Изобретение относится к сборке с натягом деталей типа вал-втулка и может быть широко использовано в различных областях машиностроения в том числе и при сборке с натягом тонкостенных длинномерных деталей.
Цель изобретения - расширение технологических возможностей, улучшение качества и упрощение сборки соединения деталей с латягом.
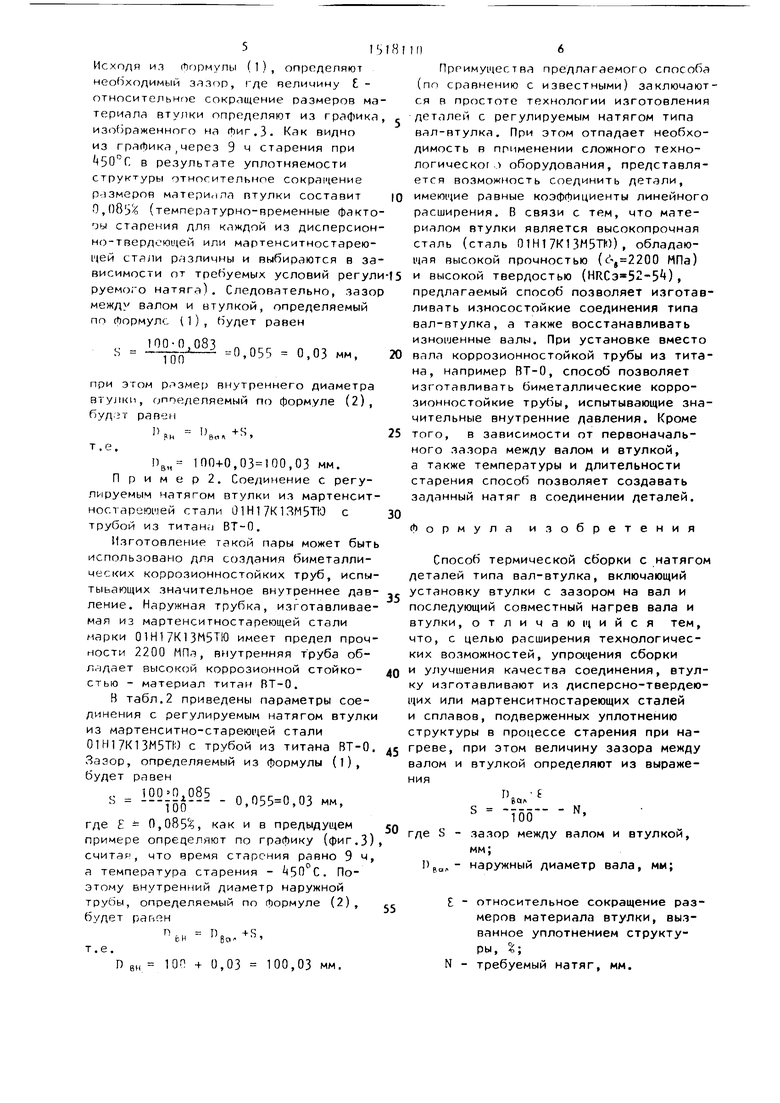
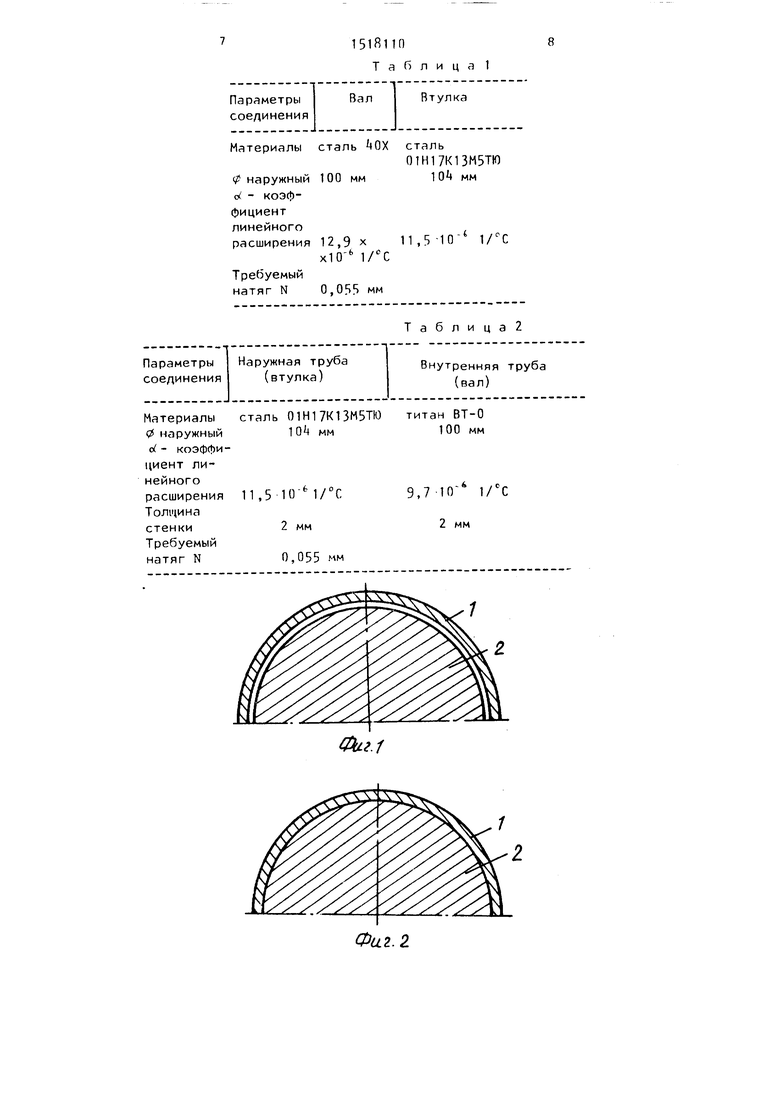
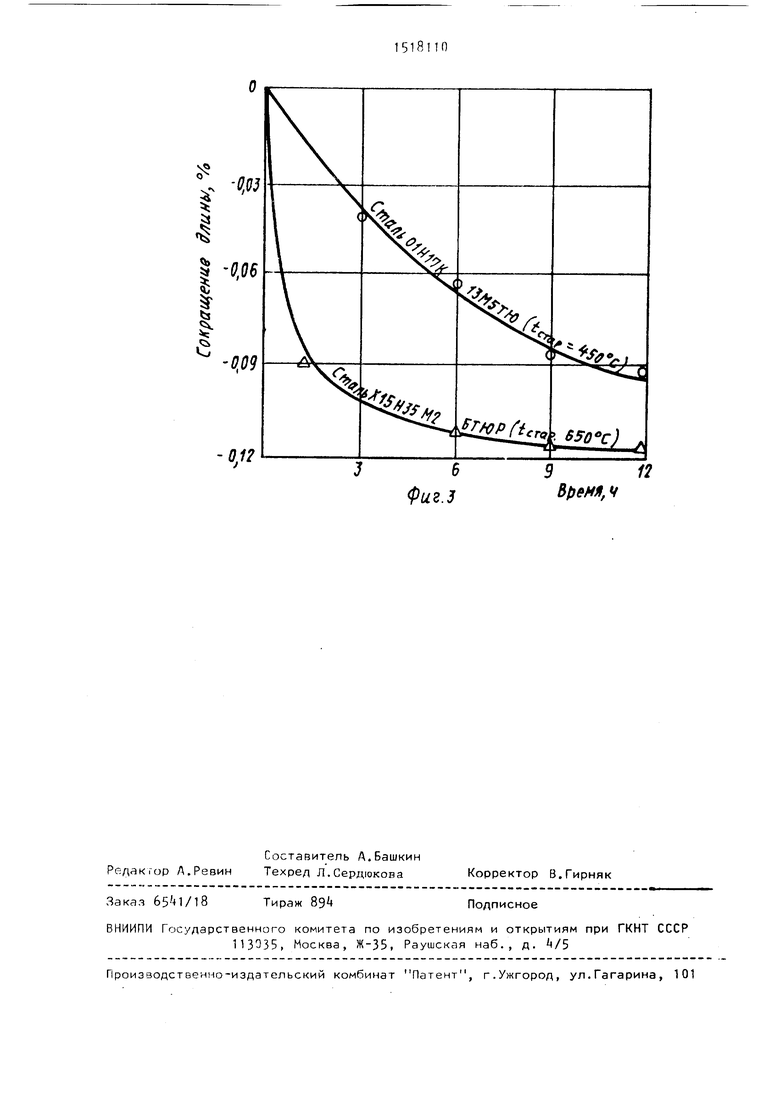
На фиг.1 изображено соединение из втулки и вала в собранном состоянии до нагрева; на фиг.2 - готовое соединение с натягом; на фиг.З - графики относительного сокра1чения размеров втулки для различных материалов в зависимости от времени старения.
Предлагаемый способ термической сборки с регулированным натягом базируется на эффекте уплотнения диспер- сионно-твердею1цих и мартенситностареющих сталей и сплавов в процессе старения в определенном температурном интервале на стадии предвыделения вторичных интерметаллидных или карбидных фаз, В указанных стадиях и сплавах задолго до обособления избыточных фаз протекают сложные процессы структурных превращений в инкубационном, лантент- ном периоде формирования избыточной фазы. В таком случае распад пересыщенных твердых растворов в дисперсионно- твердеющих и мартенситностареющих сталях и сплавах представляется как многостадийный процесс, последовательно включающий образование сегрегатов, двухмерных и трехмерных образований типа зон Гинье-Престона-Багаряцкого, различных промежуточных состояний формируемой фазы, затем и, наконец, появление- обособленной вторичной ин- терметаллидной j фазы типа NijTi или карбидов типа Ме:.,С, имеющих поверхность раздела с маточным твердым
ел
00
ннл ;: : : нос г I i
, ,; стплс:- ;. с /lOCTvi:- : : 4U сбоОКС - Tliria :--ТЛ- fjo f ryi-:|i
птулк , ;:: Beproinci: сталс: лотнеч:-;|0 . Hi-n . ГС . :
ЛТуПКСЙ Ci
. i) i-1 с i) : иО --аине1-:1 i с регу i C-V C-. ; II , 4r) ,| УП1-.И из I l.ipT СНСИТ
. : I u: :i:nr H : - JJ-i i1 /КИМЧИО с па- ::; ч л с I г-Ji; - 1 (IX ,
i-ro -ci-neiHie r,v;ci, H iiii:( мо:ке1 быть . :- ::ч -. г, мспользов Нп как- д. созда - : 1Я пчг; :г-|С гойкой fitсх: рхис)стм - а Uieii- : i ::,: ii|jii дг:ст ::Toi i; |1) впзкой его : ч::,ч схне, ч длл восс лновлемия M: 4-;ii; иных вало. Твердость материала iiyci-i 11ОСЛС сборк -- с
ЧГГЛ1аМ ,Ц;;ГЛЛГ;Й l- Uia ВаЛ-ВТУЛ1 П СОСг;-,,м|пет ННСэ,
ii/чмс;- ,. чтс; нес пходимо соединить н..f; р-ом Mid мм с втулкой диамет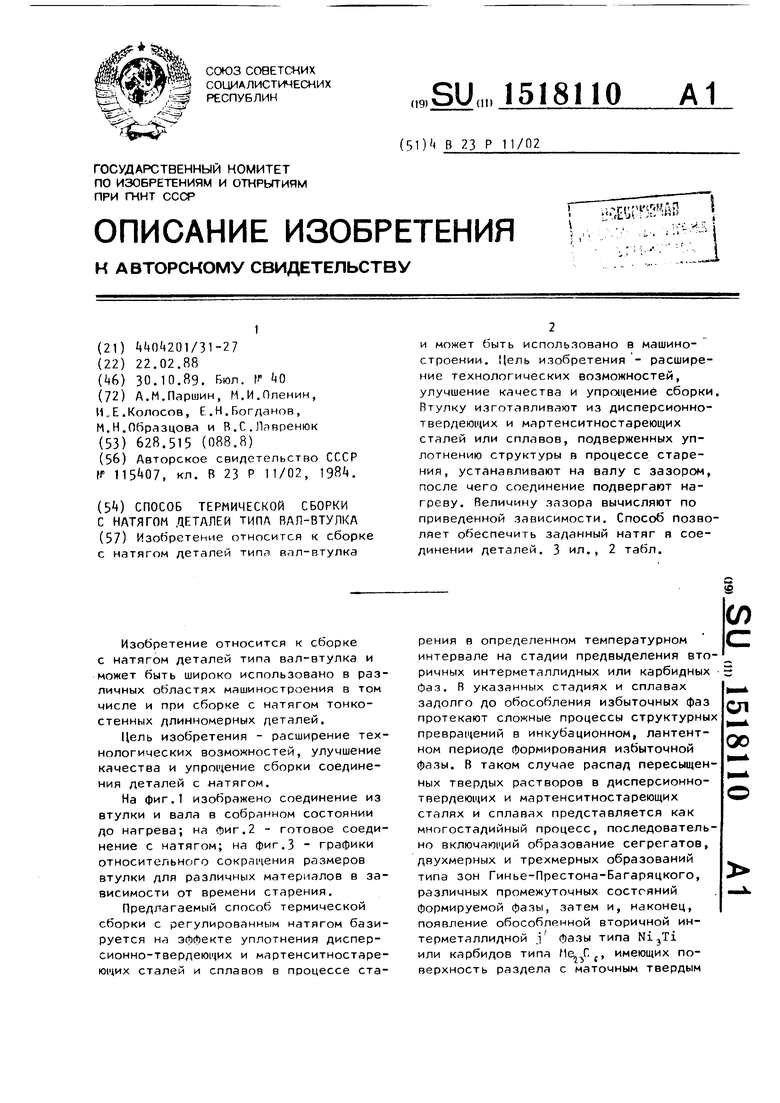
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки с натягом деталей типа вал-втулка | 1982 |
|
SU1031711A1 |
| Способ термической сборки с натягом деталей типа вал-втулка | 1984 |
|
SU1155407A1 |
| ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК ИЗ АЛЮМИНИЕВОГО СПЛАВА, ПОЛУЧЕННЫХ МЕТОДОМ ЛИТЬЯ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2005 |
|
RU2398911C2 |
| УПРОЧНЕННАЯ СТРУКТУРА ТИТАНОВОГО СПЛАВА ДЛЯ ПРИМЕНЕНИЯ В ЗУБЧАТЫХ КОЛЕСАХ ТРАНСМИССИЙ | 2010 |
|
RU2529322C2 |
| Способ обработки сварных соединений из дисперсионно-твердеющих сталей мартенситного класса | 1976 |
|
SU594191A1 |
| Способ изготовления вакуумных конденсаторов | 1977 |
|
SU662985A1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОЙ ИЛИ КВАРЦЕВОЙ ТРУБКИ С МЕТАЛЛИЧЕСКОЙ ВТУЛКОЙ | 1991 |
|
RU2024373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОННОГО КОМПЕНСАТОРА | 2001 |
|
RU2224167C2 |
| Способ термомеханической обработки мартенситностареющих сталей | 1979 |
|
SU894001A1 |
| ВЫСОКОПРОЧНЫЙ ТОНКИЙ ЛИТОЙ ПОЛОСОВОЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2530596C2 |
Изобретение относится к сборке с натягом деталей типа вал-втулка и может быть использовано в машиностроении. Цель изобретения - расширение технологических возможностей, улучшение качества и упрощение сборки. Втулку изготавливают из дисперсионно-твердеющих и мартенситностареющих сталей или сплавов, подверженных уплотнению структуры в процессе старения, устанавливают на валу с зазором, после чего соединение подвергают нагреву. Величину зазора вычисляют по приведенной зависимости. Способ позволяет обеспечить заданный натяг в соединении деталей. 3 ил., 2 табл.
II : м ч тоЛ -ичноч 2 мм. при этом 1 -v. валом -i -|yjiKon дос- ен i - c i:: : i iJ.nSb fiM (co : ac;i ; полей
: :i: )-: 1. П I M ; - 75 /(ЛЯ диамет- c l -iiiO М/И 1,тггяг составляет 0,051 )/. мм) .
iHi. чривслены паиаметры соеди П гуп11ру(-,чым натпгом втул - м;: i 1 )С-| арею цей стали i /i; I ; : -V;:i а-и,.-,. и:, ОК.
5I 5181
Исходя из Лг)рмулы (1), определяют нео ходимый зазор, где величину L - относительное сокращение размеров материала втулки определяют из графика, изображенного на фиг.З. Как видно из графика через 9 ч старения при 450 Г, в результате уплотняемости структуры относительное сокра1цение размеров материсша птулки составит ю 0,n8 j (температурно-временные факто- оы старения для каждой из дисперсион- но-твердсющей или мартенситностарею- цей стали различны и выбираются в зависимости от требуемых условий регули-|5 руемого натяга). Следовательно, зазор между валом и втулкой, определяемый по Лормулс (1), будет равен
S i-li- ffi .. 0,03 н„.
ion
при этом рпзмер внутреннего диаметра втулки, оппеделяемый по формуле (2), будет равен
1
РИ
вс,, +,
1),, 100+0,,03 мм.
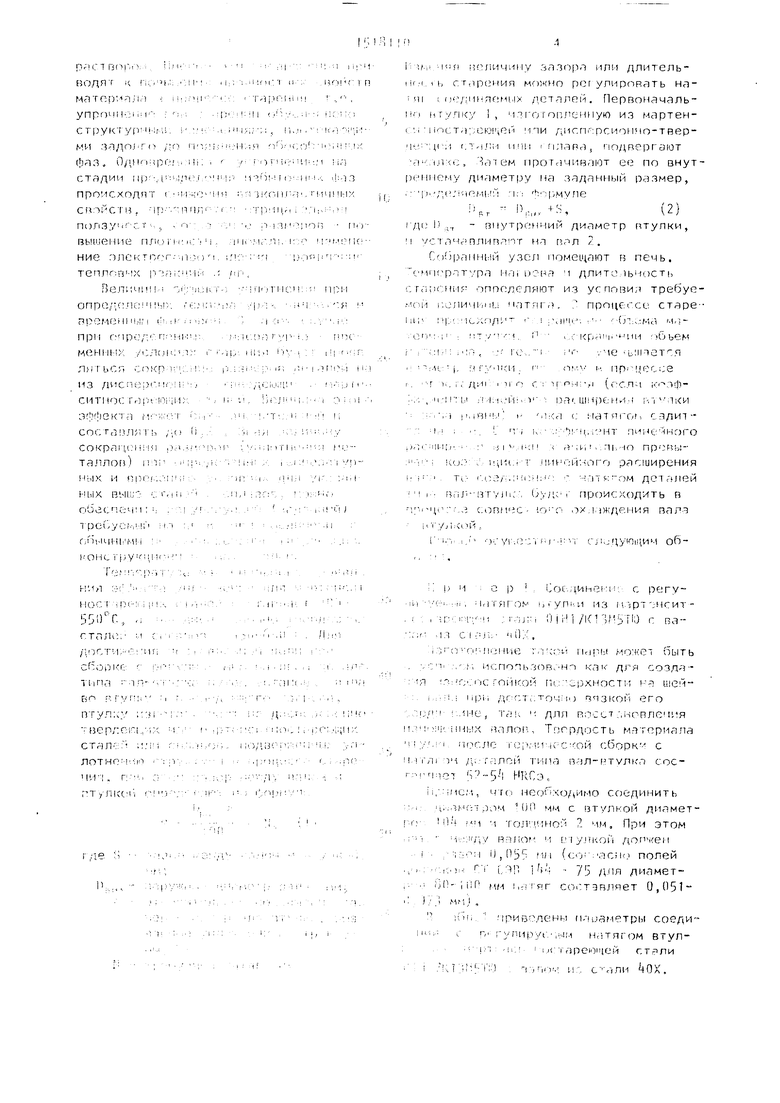
П р и м е р 2. Соединение с регулируемым натягом втулки из мартенсит- ностарею1 1ей стали 01Н17К13М5ТЮ с трубой из титана BT-G.
Изготовление такой пары может быть использовано для создания биметаллических коррозионностойких труб, испытывающих значительное внутреннее дав- ление. Наружная трубка, изготавливаемая из мартенситностареющей стали марки 01Н17К13М5ТЮ имеет предел прочности 2200 МПл, внутренняя т руба обладает высокой коррозионной стойко- стью - материал титан ВТ-0.
В табл.2 приведены параметры соединения с регулируемым натягом втулки из мартенситно-стареющей стали 01Н17К13М5ТИ с трубой из титана ВТ-0. Зазор, определяемый из формулы (l), будет равен
0,,03 мм, где - 0,085%, как и в предыдущем примере определяют по графику (фиг.З) считая, что время старения равно 9 м, а температура старения - 50 С. Поэтому внутренний диаметр наружной трубы, определяемый по формуле (2), будет равен
ьн
во.
т.е.
D ви 10П -f 0,03 100,03 мм.
5
0
5
О
- 0
5
Пргиму1цества предлагаемого способа (по сравнению с известными) заключаются в простоте технологии изготовления деталей с регулируемым натягом типа вал-втулка. При этом отпадает необходимость в применении сложного техно- логимеског , оборудования, представляется возможность соединить детали, имеющие равные коэффициенты линейного расширения. В связи с тем, что материалом втулки является высокопрочная сталь (сталь 01Н17К13M5TW), обладающая высокой прочностью ((-,2200 МПа) и высокой твердостью () , предлагаемый способ позволяет изготавливать износостойкие соединения типа вал-втулка, а также восстанавливать изношенные валы. При установке вместо вала коррозионностойкой трубы из титана, например ВТ-0, способ позволяет изготавливать биметаллические корро- зионностойкие трубы, испытывающие значительные внутренние давления. Кроме того, в зависимости от первоначального зазора между валом и втулкой, а также температуры и длительности старения способ позволяет создавать заданный натяг в соединении деталей.
Формула изобретения
Способ термической сборки с натягом деталей типа вал-втулка, включающий установку втулки с зазором на вал и последующий совместный нагрев вала и втулки, отличающийся тем, что, с целью расширения технологических возможностей, упрснцения сборки и улучшения качества соединения, втулку изготавливают из дисперсно-твердеющих или мартенситностареющих сталей и сплавов, подверженных уплотнению структуры в процессе старения при нагреве, при этом величину зазора между валом и втулкой определяют из выражения
S
В.л
Too
- N,
где S - зазор между валом и втулкой,
мм; вал наружный диаметр вала, мм;
S - относительное сокращение размеров материала втулки, вызванное уплотнением структуры, %;
N - требуемый натяг, мм.
Фи.г.-(
Фи2.2
Редактор А.Ревин
Составитель А.Башкин Техред Л.Сердюкова
Заказ
Тираж ВЭ
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113335, Москва, Ж-35, Раушская наб., д. k/
Произзодственно-издательский комбинат Патент, г.Ужгород, ул.Гагарина, 101
9 12 В()еия, V
Корректор В.Гирняк
Подписное
| Авторское свидетельство СССР fP , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
