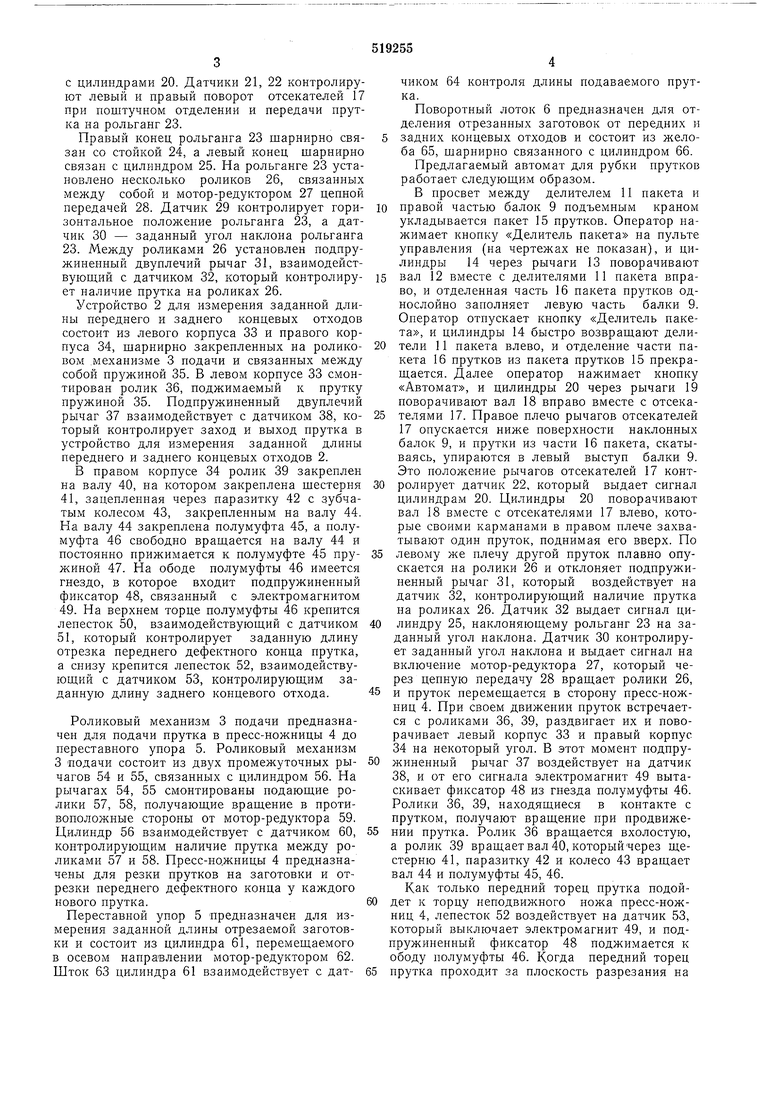
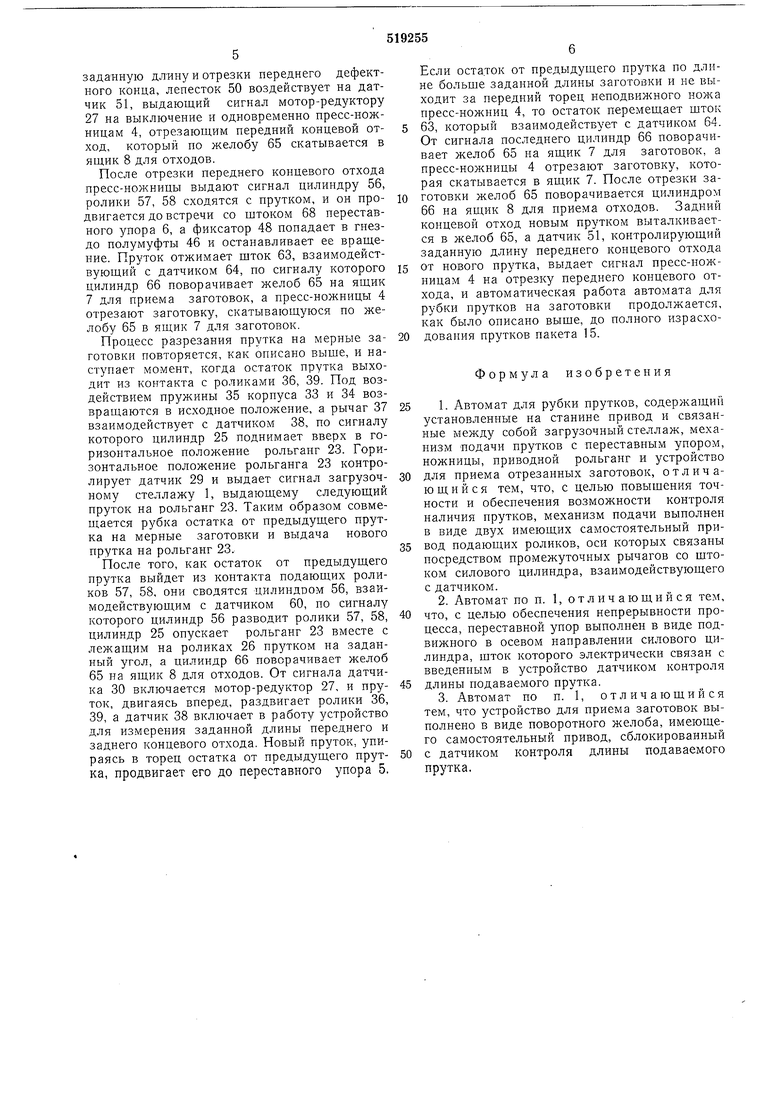
с цилиндрами 20. Датчики 21, 22 контролируют левый и правый поворот отсекателей 17 при поштучном отделении и передачи прутка па рольганг 23. Правый конец рольганга 23 шарнирно связан со стойкой 24, а левый конец шарнирно связан с цилиндром 25. На рольганге 23 установлено несколько роликов 26, связанных между собой и мотор-редуктором 27 цепной передачей 28. Датчик 29 контролирует горизонтальное положение рольганга 23, а датчик 30 - заданный угол наклона рольганга 23. Между роликами 26 установлен подпружиненный двуплечий рычаг 31, взаимодействующий с датчиком 32, который контролирует наличие прутка на роликах 26. Устройство 2 для измерения заданной длины переднего и заднего концевых отходов состоит из левого корпуса 33 и правого корпуса 34, шарнирно закрепленных на роликовом .механизме 3 подачи и связанных между собой пружиной 35. В левом корпусе 33 смонтирован ролик 36, поджимаемый к прутку пружипой 35. Подпружиненный двуплечий рычаг 37 взаимодействует с датчиком 38, который контролирует заход и выход прутка в устройство для измерения заданной длины переднего и заднего концевых отходов 2. В правом корпусе 34 ролик 39 закреплен на валу 40, на котором закреплена шестерня 41, зацепленная через паразитку 42 с зубчатым колесом 43, закрепленным на валу 44. На валу 44 закреплена полумуфта 45, а полумуфта 46 свободно вращается на валу 44 и постоянно прижимается к полумуфте 45 пружиной 47. На ободе полумуфты 46 имеется гнездо, в которое входит подпружиненный фиксатор 48, связанный с электромагнитом 49. На верхнем торце полумуфты 46 крепится лепесток 50, взаимодействующий с датчиком 51, который контролирует заданную длину отрезка переднего дефектного конца прутка, а снизу крепится лепесток 52, взаимодействующий с датчиком 53, контролирующим заданную длину заднего концевого отхода. Роликовый механизм 3 подачи предназначен для подачи прутка в пресс-ножницы 4 до переставного упора 5. Роликовый механизм 3 ПОдачи состоит из двух промежуточных рычагов 54 и 55, связанных с цилиндром 56. На рычагах 54, 55 смонтированы подающие ролики 57, 58, получающие вращение в противоположные стороны от мотор-редуктора 59. Цилиндр 56 взаимодействует с датчиком 60, контролирующим наличие прутка между роликами 57 и 58. Пресс-ножницы 4 предназначены для резки прутков на заготовки и отрезки переднего дефектного конца у каждого нового прутка. Переставной упор 5 предназначен для измерения заданной длины отрезаемой заготовки и состоит из цилиндра 61, перемещаемого в осевом направлении мотор-редуктором 62. Шток 63 цилиндра 61 взаимодействует с датчиком 64 контроля длины подаваемого прутка. Поворотный лоток 6 предназначен для отделения отрезанных заготовок от передних и задних концевых отходов и состоит из желоба 65, шарнирно связанного с цилиндром 66. Предлагаемый автомат для рубки прутков работает следующим образом. В просвет между делителем 11 пакета и правой частью балок 9 подъемным краном укладывается пакет 15 прутков. Оператор нажимает кнопку «Делитель пакета на пульте управления (на чертежах не показан), и цилиндры 14 через рычаги 13 поворачивают вал 12 вместе с делителями И пакета вправо, и отделенная часть 16 пакета прутков однослойно заполняет левую часть балки 9. Оператор отпускает кнопку «Делитель пакета, и цилиндры 14 быстро возвращают делители 11 пакета влево, и отделение части пакета 16 прутков из пакета прутков 15 прекращается. Далее оператор нажимает кнопку «Автомат, и цилиндры 20 через рычаги 19 поворачивают вал 18 вправо вместе с отсекателями 17. Правое плечо рычагов отсекателей 17 опускается ниже поверхности наклонных балок 9, и прутки из части 16 пакета, скатываясь, упираются в левый выступ балки 9. Это положение рычагов отсекателей 17 контролирует датчик 22, который выдает сигнал цилиндрам 20. Цилиндры 20 поворачивают вал 18 вместе с отсекателями 17 влево, которые своими карманами в правом плече захватывают один пруток, поднимая его вверх. По левому же плечу другой пруток плавно опускается на ролики 26 и отклоняет подпружиненный рычаг 31, который воздействует на датчик 32, контролирующий наличие прутка на роликах 26. Датчик 32 выдает сигнал цилиндру 25, наклоняющему рольганг 23 на заданный угол наклона. Датчик 30 контролирует заданный угол наклона и выдает сигнал па включение мотор-редуктора 27, который через цепную передачу 28 вращает ролики 26, и пруток перемещается в сторону пресс-ножниц 4. При своем движении пруток встречается с роликами 36, 39, раздвигает их и повоачивает левый корпус 33 и правый корпус 4 на некоторый угол. В этот момент подпруиненный рычаг 37 воздействует на датчик 8, и от его сигнала электромагнит 49 вытакивает фиксатор 48 из гнезда полумуфты 46. олики 36, 39, находящиеся в контакте с рутком, получают вращение при продвижеИИ прутка. Ролик 36 вращается вхолостую, ролик 39 вращает вал 40, которыйчерез щетерню 41, паразитку 42 и колесо 43 вращает ал 44 и полумуфты 45, 46. Как только передний торец прутка подойет к торцу неподвижного ножа пресс-ножиц 4, лепесток 52 воздействует на датчик 53, оторый выключает электромагнит 49, и подружиненный фиксатор 48 поджимается к боду полумуфты 46. Когда передний торец рутка проходит за плоскость разрезания на
заданную длину и отрезки переднего дефектного конца, лепесток 50 воздействует на датчик 51, выдающий сигнал мотор-редуктору 27 на выключение и одновременно пресс-ножницам 4, отрезающим передний концевой отход, который по желобу 65 скатывается в ящик 8 для отходов.
После отрезки переднего концевого отхода пресс-ножницы выдают сигнал цилиндру 56, ролики 57, 58 сходятся с прутком, и он продвигается до встречи со щтоком 68 нереставного упора 6, а фиксатор 48 попадает в гнездо полумуфты 46 и останавливает ее вращение. Пруток отжимает щток 63, взаимодействующий с датчиком 64, по сигналу которого цилиндр 66 поворачивает желоб 65 на ящик 7 для приема заготовок, а пресс-ножницы 4 отрезают заготовку, скатывающуюся по желобу 65 в ящик 7 для заготовок.
Процесс разрезания прутка на мерные заготовки повторяется, как описано выще, и наступает момент, когда остаток прутка выходит из контакта с роликами 36, 39. Под воздействием пружины 35 корпуса 33 и 34 возвращаются в исходное положение, а рычаг 37 взаимодействует с датчиком 38, по сигналу которого цилиндр 25 поднимает вверх в горизонтальное положение рольганг 23. Горизонтальное положение рольганга 23 контролирует датчик 29 и выдает сигнал загрузочному стеллажу 1, выдающему следующий пруток на рольганг 23. Таким образом совмещается рубка остатка от предыдущего прутка на мерные заготовки и выдача нового прутка на рольганг 23.
После того, как остаток от предыдущего нрутка выйдет из контакта подающих роликов 57, 58, они сводятся цилиндром 56, взаимодействующим с датчиком 60, по сигналу которого цилиндр 56 разводит ролики 57, 58, цилиндр 25 опускает рольганг 23 вместе с лежащим на роликах 26 прутком на заданный угол, а цилиндр 66 поворачивает желоб 65 на ящик 8 для отходов. От сигнала датчика 30 включается мотор-редуктор 27, и пруток, двигаясь вперед, раздвигает ролики 36, 39, а датчик 38 включает в работу устройство для измерения заданной длины переднего и заднего концевого отхода. Новый пруток, упираясь в торец остатка от предыдущего прутка, продвигает его до переставного упора 5.
Если остаток от предыдущего прутка по длине больще заданной длины заготовки и не выходит за передний торец неподвижного ножа пресс-ножниц 4, то остаток перемещает щток 63, который взаимодействует с датчиком 64. От сигнала последнего цилиндр 66 поворачивает желоб 65 на ящик 7 для заготовок, а пресс-ножницы 4 отрезают заготовку, которая скатывается в ящик 7. После отрезки заготовки желоб 65 поворачивается цилиндром 66 на ящик 8 для приема отходов. Задний концевой отход новым прутком выталкивается в желоб 65, а датчик 51, контролирующий заданную длину переднего концевого отхода
от нового прутка, выдает сигнал пресс-ножницам 4 на отрезку переднего концевого отхода, и автоматическая работа автомата для рубки прутков на заготовки продолжается, как было описано выще, до полного израсходования прутков пакета 15.
Формула изобретения
1. Автомат для рубки прутков, содержащий установленные на станине привод и связанные между собой загрузочный стеллаж, механизм подачи прутков с переставным упором, ножницы, приводной рольганг и устройство
для приема отрезанных заготовок, отличающийся тем, что, с целью повыщения точности и обеспечения возможности контроля наличия нрутков, механизм подачи выполнен в виде двух имеющих самостоятельный привод подающих роликов, оси которых связаны посредством промежуточных рычагов со щтоком силового цилиндра, взаимодействующего с датчиком.
2.Автомат по п. 1, отличающийся тем, что, с целью обеспечения непрерывности процесса, переставной упор выполнен в виде подвижного в осевом направлении силового цилиндра, щток которого электрически связан с введенным в устройство датчиком контроля
длины подаваемого прутка.
3.Автомат по п. 1, отличающийся тем, что устройство для приема заготовок выполнено в виде поворотного желоба, имеющего самостоятельный привод, сблокированный
с датчиком контроля длины подаваемого прутка.
/л
27
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| Механизированная линия резки проката | 1974 |
|
SU499061A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НА СТАЛЕЛИТЕЙНОМ ЗАВОДЕ ПРУТКОВ ЗАДАННОЙ ДЛИНЫ | 2012 |
|
RU2508171C2 |
| Ножницы для резки пруткового материала | 1977 |
|
SU745355A3 |
| Устройство для отделения от пакета и подачи в зону обработки штучных длинномерных заготовок | 1979 |
|
SU863100A1 |
| Устройство для разделения пруткового материала | 1987 |
|
SU1466876A1 |
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |


f /LJ SD 56 36 J6 31 25 30
6S 65
28 f
ЯРи
0 1
