I
Изобретение касается оборудования для изготовления пружин из проволоки.
Известно устройство для навивки пружип с двумя ветвями противоположного направления, содержащее смонтированные на станине и имеющие общий привод механизм подачи и правки проволоки, мехапизм мерной резкн заготовки, мехаиизм навивки пружины, выполненный в виде оправки и двух установленных с противоположных сторон ее поводков, закрепленных во вращающихся шпинделях, смонтированных с возможностью осевого возвратно-поступательного движения. Однако такое устройство не позволяет изготавливать пружины с фасонными конпами.
Описываемое устройство отличается тем, что оно снабжено дополнительным механизмом гибки концов пружины, выполненным в виде установленной в направляющих, последовательно размещенных за механизмом навивки подвижной матрицы с пазом для фиксации одного конца пружины и подвижного в направлении, перпендикулярном направлению перемещения матриц, пуансона, а также установленного параллельно пуансону формующего стержня с осевым пазом, фиксирующим отогнутый конец пружины, и торцовым выступом, взаимодействующим со вторым концом пружины, и установленного перпендикулярно формующему стержню, вспомогательного стержня с эксцентрично закрепленным на его торце захватом, фиксирующим и изгибающим второй конец прул-;ины.
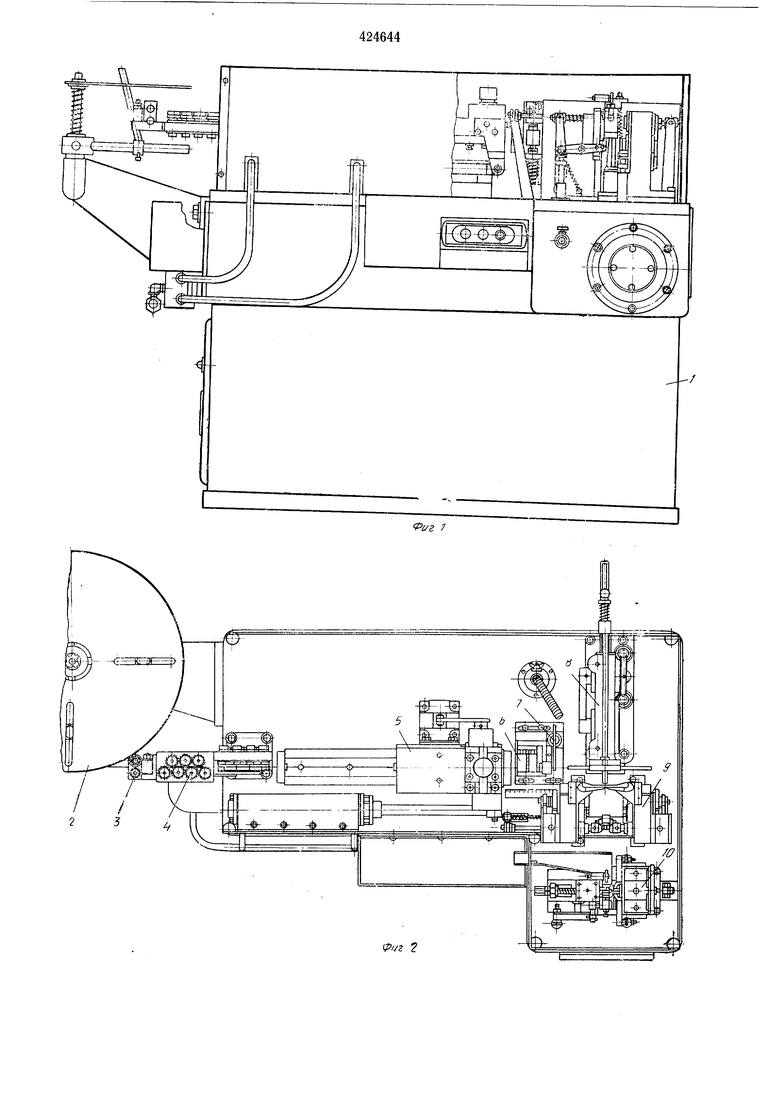
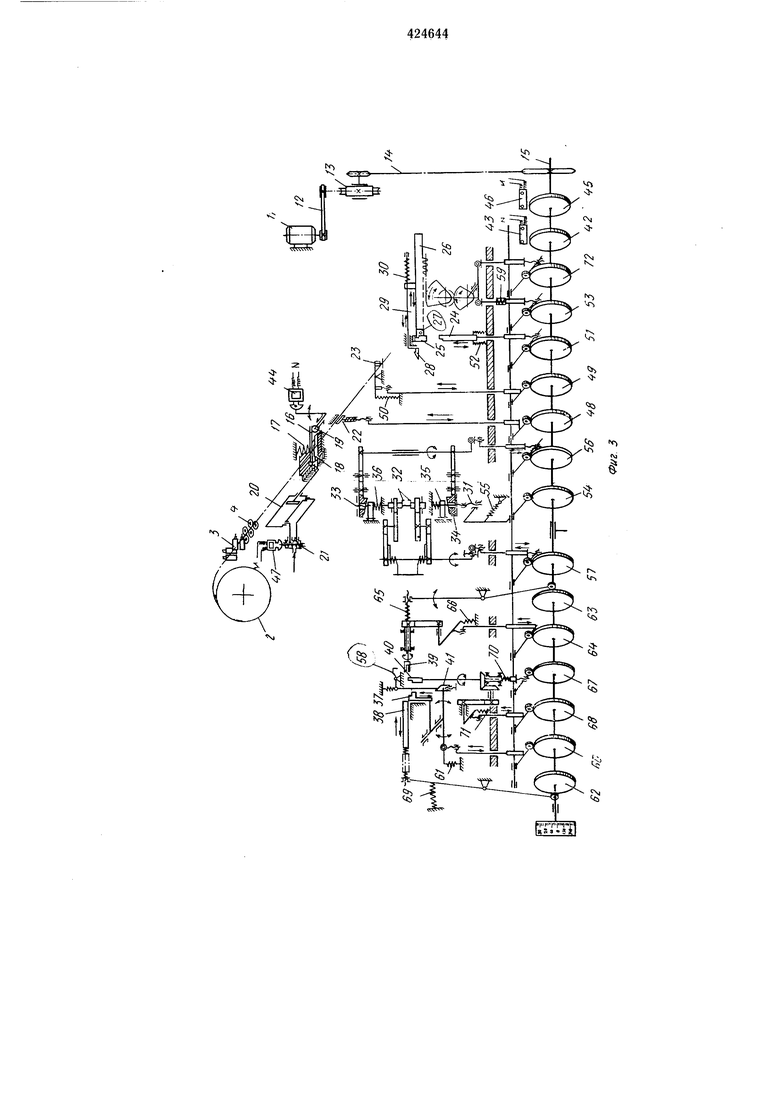
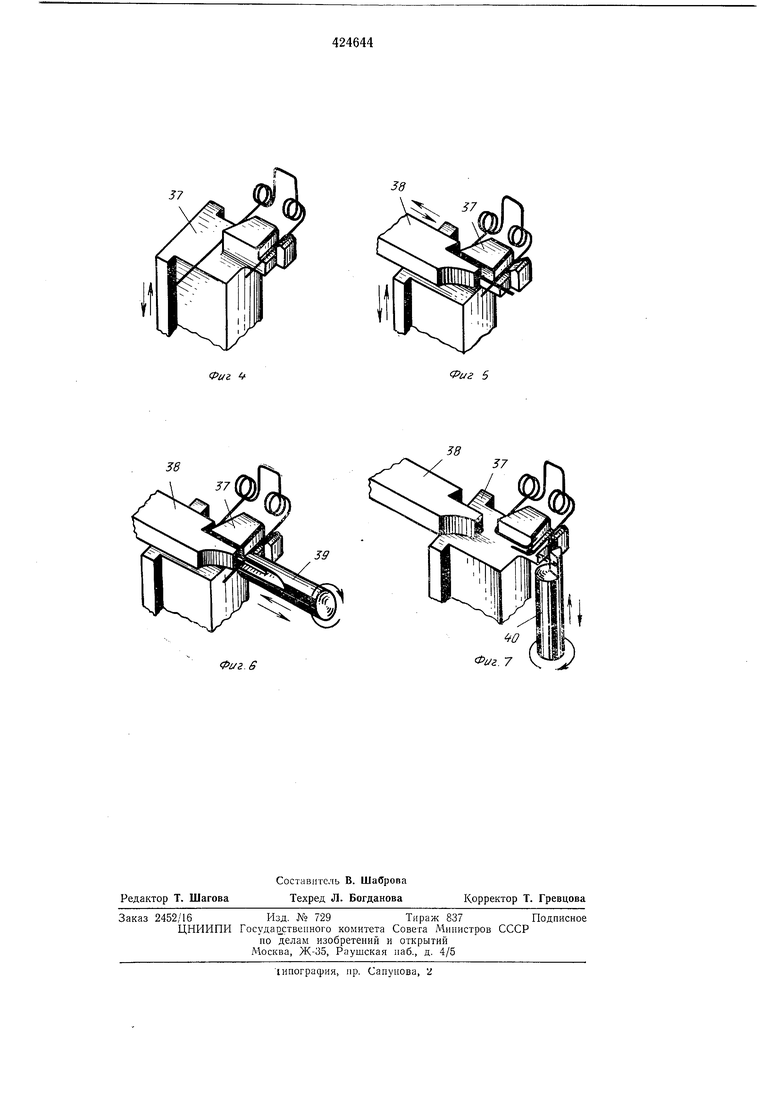
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - устройство в нлане; на фиг. 3 - схема устройства; на фиг. 4-7 - процесс гибки пружины.
Предлагаемое устройство для изготовления пружииы из проволоки имеет станину с тумбой 1, являющихся основанием для крепления всех узлов и механизмов устройства, бухтодержатель 2 для укладки бухты проволоки, предназначенной для изготовления пружин, четыре направляющих ролика 3 и механизм
4 правки предназначены для обеспечения правильного направления подачи проволоки из бухты и ее правки. Механизм 4 правки состоит из семи горизонтально расположенных в два ряда и жестко укрепленных на осях роликов и семи вертикально расположенных в два ряда, свободно вращающихся на осях роликов. Механизм 5 подачи предназначен для протягивания нроволоки из бухты через направляющие и правильные ролики, а также
подачи ее к трапспортирующему механизму и механизму гибки. Механизм 6 нрижима и механизм 7 резки служат для зажима конца проволоки перед холостым ходом каретки «назад и отрезки проволоки строго определенной длины. Транспортирующий механизм 8 предназначен для придания отрезанной заготовке П-образной формы и транспортирования ее на механизмы навивки и гибки. Механизм 9 навивки производит двустороннюю правую и левую навивку. Механизм 10 гибки с узлом для сброса деталей предназначен для загибки под ЭО длинного конца пружины, загибки петель в замок и является завершаюш,им механизмом в процессе изготовления пружин. Привод всех механизмов, осуш.ествляемый от электродвигателя 11, через клиноременную передачу 12, червячный редуктор 13 и цепную передачу 14 на распределительный вал 15, на котором установлены кулачки. передающие движение на механизмы авто- 15 мата. Работа всех механизмов автомата производится в строгой последовательности согласно циклограмме. За один оборот распределительного вала соверщается полный цикл изготовления пружины. Длина хода каретки 16 механиз ма подачи ограничивается упорами, один из которых является регулируемым, благодаря чему достигается подача проволоки строго определенной длины. Усилием пружины 17 25 производится зажим проволоки между верхним и нижним прихватами 18. Нижний прихват, на поверхности которого имеется прорезь в виде капавки для направления проволоки, выпол1геп нлавающим, чтобы устранить 30 возможность перекоса проволоки в горизонтальной плоскости. Зазор между поверхностями верхнего и нижнего прихватов регулируется винтом поворота эксцентрика 19. Рабочий ход каретки «внеред (подача проволоки) и 35 холостой ход каретки «назад осуществляются при помощи пневмоцилиндра 20. Пневмопереключатель 21 служит для автоматического переключения нодачи воздуха в полости цилиндра. Подаваемая проволока фиксируется за- 40 жимом 22 и отрезается механизмом 23 резки. Для придания заготовке П-образной формы служат пуансон 24 и матрица 25. Транспортирование заготовки производится подавателем 26, представляющим зубчатую рейку, на45 переднем конце которой закреплен нижний прижим 27. Верхний прижим 28, укрепленный на передпем конце скалки 29, прижимает заготовку к нижнему прижиму усилием пружины 30. Передвижение подавателя осуществля-50 ется системой рычагов и шестерен. Направляющими подавателя являются щариковые подщипники, которыми регулируется плавность и легкость передвижения подавателя. Механизм навивки производит двустороннюю,55 правую и левую навивку четырех витков пружинки при помощи оправки 31 и двух поводков 32 с ползунами, закренленными в двух шпиндельных головках. .Шпиндели 33 механизма навивки имеют вращательное и воз-60 вратно-поступательное движение. Вращательное движение шпинделей осуществляется системой рычагов и зубчатой передачей, а возвратно-поступательное - при помощи правой и левой резьбовых нарезок на концах шпин-65 5 10 делей. Шаг резьбы шпинделей равен шагу навнвки пружинки (0,9 мм). Для подачи поводков в положение начала навивки и их отвода в исходное положение предусмотрено дополнительное возвратно-поступательное движение шпинделей от кулачковых шестерен 34 гайками 35 и, пружинами 36. Привод кулачковых шестерен производится системой рычагов и зубчатой передачей. Механизм 10 гибки с узлом для сброса деталей предназначен для гибки концов пружины. Он имеет матрицу 37, пуансон 38, формующий стержень 39, вспомогательный стержень 40 и узел для сброса детали 41. Привод всех указанных элементов механизма производится через систему рычагов и зубчатую передачу. Кулачок 42 при вращении через микронереключатель 43 обесточивает катушку электромагнита 44. Усилием пружины 17 якорь электромагнита поднимается вверх, и проволока зажимается верхним и нижинм нрихватами 18. Кулачок 45 при вращении через микропереключатель 46 подает ток на катущку электромагнита 47, якорь которого, вытягинаясь, перемещает золотник пневмопереключателя 21 на подачу воздуха в заднюю полость пневмоцилиндра 20. Порщень цилиндра через шток передает движение каретке механизма подачи. Каретка, двигаясь до переднего упора, протягивает проволоку из бухтодержателя 2 через направляющие 3 и механизм 4 правки и подает ее к транспортирующему механизму. Кулачок 48 через шток приводит в движение зажим 22, (оторый зажимает проволоку усилием, достаточным для того, чтобы она не могла проскальзьивать при отходе назад каретки механизма подачи. Кулачок 42, продолжая врашение, через микропереключатель 43 подает ток на катушку электромагнита 44, якорь которого, втягиваясь, через рычажную систему сжимает пружину 17, освобождая таким образо.м проволоку между прихватами 18. Кулачок 45, продолжая вращение, через микропереключатель 46 обесточивает катушку электромагнита 47, якорь которого под действием собственного веса и усилия пружинки перемещает золотник пневмопереключателя 21 на подачу воздуха в переднюю полость пневмоцилиндра 20. Под действием последнего каретка механизма подачя свободно перемещается до заднего упора. В это время нож механизма 23 резки, приводимый в движение системой рычагов и кулачком 49, отрезает заготовку проволоки и возвращается в исходнее положение усилием пружины 50. Одновременно с отрезкой заготовки производится придание ей П-образной формы пуансоном 24 и матрицей 25. Рабочий ход пуансона производится от кулачка 51, а возврат в исходное положение - пружинами 52. Загнутая П-образная заготовка зажимается между нижним прижимом 27 и верхним прижимом 28 усилием пружины 30. Транспортирование П-образной заготовки к механизму навивки н механизму гибки (движение подавателя вперед) производится от кулачка 53 через рычажную систему и зубчатую передачу. Первый этап движения подаватели 26 заканчивается на позиции «навивка. В отверстие нижнего прижима 27 входит оправка 31, приводимая в движение кулачком 54 и пружиной 55. Операция «навивка начинается с подвода поводков 32 на рабочую позицию кулачком 56 через толкатель, рычаг и кулачковую шестерню 34. Кулачковая шестерня, вращаясь, толкает гайку 35 со шпинделем 33 с укрепленной на нем шпиндельной головкой с поводками. С подходом шпиндельных головок с поводками на рабочую для навивки позицию вращение кулачковой шестерни прекращается и начинается навивка витков пружинки. Кулачок 57 через толкатель, рычаг и зубчатую передачу начинает вращать шпиндели. Шпиндельные головки с поводками, вращаясь вместе со шпинделями, навивают пружинку. После окончания навивки кулачковые шестерни совершают обратное вращение, и гайки под действием пружин 36 возвращаются в исходное положение, увлекая за собой шпиндели. Оправка 31 выходит из отверстия нижнего прижима подавателя, освобождая пружинку. После окончания навивки подаватель 26 подает пружинку на операцию «гибка. Верхний прижим 28 в конце хода захватывается защелкой 58 и удерживается до конца операции. Фиксация положения подавателя в конце хода производится демпфером 59, преобразующим избыточный ход кулачка 53 в усилие нрижима подавателя к упору в механизме гибки. Матрица 37 кулачком 60 через систему рычагов и пружину 61 перемещается в верхнее рабочее положение, размещаясь при этом между двумя не загнутыми концами пружинки, захватив своим пазом один из ее концов (см. фиг. 4). Затем пуансон 38 под действием кулачка 62 производит гибку длинного конца пружинки (см. фиг. 5). Загнутый конец пружинки должен расположиться сверху второго незагнутого конца и войти в прорезь формующего стержня 39, переместившегося от воздействия кулачка 63 к матрице 37. Формующий стержень выступом на торце захватывает конец незагнутой ветви пружинки и при вращении от кулачка 64, системы рычагов -и зубчатой передачи загибает первую петлю (см. фиг. 6), после чего формующий стержень усилиями пружин 65 и 66 возвращается в первоначальное положение. Загиб второй нетли нружинки производится вспомогательным стержнем 40. Кулачок 67 перемещает вверх вертикальный вал таким образом, чтобы эксцентрично расположенный отросток вертикального вала поместился сзади незагнутого копца пружинки (см. фиг. 7). От воздействия .кулачка 68, системы рычагов и з бчатой КОН-1ЧССКОЙ передачи вспомогательный стержень своим отростком захватывает конец ветви пружинки и, вращаясь, загибает вторую петлю, при этом пуансон 38 от усилия
прулсины 69 Бозврапиется в исходное положение. После окончания загиба второй петли, вспомогательный стержень усилиями нрулшн 70 н 71 возвращается в исходное положение.
По окончании операции «гибка подаватель 26 от кулачка 72 начинает движение назад. Верхний прижим 28 удерживается защелкой 58 до тех пор, пока не образуется зазор между
верхним и нижним прижимами. Пружинка при этом освобождается от зажимов и держится только на матрице 37. При движении пружинки с матрппей ;;низ от ,действия кулачка 60 и системы рычагов, прулшнка встречает
на своем пути опору и останавливается, а матрица, продолжая движение, освобождает пружинку, которая под действием собственного веса надает в лоток и по лотку поступает в ящик, укрепленный на станпне. В момент освобождения пружинки из матрицы защелка 58 освобождает верхний нрижим 28, который усилием пружины 30 догоняет движущийся в исходное положение подаватель. В целях предупреждения от возможных поломок механизмов, автомат снабжен блокирующим устройством, обеспечивающим автоматическое отключение привода в случае, если приспособление для сбрасывания пружинки не сработает.
Предмет изобретения
Устройство для навивки пружин с двумя ветвями противоположного направления, содержащее смонтированные на станине и имеющие общий привод механизм подачи и правки проволоки, механизм мерной резки заготовки, механизм навивки пружины, выполненный в виде оправки и двух установленных с
противоположных сторон ее поводков, закрепленных во вращающихся шпинделях, смонтированных с возможностью осевого возвратно-поступательного движения, отличающееся тем, что, с целью обеспечения возможности изготовления пружин с замкнутыми в замок петлеобразными концами, оно снабжено дополнительным механизмом гибки концов пружины, выполненным в виде подвижной матрицы с пазом для фиксации одного конца
пружины, установленной в направляющих, смонтированных на станине последовательно за механизмом навивки, и подвижного в направлении, перпендикулярном направлению перемен;ения матрицы, пуансона, а также
формующего стержня, смонтированного в станине с возможностью встречного перемещения относительно пуаттсона и снабженного осевым пазом, фнксирующим отогнутый конец пружины, и торцовым выступом, взаимодействуюпиш со вторым концом пружины, при этом в станине перпендикулярно формующему стержню размещен вспомогательный стержень с эксцентрично закрепленным на его торце захватом, фиксирующим и изгибающим второй
конец пружины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПРОВОЛОЧНЫХ КОНТАКТОВ НА МОНТАЖНЫЕ ПЛАТЫ | 1971 |
|
SU301885A1 |
37
Фиг.е
