Изобретение относится к литейной промышленности, в частности к технологии литья по выплавляемым моделям, а именно к конструкции формообразующей оснастки для рабочих органов центробежных насосов.
Конструкция рабочих органов центробежных насосов, а именно колес рабочих, с лопаткой двойной кривизны имеет ряд преимуществ по сравнению с колесами, имеющими лопатку прямой или наклонно-цилиндрической формы. Для получения заготовок (отливок) колес данной конструкции широко применяется метод литья по выплавляемым моделям с использованием различных формообразующих элементов. Одной из основных сложностей данного метода является выполнение проточной полости, образованной между двумя соседними лопатками, а также между ведущим и ведомым диском.
Для получения данных проточных полостей используют растворяемые стержни [см., например, Литье по выплавляемым моделям / Под общ. ред. Я.И.Шкленника и В.И.Озерова. - М.: Машиностроение, 1984. С.100, 166-167].
Однако это решение имеет ряд существенных недостатков, в том числе низкие производительность и размерную точность, а также повышенную себестоимость.
Наиболее близким к заявляемому по технической сущности и достигаемому результату является пакет формообразующих элементов, состоящий из отдельных металлических вкладышей, которые для формирования выплавляемых моделей собирают концентрично в пресс-форме и центрируют посредством знаковых частей. С помощью таких отъемных вкладышей пространство между лопатками формируется на ведущем либо ведомом диске [см., например, Литье по выплавляемым моделям / Под общ. ред. Я.И.Шкленника и В.И.Озерова. - М.: Машиностроение, 1984. С.100, 166-167].
Недостатком данной конструкции является то, что в процессе эксплуатации из-за износа знаковых частей пресс-формы при сборке-разборке нарушается жесткость фиксации вкладышей, что, в свою очередь, влияет на размерную точность получаемой модели, а следовательно - отливки. При условии получения качественных моделей пресс-форма с такими вкладышами имеет малый ресурс. Кроме того, для улучшения характеристики ступени центробежного насоса требуются плавные, преимущественно округлой формы по всей высоте, входная и выходная кромки лопатки рабочего колеса с заданной размерной точностью. Получение кромки лопатки, удовлетворяющей вышеперечисленным требованиям, каким-либо другим способом, помимо литья, трудоемко и нецелесообразно. Кроме того, для получения лопаток двойной кривизны в пресс-форме требуется конструктивно делить формообразующий элемент, оформляющий полость между двумя соседними лопатками, на две части, в результате образованного поднутрения, что в еще большей степени оказывает отрицательное влияние на размерную точность отливки.
Настоящее изобретение решает задачу получения цельнопрессованной модели рабочего органа центробежного насоса без искажения геометрических размеров при низкой трудоемкости ее изготовления.
Указанный технический результат достигается тем, что пакет формообразующих элементов для изготовления выплавляемых моделей рабочих органов центробежных насосов, формирующих рабочую и тыльную стороны лопаток, согласно изобретению выполнен, по меньшей мере, из двух конструкций, каждая из которых содержит наружное и внутреннее кольцо, к которым прикреплены формообразующие элементы, причем в первой конструкции формообразующие элементы выполнены в виде вкладышей, установленных с образованием винтовых щелей для формирования рабочей поверхности лопатки и поверхности диска рабочего колеса, а во второй конструкции формообразующие элементы выполнены в виде лопастей для формирования тыльной стороны лопатки, при этом конструкции совмещены по наружным кольцам с возможностью разъема посредством вращательно-поступательного движения по винтовой поверхности.
В зависимости от конфигурации лопатки (кривизны, высоты, угла наклона и пр.) количество составных конструкций может быть увеличено. При этом дополнительные конструкции предназначены для формирования тыльной стороны лопаток.
Предлагаемая конфигурация разъемных конструкций пакета формообразующих элементов обеспечивает их легкость сборки-разборки и гарантирует получение моделей с точными геометрическими размерами.
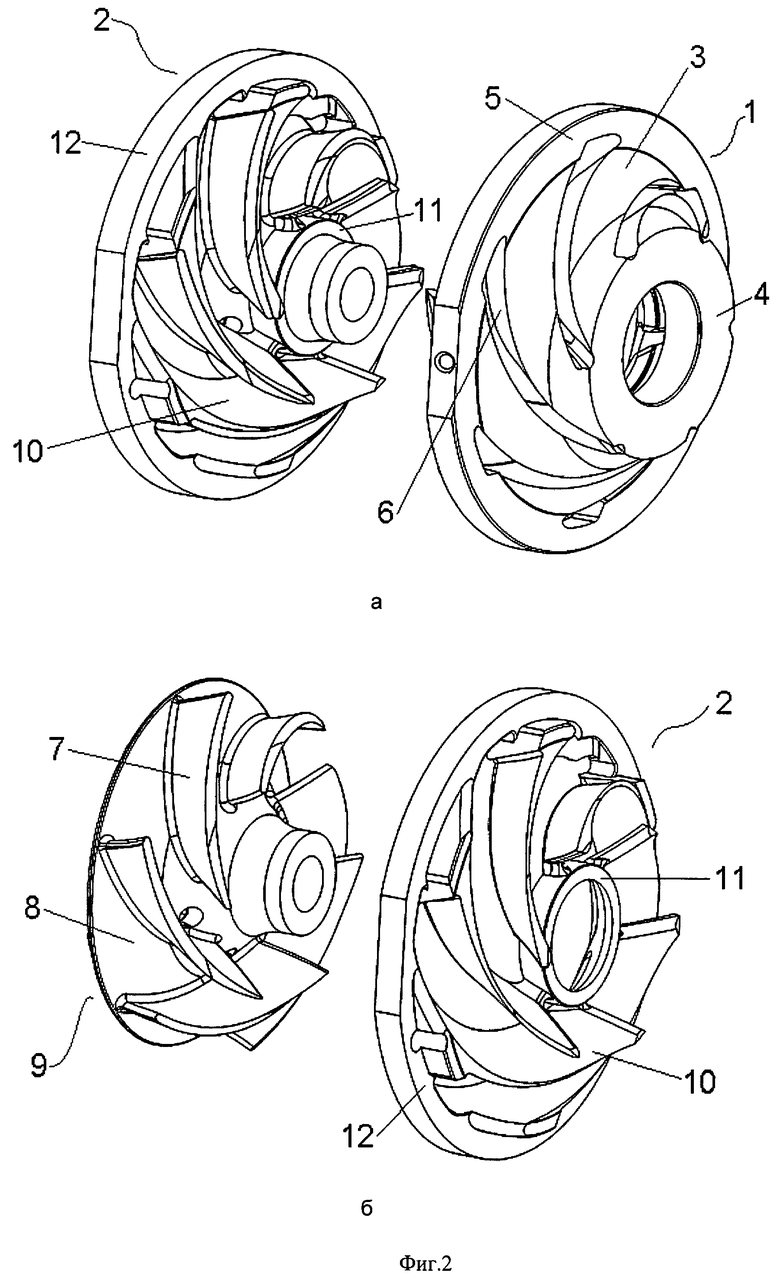
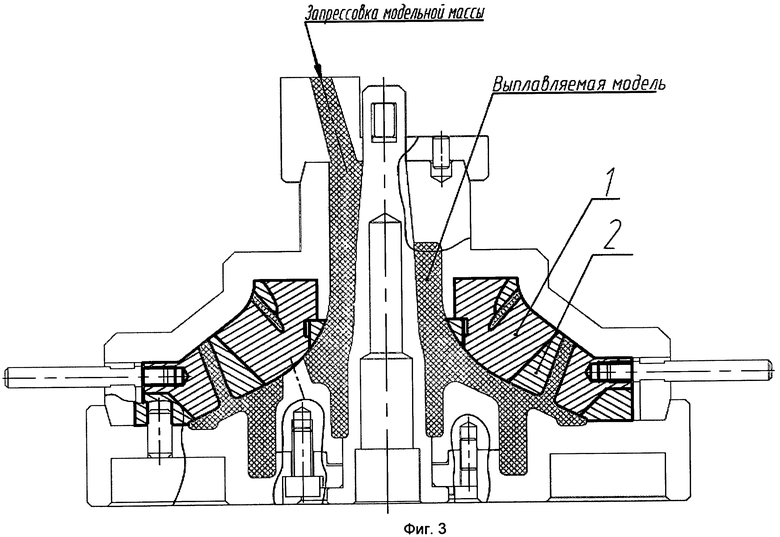
Сущность изобретения поясняется следующими чертежами, где на фиг.1 представлена схема заявляемого пакета формообразующих элементов в собранном виде, поперечный разрез; на фиг.2 - схема разборки пакета и извлечения модели; на фиг.3 - схема заполнения модельной массой пресс-формы с заявляемым пакетом.
Пакет формообразующих элементов выполнен из двух разъемных частей (фиг.1), представляющих собой конструкции 1 (штриховой контур) и 2 (сплошной контур), в которых формообразующие элементы расположены концентрично. В конструкции 1 формообразующие элементы выполнены в виде вкладышей 3, прикрепленных, с одной стороны, к внутреннему кольцу 4, а с другой стороны, к наружному кольцу 5. Вкладыши 3 установлены с образованием между ними винтовых щелей 6 и предназначены для формирования рабочей поверхности лопатки 7 и поверхности диска 8 выплавляемой модели рабочего колеса 9 (фиг.2). Формообразующие элементы в конструкции 2 имеют форму направляющих лопастей 10 для формирования тыльной стороны лопатки 7. Одни концы лопастей 10 прикреплены к наружному диаметру внутреннего кольца 11, а противоположные - к внутреннему диаметру наружного кольца 12. Конфигурация разъема поверхности винтовой щели 6 является ответной по отношению к направляющей поверхности лопасти 10.
Предлагаемый пакет формообразующих элементов применяется следующим образом. Для изготовления выплавляемой модели конструкции 1 и 2 собирают вращательным движением, совмещая торцевые поверхности наружных колец 5 и 12, а также внутренних колец 4 и 11. При этом направляющие лопасти 10 размещаются в винтовых щелях 6 с образованием полости для формирования лопатки 7: рабочей поверхности - боковыми сторонами вкладышей 3, тыльной поверхности - боковыми сторонами направляющих лопастей 10. Собранный пакет размещается в пресс-форме и заполняется исходной массой для формирования модели (фиг.3). После затвердевания выплавляемой модели пресс-форму разбирают. Разъем конструкций 1 и 2 осуществляется посредством вращательно-поступательного движения по винтовой поверхности (фиг.2). На первом этапе вращательно-поступательным движением извлекается конструкция 1 (фиг.2, а), оформляющая рабочую сторону лопатки, а также часть ее входной и выходной кромок. На втором этапе извлекается конструкция 2 (фиг.2, б), оформляющая тыльную сторону лопатки, часть входной и выходной кромки. Остается готовая выплавляемая модель рабочего колеса 9.
Предлагаемая конструкция позволяет получать модели с более высокой размерной точностью; существенно поднять производительность; получать входные и выходные кромки лопаток заданной размерной точности; снизить затраты на изготовление формообразующей оснастки за счет уменьшения количества заготовок и времени обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2652252C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ТУРБИНЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2280767C2 |
| Литейная форма для изготовления отливки с проливными каналами | 2021 |
|
RU2777106C1 |
| РОТАЦИОННАЯ МАШИНА С НЕПРИНУДИТЕЛЬНЫМ ВЫТЕСНЕНИЕМ, ИСПОЛЬЗУЕМА В КАЧЕСТВЕ НАСОСА, КОМПРЕССОРА, ДВИЖИТЕЛЯ ИЛИ ПРИВОДНОЙ ТУРБИНЫ | 1990 |
|
RU2013662C1 |
| СОСТАВНОЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ РАБОЧИХ ОРГАНОВ ЦЕНТРОБЕЖНЫХ НАСОСОВ С ЛОПАТКАМИ ДВОЙНОЙ КРИВИЗНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2359778C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2652269C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2432502C1 |
| ШНЕКОЦЕНТРОБЕЖНЫЙ НАСОС | 2006 |
|
RU2331795C2 |
| МНОГОСТУПЕНЧАТЫЙ ПОГРУЖНОЙ ОСЕВОЙ НАСОС | 2003 |
|
RU2244164C1 |
Изобретение относится к литейному производству. Пакет формообразующих элементов, формирующих рабочую и тыльную стороны лопаток, выполнен в виде двух конструкций. В первой конструкции формообразующие элементы выполнены в виде вкладышей, установленных с образованием винтовых щелей для формирования рабочей поверхности лопатки и поверхности диска рабочего колеса. Во второй конструкции формообразующие элементы выполнены в виде лопастей для формирования тыльной стороны лопатки. Формообразующие элементы прикреплены к наружным и внутренним кольцам. Сборку конструкций осуществляют посредством вращательного движения, а разъем посредством вращательно-поступательного движения по винтовой поверхности. Обеспечивается получение цельнопрессованной модели рабочего органа центробежного насоса без искажения геометрических размеров при низкой трудоемкости ее изготовления. 3 ил.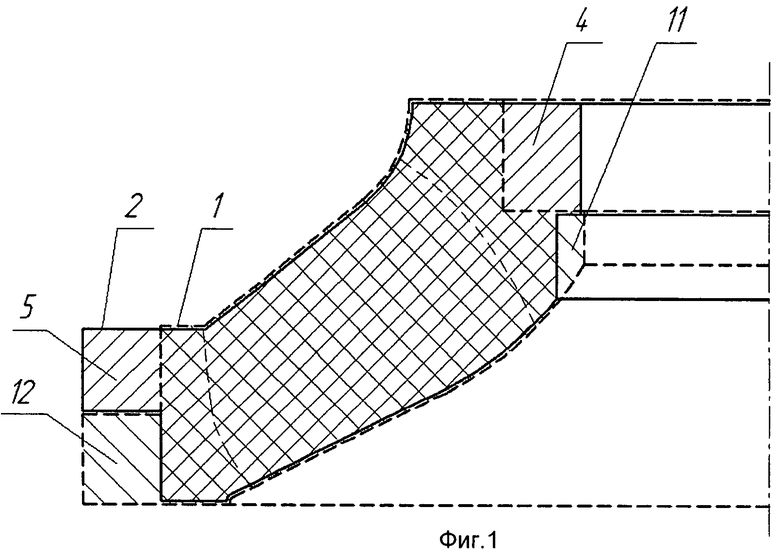
Пакет формообразующих элементов для изготовления выплавляемой модели рабочего колеса центробежного насоса, формирующих рабочую и тыльную стороны лопатки рабочего колеса, отличающийся тем, что он выполнен, по меньшей мере, из двух конструкций, каждая из которых содержит наружное и внутреннее кольцо, к которым прикреплены формообразующие элементы, причем в первой конструкции формообразующие элементы выполнены в виде вкладышей, установленных с образованием винтовых щелей для формирования рабочей поверхности лопатки и поверхности диска рабочего колеса, а во второй конструкции формообразующие элементы выполнены в виде лопастей для формирования тыльной стороны лопатки, при этом конструкции совмещены по наружным кольцам с возможностью разъема посредством вращательно-поступательного движения по винтовой поверхности.
| Литье по выплавляемым моделям./ Под общей редакцией Шкленника Я.И., Озерова В.А | |||
| - М.: Машиностроение, 1984, с.100, 101 | |||
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Способ изготовления пресс-форм | 1981 |
|
SU1155352A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДДЕРЖИВАНИЯ ИЛИ ВЫТАЛКИВАНИЯ ЗАКЛЕПОК У ГАЕК НА ШТОКАХ ПОРШНЕЙ ПАРОВОЗДУШНЫХ ПАРОВОЗНЫХ НАСОСОВ | 1933 |
|
SU39518A1 |
| Электропривод | 1989 |
|
SU1750013A1 |

