f..
оС
ел
СП СП
оо
00 00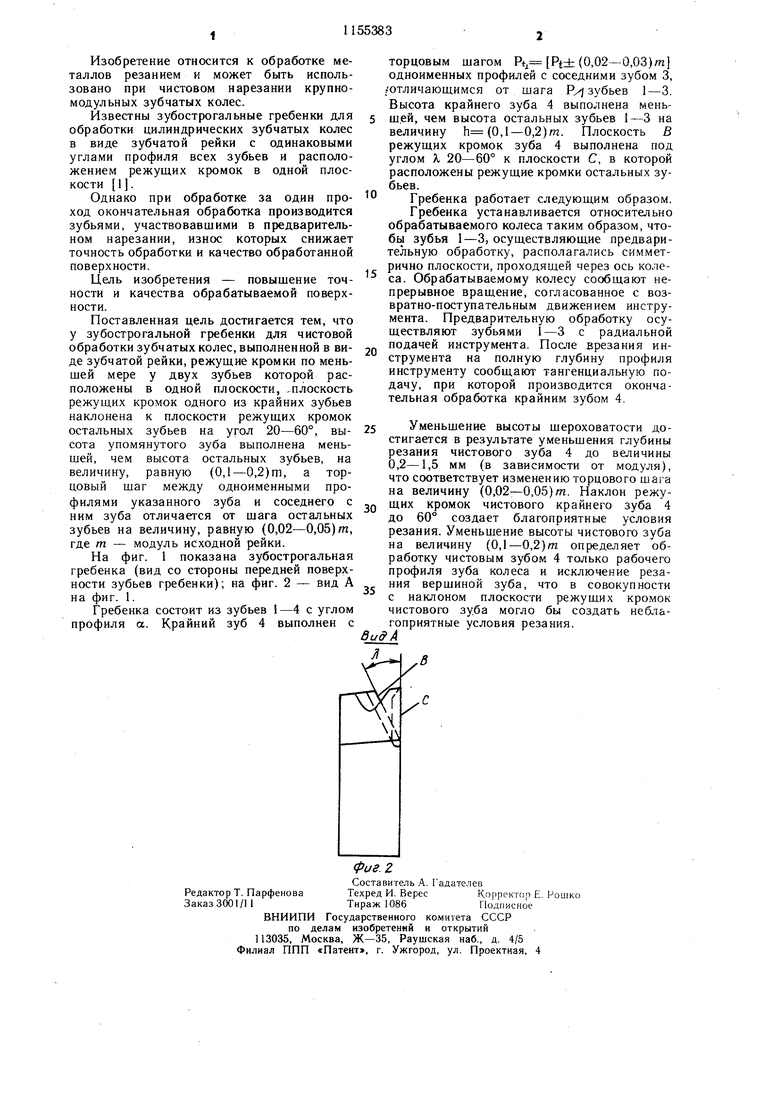
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| Способ обработки зубчатых колес | 1983 |
|
SU1093443A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| Способ обработки зубчатых деталей для внешнего и внутреннего зацепления | 1990 |
|
SU1811443A3 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| Способ двухпроходного нарезания цилиндрических зубчатых колес | 1984 |
|
SU1284744A1 |
ЗУБОСТРОГАЛЬНАЯ ГРЕБЕНКА, для чистовой обработки зубчатых колес, выполненная в виде зубчатой рейки, режущие кромки по меньшей мере у двух зубьев которой расположены в одной плоскости, отличающаяся тем, что, с целью повышения точности и качества обрабатывае мой поверхности, плоскость режущих кромок одного из крайних зубьев наклонена к плоскости режущих кромок остальных зубьев на угол 20-60°, высота упомянутого зуба выполнена меньшей, чем высота остальных зубьев, на величину, равную 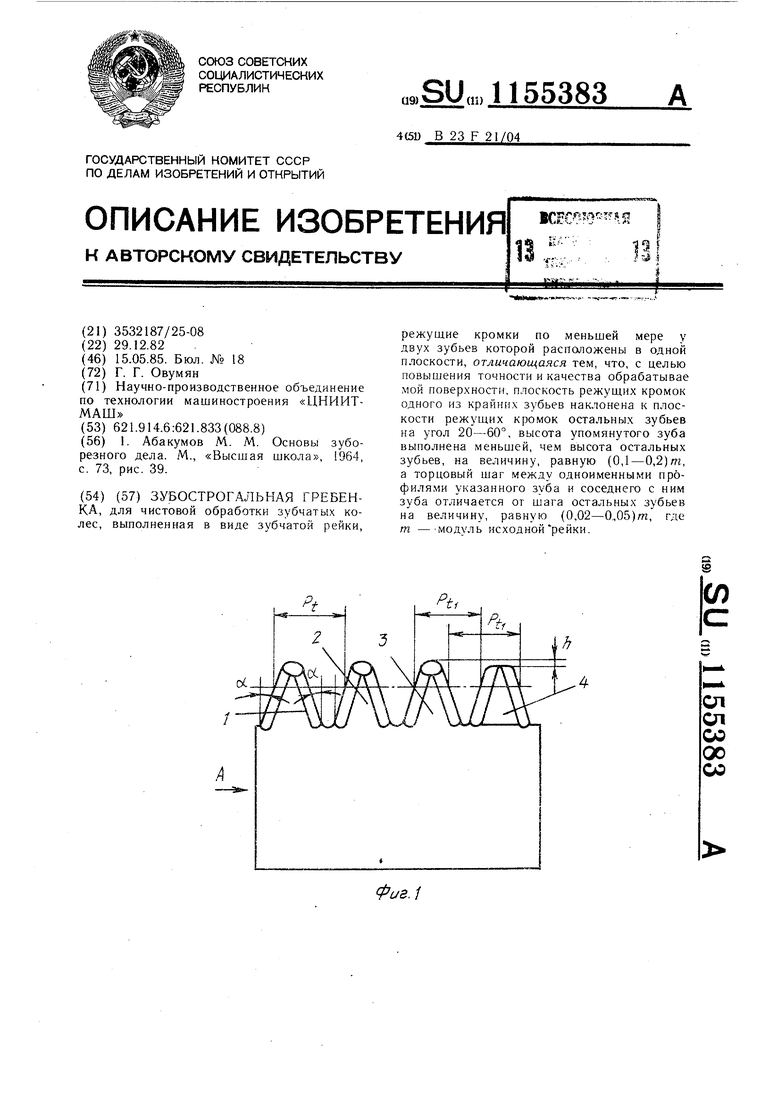
Ф(Jг.i
Изобретение относится к обработке металлов резанием к может быть использовано при чистовом нарезании крупномодульных зубчатых колес.
Известны зубострогальные гребенки для обработки цилиндрических зубчатых колес в виде зубчатой рейки с одинаковыми углами профиля всех зубьев и расположением режущих кромок в одной плоскости 1.
Однако при обработке за один проход окончательная обработка производится зубьями, участвовавшими в предварительном нарезании, износ которых снижает точность обработки и качество обработанной поверхности.
Цель изобретения - повышение точности и качества обрабатываемой поверхности.
Поставленная цель достигается тем, что у зубострогальной гребенки для чистовой обработки зубчатых колес, выполненной в виде зубчатой рейки, режуш.ие кромки по меньшей мере у двух зубьев которой расположены в одной плоскости, .плоскость режущих кромок одного из крайних зубьев наклонена к плоскости режущих кромок остальных зубьев на угол 20-60°, высота упомянутого зуба выполнена меньщей, чем высота остальных зубьев, на величину, равную (0,1-0,2)гп, а торцовый щаг между одноименными профилями указанного зуба и соседнего с ним зуба отличается от шага остальных зубьев на величину, равную (0,02-0,05)т, где m - модуль исходной рейки.
На фиг. 1 показана зубострогальная гребенка (вид со стороны передней поверхности зубьев гребенки); на фиг. 2 - вид А на фиг. 1.
Гребенка состоит из зубьев 1-4 с углом профиля а. Крайний зуб 4 выполнен с
торцовым шагом Ptj Pt± (0,02-0,03)т одноименных профилей с соседними зубом 3, /отличающимся от щага Р зубьев 1-3. Высота крайнего зуба 4 выполнена мень5 щей, чем высота остальных зубьев 1-3 на величину h(0,l-0,2)т. Плоскость В режущих кромок зуба 4 выполнена под углом Я 20-60° к плоскости С, в которой расположены режущие кромки остальных зубьев.
Гребенка работает следующим образом.
Гребенка устанавливается относительно обрабатываемого колеса таким образом, чтобы зубья 1-3, осуществляющие предварительную обработку, располагались симметрично плоскости, проходящей через ось колеса. Обрабатываемому колесу сообщают непрерывное вращение, согласованное с возвратно-поступательным движением инструмента. Предварительную обработку осуществляют зубьями 1-3 с радиальной подачей инструмента. После врезания инструмента на полную глубину профиля инструменту сообщают тангенциальную подачу, при которой производится окончательная обработка крайним зубом 4.
5 Уменьшение высоты шероховатости достигается в результате уменьшения глубины резания чистового зуба 4 до величины 0,2-1,5 мм (в зависимости от модуля), что соответствует изменению торцового шага на величину (0,02-0,05) т. Наклон режущих кромок чистового крайнего зуба 4 до 60° создает благоприятные условия резания. Уменьшение высоты чистового зуба на величину (0,1-0,2)т определяет обработку чистовым зубом 4 только рабочего профиля зуба колеса и исключение резания вершиной зуба, что в совокупности с наклоном плоскости режущих кромок чистового зуба могло бы создать неблагоприятные условия резания.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абакумов М | |||
| М | |||
| Основы зуборезного дела | |||
| М., «Высшая школа, 1964, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
