Изобретение относится к машиностроению, в частности к способам сборки с натягом деталей типа вал-втулка, и может быть использовано во всех отраслях промышленности, например, при восстановлении изношенных валрв, а также для установки на изношенные поверхности тонкостенных втулок.
Цель изобретения - расширение технологических возможностей и улучшение качества соединения путем обеспечения возможности сборки вала со втулкой выполненных из материалов, коэффициент термического расширения которых отличается незначительно, а также возможности сборки вала и тонкостенной втулки.
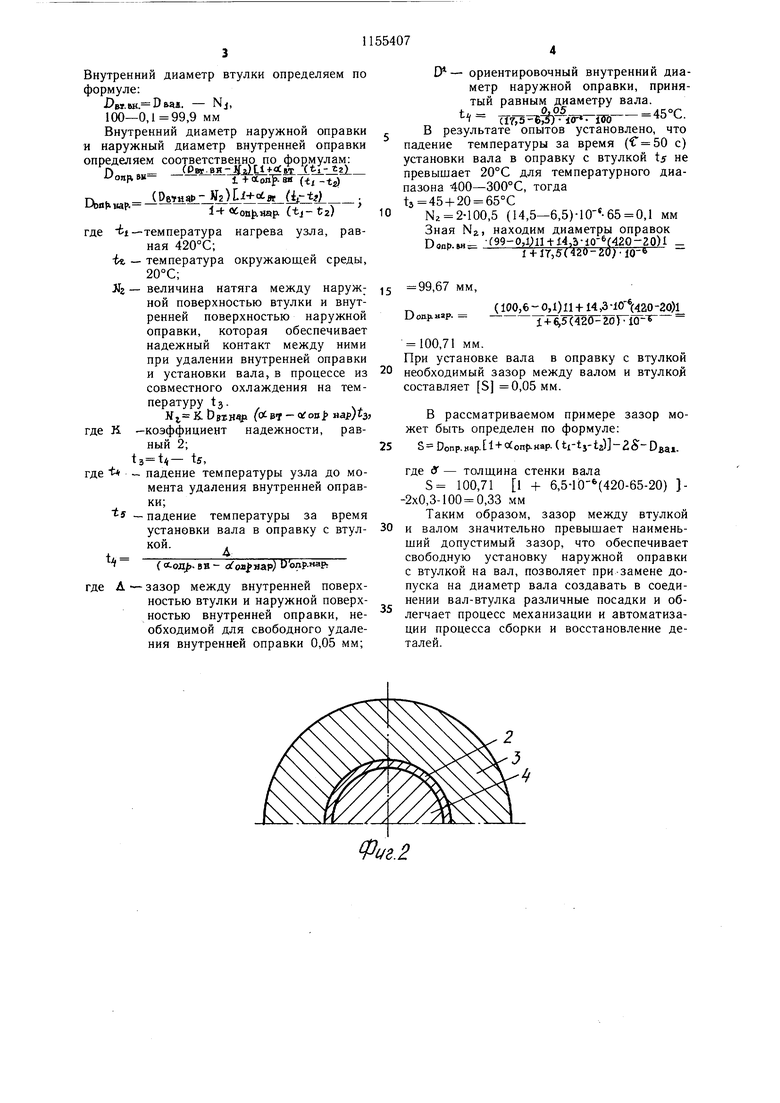
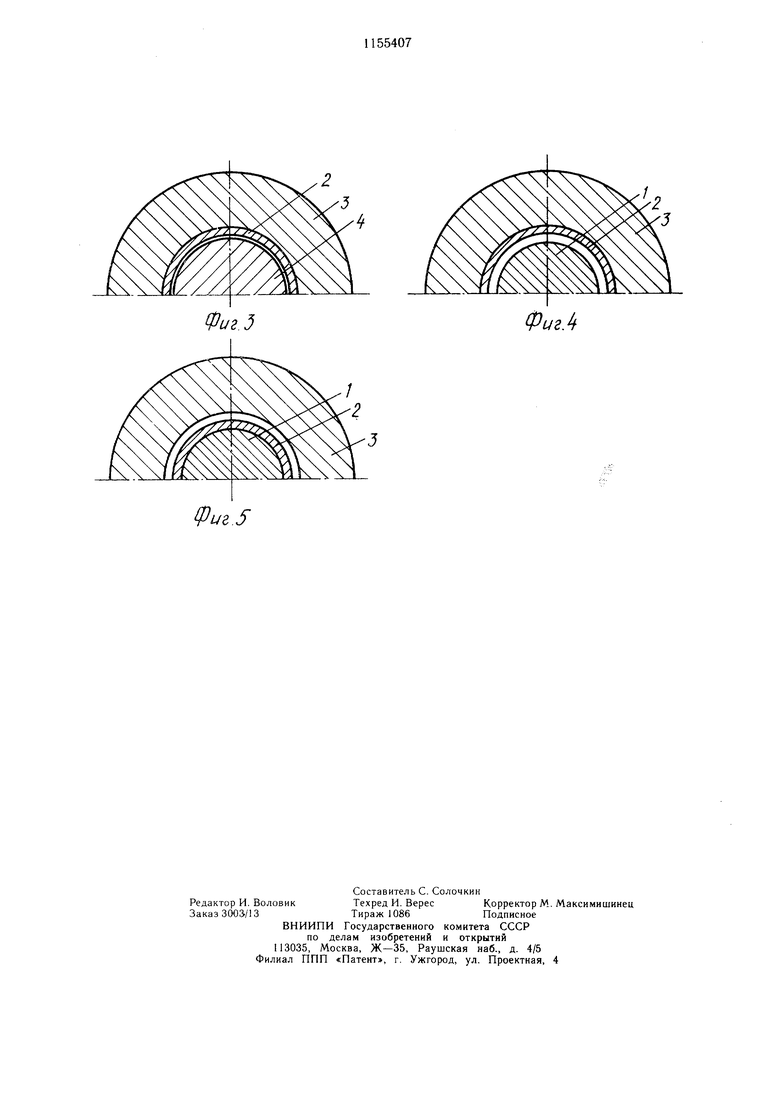
На фиг. 1-5 представлен процесс сборки вала со втулкой с помощью наружной и внутренней оправок.
Процесс сборки вала 1 осушествляется следующим образом.
Первоначально (фиг. 1) втулка 2 надевается на внутреннюю оправку 4 с зазором и помещается с зазором в наружную оправку 3. При помещении узла в печь и повышении температуры происходит увеличение размеров всех перечисленных элементов. При этом (фиг. 2) вследствие малого коэффициента термического расширения увеличение внутреннего диаметра оправки 3 меньше увеличения наружного диаметра втулки 2 и оправки 4. Это приводит к упругому обжатию втулки 2 до соприкосновения с наружной поверхностью внутренней оправки 4. После завершения нагрева собранный узел извлекают из печи. В процессе охлаждения внутренняя оправка, имеющая наибольший коэффициент термического расширения в собираемой группе деталей, быстрее уменьшает свои размеры, чем наружная оправка и втулка и между внутренней оправкой и втулкой возникает зазор. Зазор должен был бы возникнуть и между наружной оправкой и втулкой ввиду различия их в коэффициентах термического расширения. Однако это не происходит. Вследствие того, что втулка в процессе нагрева упруго сжимается, а в процессе охлаждения происходит ее упругое последействие, она в течение времени, необходимого для установки вала во втулку, находится в контакте с наружной оправкой. В результате образовавшегося зазора (фиг. 3) между втулкой и внутренней оправкой, внутренняя оправка легко извлекается из втулки и на ее место устанавливается вал (фиг. 4). В процессе дальнейшего охлаждения втулка с натягом са0 дится на вал (фиг. 5).
Пример. Соединяли вал из стали 40Х с втулкой из стали У10 с помощью внутренней оправки, изготовленной из стали 08Х18Н10Т и наружной оправки, изготовленной из стали 29НК (ковар). Втулку из стали первоначально закаливают и затем отпускают при 420°С, при этом твердость материала после отпуска, для обеспечения необходимых эксплуатационных свойств, составляет HRC45. (Для сохранения заданной твердости температура нагрева под запрессовку не должна превышать 420°С). Параметры соединения приведены в таблице. Внутренний диаметр втулки определяем по формуле: .м1. 0ьад. - N, 100-0,,9 мм Внутренний диаметр наружной оправки и наружный диаметр внутренней оправки определяем соответственно по формулам: Dn .вн (P« B«--- -i)-U. iJonp. вв-i + Лопувя (tj -tj) Пк к .- (ОбТйй1.) (i,-t;) ьъоршр- 1Гл//J. i etoB jjafx (tj- ta) ti-температура нагрева узла, равная 420°С; it, - температура окружающей среды, 20°С; Лг - величина натяга между наружной поверхностью втулки и внутренней поверхностью наружной оправки, которая обеспечивает надежный контакт между ними при удалении внутренней оправки и установки вала, в процессе из совместного охлаждения на температуру tj. К. (ct В7 - of ool яар)1з где К -коэффициент надежности, равный 2; ts, где t - падение температуры узла до момента удаления внутренней оправки;5 - падение температуры за время установки вала в оправку с втулкой. (Лол. вв- afoafVAf) Оолр.нар, где А - зазор между внутренней поверхностью втулки и наружной поверхностью внутренней оправки, необходимой для свободного удаления внутренней оправки 0,05 мм; ориентировочный внутренний диаметр наружной оправки, принятый равным диаметру вала. t . в результате опытов установлено, что падение температуры за время ( с) установки вала в оправку с втулкой is не превышает 20°С для температурного диапазона -400-300°С, тогда t3 454-20 65°C N2 2-100,5 (14,5-6,5)-10--65 0,1 мм Зная NZ, находим диаметры оправок DoQp м- (99-0,1Л11 ,5-iQ-(420-ZO) 1 H-ir,5(420-20MO- 99,67 MM, (100,6 - 0,1) 11 +14,3 10(420 -20)1 DoD-jxnap. Т+в,5(42б гбГЯ- 100,71 MM. При установке вала в оправку с втулкой необходимый зазор между валом и втулкой составляет S 0,05 мм. В рассматриваемом примере зазор может быть определен по формуле: S Оопр.вар.1 + °оп{хнар. (ti-tj-t2)-2S -DBai. где У - толщина стенки вала S 100,71 1 + 6,5-10- (420-65-20) J2x0,3-100 0,33 мм Таким образом, зазор между втулкой и валом значительно превыщает наименьщий допустимый зазор, что обеспечивает свободную установку наружной оправки с втулкой на вал, позволяет при-замене допуска на диаметр вала создавать в соединении вал-втулка различные посадки и облегчает процесс механизации и автоматизации процесса сборки и восстановление деталей.
1/8.2
Фиг. 5
ФигЛ
fue.S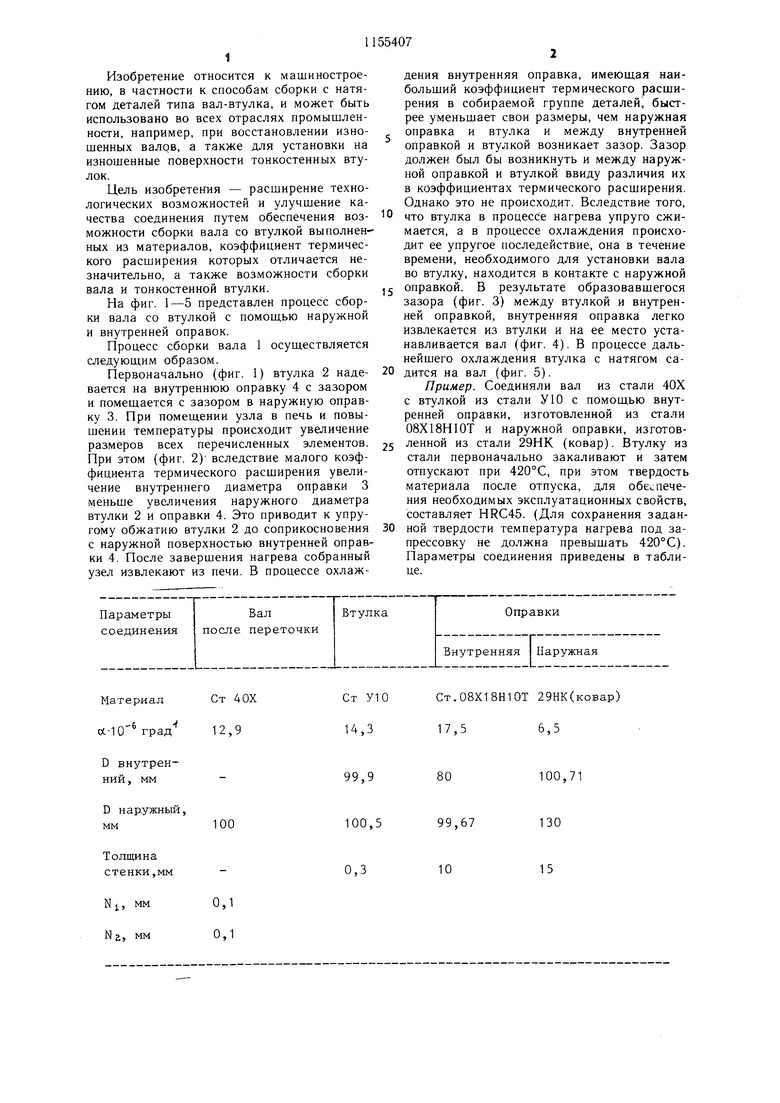
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки с натягом деталей типа вал-втулка | 1982 |
|
SU1031711A1 |
| Способ термической сборки с натягом деталей типа вал-втулка | 1988 |
|
SU1518110A1 |
| СПОСОБ ТЕРМОПРАВКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2011 |
|
RU2467078C1 |
| Способ пайки изделий телескопического типа | 1975 |
|
SU556002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2008 |
|
RU2386719C2 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей из материалов с различными коэффициентами линейного расширения | 1983 |
|
SU1136921A1 |
| Способ диффузионной сварки труб с концевыми деталями | 1983 |
|
SU1110583A1 |
| Способ подготовки к демонтажу прессовых соединений | 1990 |
|
SU1752525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2011 |
|
RU2469121C1 |
| Способ обработки отверстий деталей пластическим деформированием | 1986 |
|
SU1425061A1 |
СПОСОБ ТЕРМИЧЕСКОЙ СБОРКИ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛВТУЛКА, включающий установку втулки с зазором в наружную оправку, изготовленную из материала, коэффициент термического расширения которого меньше, чем. у материала втулки, установку втулки с оправкой на вал и последующее деформирование втулки путем совместного нагрева вала, втулки и оправки, отличающийся тем, что, с целью расширения технологических возможностей и улучщения качества соединения, перед установкой втулки с оправкой на вал их устанавливают с зазором на внутреннюю оправку, изготовленную из материала, коэффициент термического расширения которого больше, чем у материала втулки, втулку и оправки нагревают до исключения зазора между ними,а затем втулку 1уг./ правки охлаждают до появления зазомежду втулкой и внутренней оправкой, е чего внутреннюю оправку удаляют, ку с наружной оправкой устанавливана вал и производят дальнейщее охлаже, при этом размеры втулки и оправок деляют из соотношений РбТВН Реал.- NI DBTBM - внутренний диаметр втулки, Свад диаметр вала; М - гарантированный натяг; Родр вн. fPBT-OH-N.)(t,-t)1 H-rt-onpsH () п„„в„аг - (P6TKap-Kt)U+o.BT(-ti--t2) Р- -1+W-vCtj-tz) IWpsap:-внутренний диаметр наружной оправки; Воярвн - наружный диаметр внутренней оправки; IaTHap-наружный диаметр втулки; NX, - натяг, создающий упругое последействие; ,оСпарна| г- соответственно коэффициенты оар.вя термическогорасширения, втулки, наружной и внутренней оправок, t.- температуры нагрева узла; tj- температурыокружающей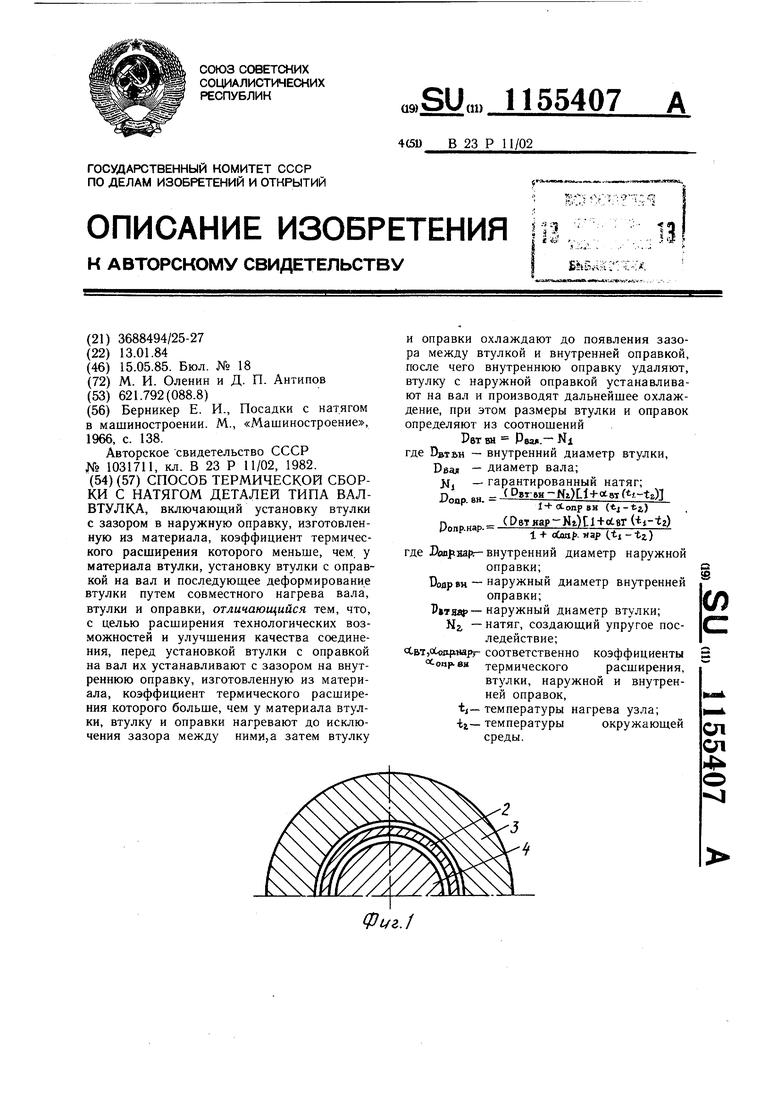
| Берникер Е | |||
| И., Посадки с натягом в машиностроении | |||
| М., «Машиностроение, 1966, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Способ сборки с натягом деталей типа вал-втулка | 1982 |
|
SU1031711A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
