3, имеющей фрезерную насадку 28 с дисковой фрезой 29. Труба отрезается. В конце хода пиноль силовой головки 3 через контактный переключатель КП-1 дает команду на включение подачи силовой головки 2, имеющей зенковку 30. Фаска снимается, после чего пиноль силовой головки 2 возвращается в исходное положение и через переключатель КП-2 дает команду на клапан 31, подающий воздух в пневмоцилиндр 26 зажимного механизма. Труба разжимается. В конце хода штока пневмоцилиндра 26 срабатывает переключатель КП-3, дающий команду на переключение клапана 32. Воздух поступает в левую полость цилиндра 15.
Салазки 9 с заготовкой 27 подаются до упора 21. Во избежание резкого удара салазок об упор применен золотник 33, который в конце хода салазок включает в цепь выхода воздуха из пневмоцилиндра 15 дроссель 34. Этим достигается резкое уменьшение скорости салазок у самого упора. В конце хода салазки включают контактный переключатель КП-4, который дает команду на переключение клапана 31. Воздух подается в другую полость нневмоцилиндра 26 и труба зажимается. Одповременно с этим переключатель КП-3 дает команды на включение силовой головки 5 и через реле времени на переключение клапана 32. Салазки подачи приходят в исходное левое положение благодаря дросселю 35, а силовая головка 3 начинает новый цикл.
Предмет изобретения
1. Автомат для отрезки и зенковаиия трубок, подаваемых к силовым головкам на требуемую длину посредством подающего и зажимающего механизмов, отличающийся тем, что, с целью подачи некалиброванных заготовок,
подающий механизм выполнен в виде подвижных салазок с двумя суппортами, несущими подающие губки, зажимающие заготовку под действием регулируемых пружин и освобождающих ее под действием клина на толкателе,
ограничено перемещающегося в салазках и сообщающего им возвратно-поступательное движение носредством рычажной системы от пиевмоцилиндра, управляемого электропневматическим клапаном, включаемым контактным переключателем, сблокированным со щтоком пневмоцилиндра зажимного механизма.
2.Автомат по п. I, отличающийся тем, что, с целью регулирования длины отрезаемой заготовки, по ходу салазок на станине установлен регулируемый упор со шкалой.
3.Автомат по п. 1, отличающийся тем, что, с целью удержания салазок подающего механизма в момент раздвигания подающих губок, на станине автомата установлены фиксаторы,
шарики которых под действием пружин заска ;ивают в углубления салазок.
4.Автомат по пп. 1, 3, отличающийся тем, что, с целью удержания салазок подающего механизма в момент захвата подающими губками заготовки, салазки соединены с грузом через канат.
.к- s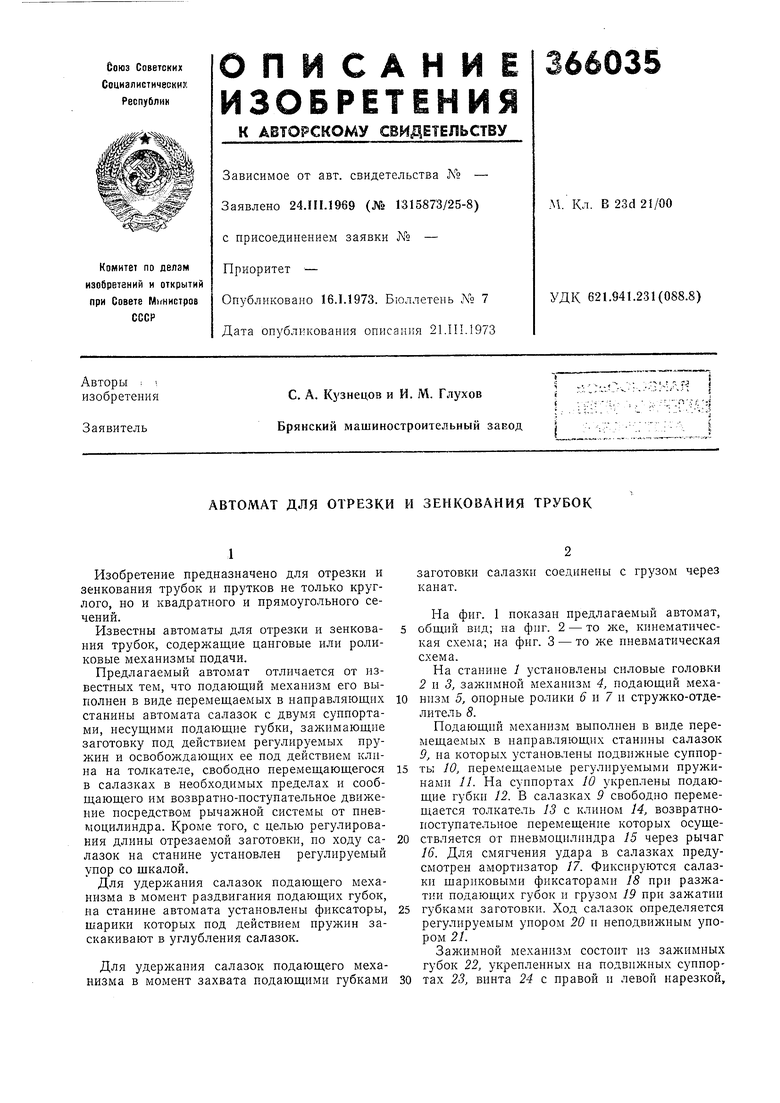

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки штучных заготовок | 1990 |
|
SU1814951A1 |
| Автомат для мерной резки труб | 1980 |
|
SU882708A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| АВТОМАТ ДЛЯ МЕРНОЙ РЕЗКИ ТРУБ | 1971 |
|
SU410886A1 |
| Устройство для подачи заготовок | 1977 |
|
SU677868A1 |
| Автомат для мерной резки труб | 1984 |
|
SU1196168A2 |
| Стан для обкатки трубчатых заготовок | 1985 |
|
SU1326367A1 |
| АВТОМАТ ДЛЯ ГИБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ | 1968 |
|
SU210801A1 |
| Устройство для резки труб | 1981 |
|
SU1009653A1 |
54Сжатый Воздух
