8
7
01
сл
со
05
сх
фИс.1
Изобретение относится к металлообработке.
Известен резец, содержащий державку и две режущие головки, установленные ступенчато относительно основной плоскости резца и снабженные главными и вспомогательными режущими кромками, пересекающимися в верщинах режущих головок 1.
Недостатком известного резца является пониженная стойкость при обработке поверхностей с винтовыми канавками.
Цель изобретения - повыщение стойкости резца.
Поставленная цель достигается тем, что в резце, содержащем державку и две режущие головки, установленные ступенчато относительно основной плоскости резца и снабженные главными вспомогательными режущими кромками, пересекающимися в вершинах режущих головок, углы наклона одноименных режущих кромок обоих головок и углы наклона режущих кромок одной головки выполнены с противоположным друг другу направлением, причем главная режущая кромка головки, расположенной ближе к основной плоскости резца, выполнена с отрицательным углом наклона.
На фиг. 1 показан резец, общий вид в перспективе; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 1.
Резец состоит из державки 1, передней (первой) 2 и задней (второй) 3 режущих головок, ступенчато расположенных относительно основной плоскости резца. Передняя режущая головка 2 содержит главную режущую кромку 4, вспомогательную режущую кромку 5, исходящие из вершины 6 передней головки 2, и переднюю поверхность. Задняя режущая головка 3 содержит главную режущую кромку 7, вспомогательную режущую кромку 8, исходящие из верщины 9 задней головки 3, и переднюю поверхность. Обе головки имеют задние поверхности. Обе головки имеют одинаковые углы в плане У V, где У и У- главные углы в плане главных кромок 4 и 7 соответстврмно; (pi(pi , где ф1 и ф - BcnoMOfiJTC.ibHbie углы в плане вспомогательных ,ромок 5 и 8 соответственно. Для стабильного управления процессом обработки предусматривают, чтобы профиль головок соответствовал профилю канавок. На фиг. 2 профиль канавок и выступов, лежащих между канавками, показан щтрихпунктирной линией. Расстояние между вершинами б и 9 головок резца в плане равно половине осевого шага расположения винтовых канавок на поверхности детали, т. е. (фиг. 2), где Е - расстояние в плане между вершинами головок резца; So - осевой шаг расположения канавок. Главная режущая кромка 4 передней головки 2 относительно основания 10 имеет
отрицательный угол .наклона режущей кромки Л. Вспомогательная режущая кромка 5 имеет положительный вспомогательный угол наклона -режущей кромки К, т. е. углы
наклона кромок одной головки имеют противоположные друг другу направления (фиг. 3). Главная режущая кромка 7 задней головки 3 имеет положительный угол наклона режущей кромки Я . Вспомогательная режущая кромка 8 имеет отрицательный вспомогательный угол наклона режущей кромки К. Углы наклона одноименных кромок режущих головок имеют противоположное друг другу направление (фиг. 3). Передняя поверхность 11 от стоит от режущей кромки 7 на расстоянии 1, не меньшем толщины стружки а, снимаемой передней головкой 2, т. е. 1 а.
При обработке детали, имеющей на наружной поверхности винтовые канавки, резцу сообгцают подачу S, меньц ую шага винтовой канавки, но равную величине осевого шага So расположения канавок, т. е. . На фиг. 2 показан момент обработки, в который головка 2 вершиной находится в центре канавки, т. е. эта головка не снимает припуск. Головка 3 резца в это время находится в центре выступа поверхности детали, расположенного между канавками, и производит максиQ мальный съем металла, ограниченный кромками 7 и 8 и штрихлунктирной линией выступа (фиг. 2). При дальнейшем общем продвиже1ши резца влево головки 2 и 3 резца относительно выступа поверхности детали двигаются вправо, поскольку подача
5 S меньше шага винтовой канавки поверхности. Кромка 5 врезается в выступ детали, двигаясь относительно него слева направо. Для того, чтобы стружка, снимаемая кромками 5 и 4, сходила в сторону, противоположную расположению головки 3, выполняют вспомогательную кромку 5 с положительным углом наклона л, а главную кромку 4 с отрицательным углом наклона,/) ... В этом случае снимаемая передней головкой 2 стружка (заштрихована
горизонтально на фиг. 2) со скоростью Vc перемещается по передней поверхности 11 от головки 3 резца в сторону необработанной поверхности. Направление движения стружки в сторону необработанной поверхности уме)1ыцает трение стружки о
0 боковую поверхность головки 3 резца (фиг. 4) вследствие образования зазора между ней и боковой поверхностью. Для того, чтобы стружка при своем движении не изнашивала 7 головки 3. резца, она должна отстоять от передней поверхности. 11 передней головки 2 резца на расстоянии f); большем или равном толщине о снимаемой стружки, т. е. (фиг. 1 и 3). Для предотвращения ветречи потоков стружки от двух головок резцов углы наклона .кромок 8 и 7 выполняют соответственно отрицательными и положительными. В этом случае стружка, заштрихованная вертикально на фиг. 2, снимаемая кромками 7 и 8 головки 3, со скоростью УС I направляется в сторону
обработанной поверхности и от головки 2 резца.
Таким образом, предлагаемый резец обладает повышенной стойкостью за счет уменьшения колебаний усилия резания при обработке поверхности с винтовыми канавками.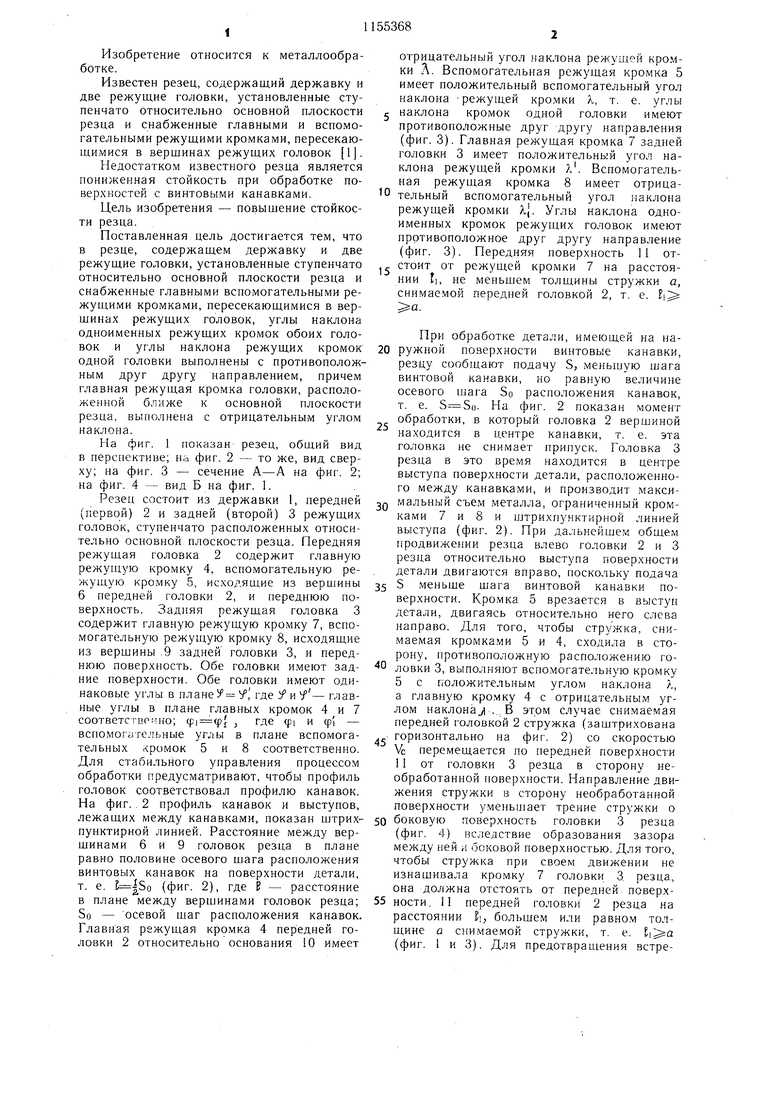
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резцом с двумя вершинами | 1987 |
|
SU1547958A1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| ЧАШЕЧНЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ | 2008 |
|
RU2457079C2 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| Режущая пластина | 1983 |
|
SU1122433A1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| РЕЗЬБОВОЙ РЕЗЕЦ | 1970 |
|
SU268852A1 |
| Резец | 1982 |
|
SU1124502A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Отрезной резец | 1983 |
|
SU1126378A1 |
, содержащий .юр/каикх I дне режущие голоржи, устаиовле -;:п-,е CTVпенчато отиоснтельью осмовной fi.iocKocTii резца и С51абженные главны-.и м 1-.спомогательными режущими кромками, пересекающимися в вершинах режущих головок, отличающийся тем, что, с целью увеличения стойкости за счет уменьшения колебаний сил резания, действующих на резец нри обработке новерхноетей с винтовыми канавками, углы наклона одноименных режущих кромок обоих головок и углы наклона режун1пх кромок одной голоски выполнены с противоположным друг другу направлением, причем г.мавная режхщая кромка головки, расположенной ближе к основной и.носкости резца, выполнена с отрицательным уг.чом наклона.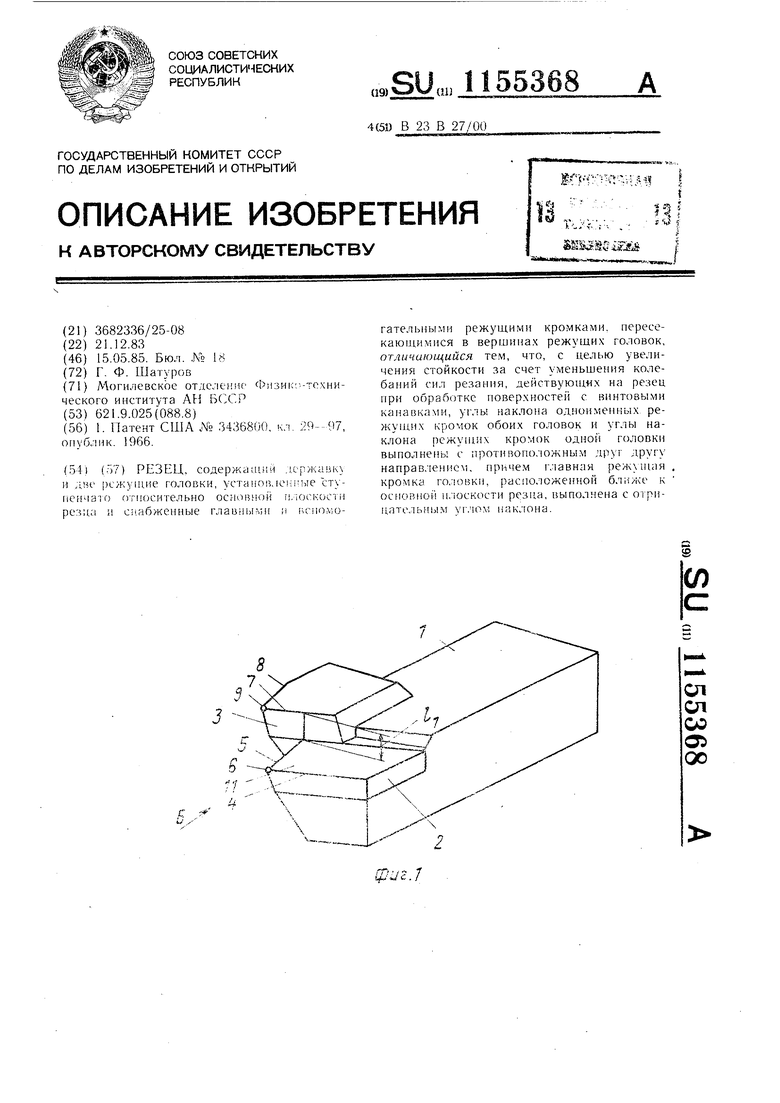
(рие. 2
Вид 5
83 I
фиг, Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3436800 on V блик | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
